Известен способ изготовления дрота из стекловолокна для каркасов проволочных сопротивлений путем протирки кремнийорганическим лаком соответствующего количества нескрученных ирядей стекловолокна, пропускания их через калибруюндее отверстие и термообработки.
Обычно термообработку изделий из стекловолокна проводят при температуре полимеризации применяемого пропиточного лака.
Изготовленный таким способом дрот оказывается непригодным для использования в качестве каркасов проволочных сопротивлений, работающих ири температурах, превыщаюпхих температуру полимеризации пропиточного лака, так как ироисходит выгорание органических составлющих лака, что приводит к усадке каркаса, смещению и замыканию витков проволочной спирали сопротивления.
В описываемом способе этот недостаток устранен тем, что термообработку дрота ведут ири температуре, обеспечивающей полное выжигание ор1 анических составляюишх лака.
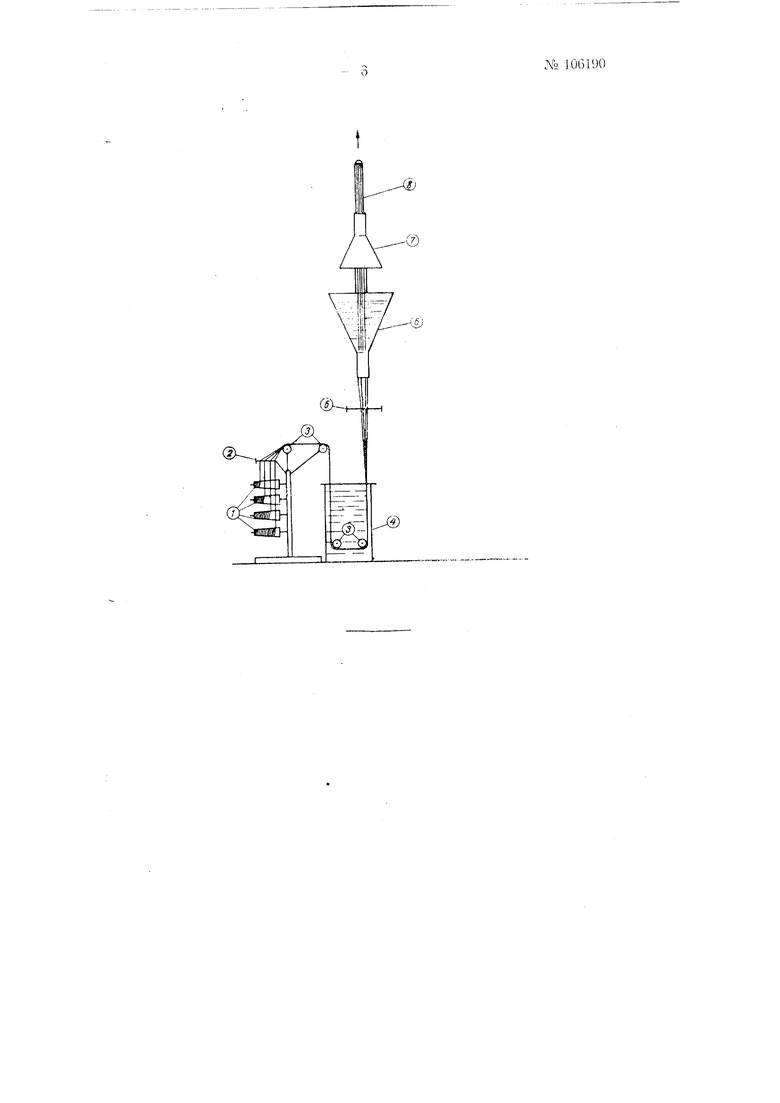
На чертеже представлена технологическая схема изготовления дрота.
Технологическая схема получения дрота для каркасов проволочных сопротивлений сводится к следующему.
Необходимое количество початков / стеклянных иитей устанавливается на ишулярнике так, чтобы стеклянные нити могли свободно сматываться с них при натяжении. Метрический номер нити и количество нитей выбираются в зависимости от требуемого диаметра дрота. Например, для получения дрота диаметром 4 мм можно взять стеклянную нить в 96 сложений в количестве 20-22 початков (диаметр элементарного стеклянного волокна 6-7 микрон), так что на изготовление такого дрота потребуется примерно в общей сложности 192000-2И 200 элементарных стеклянных нитей.
Концы нитей пробираются в бердо 2 таким образом, чтобы по выходе из него нити образовывали непрерывное полотно в виде полотна основы при производстве ленты на лентоткацких станках. В таком виде стеклянные нити через направляСтандартгиз. Подп. к печ. 10|V-1957 г. Объем 0,25 п. л. Тираж 1100. Цена 50 коп. Гор. Ллатырь, типография Хэ 2 М)1пиетерст1 а культуры Чувашской АССР. Зак. 2S97
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тканых изделий | 1959 |
|
SU126578A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ПРЕССОВОЧНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА. | 2014 |
|
RU2603790C2 |
| СОРБЕНТ ДЛЯ УДАЛЕНИЯ ВРЕДНЫХ ПРИМЕСЕЙ ИЗ СРЕДЫ, ИХ СОДЕРЖАЩЕЙ, ПРЕДПОЧТИТЕЛЬНО ДЛЯ УДАЛЕНИЯ НЕФТИ И ВЫСШИХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2169612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, УСТОЙЧИВОЙ К ВЛАГЕ И ЗАГРЯЗНЕНИЮ, И БУМАГА, УСТОЙЧИВАЯ К ВЛАГЕ И ЗАГРЯЗНЕНИЮ | 2013 |
|
RU2509834C1 |
| Способ изготовления устойчивых высокоомных лакопленочных сопротивлений | 1952 |
|
SU98004A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ПРЕССОВОЧНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА | 2017 |
|
RU2653157C1 |
| Способ изготовления лакопленочных сопротивлений | 1957 |
|
SU115270A1 |
| КАТАЛИЗАТОР ДЛЯ ГИДРИРОВАНИЯ РАСТИТЕЛЬНЫХ МАСЕЛ И ЖИРОВ | 1999 |
|
RU2158632C1 |
| Способ изготовления слоистых изделий | 1974 |
|
SU587852A3 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |