Изобретение относится к способам удаления заусенцев в отверстиях деталей и может быть использовано для удаления заусенцев в сообщающихся между собой каналах элементов пневмогидравлических систем. Известен способ механического удаления заусенцев, при котором заусенцы срезают введенным в обрабатываемое отверстие режущим инстру ментом, имеющим возможность вращени и поступательного перемещения 1. Однако этот способ малоэффективен при удалении заусенцев в местах сообщения между собой нескольких отверстий, так как в результате сил вого давления лезвия режущего инстр мента и малой жесткости заусенцев происходит частичный отгиб последних в смежные отверстия. При этом снижается качество обработки детале ухудшаются их эксплуатационные пока затели. Целью изобретения является повышение эффективности удаления заусен цев в местах сообщения между собой нескольких отверстий. Поставленная цель достигается тем, что согласно способу удаления заусенцев в отверстиях деталей, при котором в обрабатываемое отверстие вводят режущий инструмент, имеющий возможность вращения и осевого пере мещения, в отверстие с инструментом непрерывно подают поток рабочего агента, которому сообщают вращатель ное движение, встречное вращательному движению режущего инструмента. На чертеже приведено устройство реализующее предлагаемый способ. В отверстие 1 изделия 2 вводят режущий инструмент 3, который,вращаясь и перемещаясь по отверстию. срезает заусенцы 4, образованные при сверлении отверстия 5, в месте его выхода в отверстие 1.- С режущим инструментом 1 и заусенцами 4 контактирует спиральный поток рабочего агента. Снятие Зс1усенцев осуществляется следующим образом. Движущийся поток рабочего агента за счет высокоскоростного напора спиральной струи оказывает силовое давление на заусенцы, прижимая их к режущему лезвию вращающегося инструмента. При этом повышается жесткость заусенцев,что препятствует их отгибу в полость смежного отверстия 5,либо прижиму к стенкам отверстия 1.Кроме того,быстролетящие частицы рабочего агента, например порошкообразного абразивного материала, соударяясь с поверхностью заусенцев, разрушают их, ускоряя тем самым процесс удаления заусенцев с получением качественной поверхности в месте сообщения отверстий 1 и 5 изделия 2. В случае равномерного расположения заусенцев по всему периметру отверстия 5 направление встречновращательного движения режущего инструмента и спирального потока рабочего агента необходимо при обратном ходе инструмента изменить на противоположное. Использование способа удаления заусенцев позволит повысить эффективность обработки деталей, имеющих сообщающиеся между собой отверстия. Полное удаление заусенцев из полости отверстий детали приведет к улучшению ее функциональных параметров и повышению эксплуатационных показателей изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2071398C1 |
| ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ, В ЧАСТНОСТИ С НЕКРУГЛЫХ ВЫЕМОК В ДЕТАЛЯХ (ВАРИАНТЫ), НОЖ ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2013 |
|
RU2602917C2 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ В ОТВЕРСТИЯХ ДЕТАЛЕЙ, при котором в обрабатываемое отверстие вводят режущий инструмент, имеющий возможность вращения и осевого перемещения, отличающийся тем, что, с целью повышения эффективности удаления заусенцев в местах сообщения между собой нескольких . отверстий, в отверстие с инструментом непрерывно подают -поток рабочего агента, которому сообщают вращательное движение, встречное вращательному движению режущего инструмента. 9 О) ф со со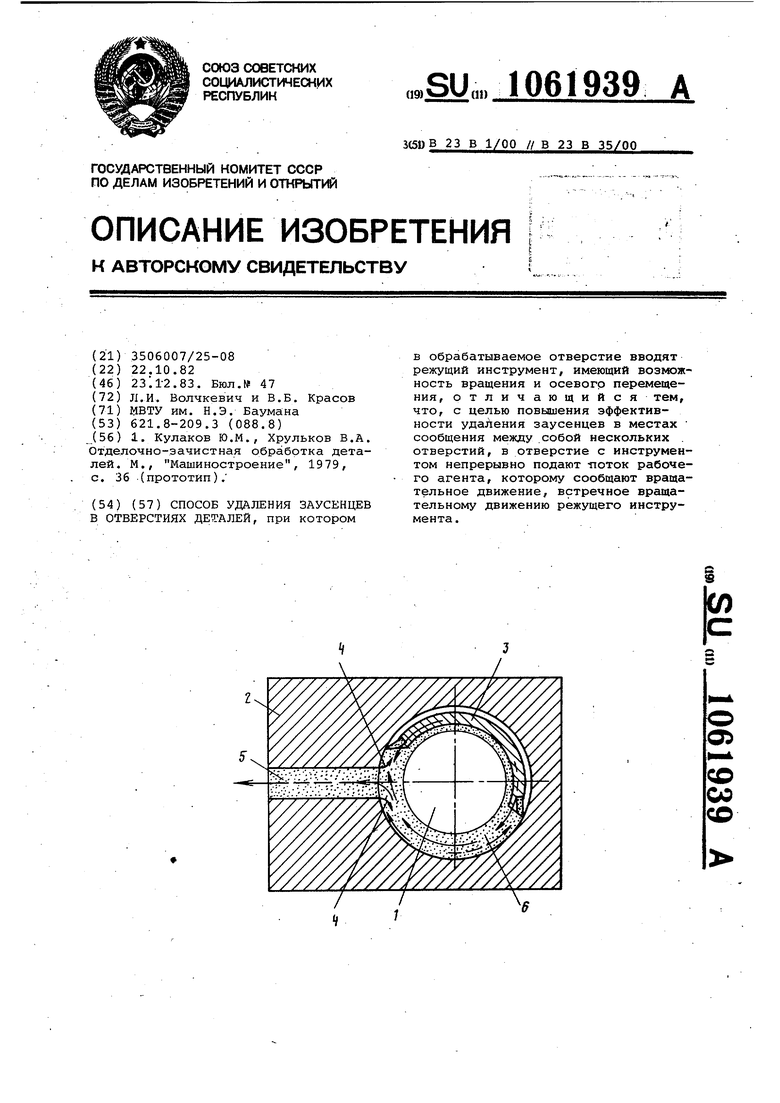
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кулаков Ю.М., Хрульков В.А | |||
| Отделочно-эачистная обработка деталей | |||
| М., Машиностроение, 1979, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
