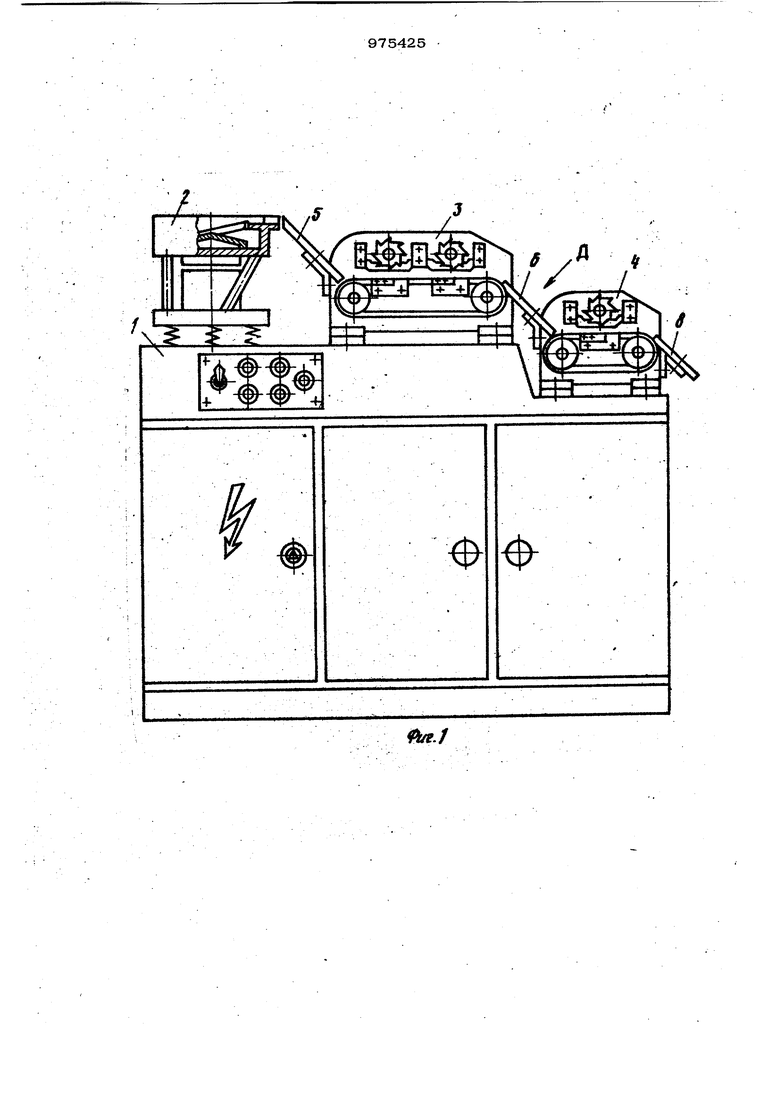
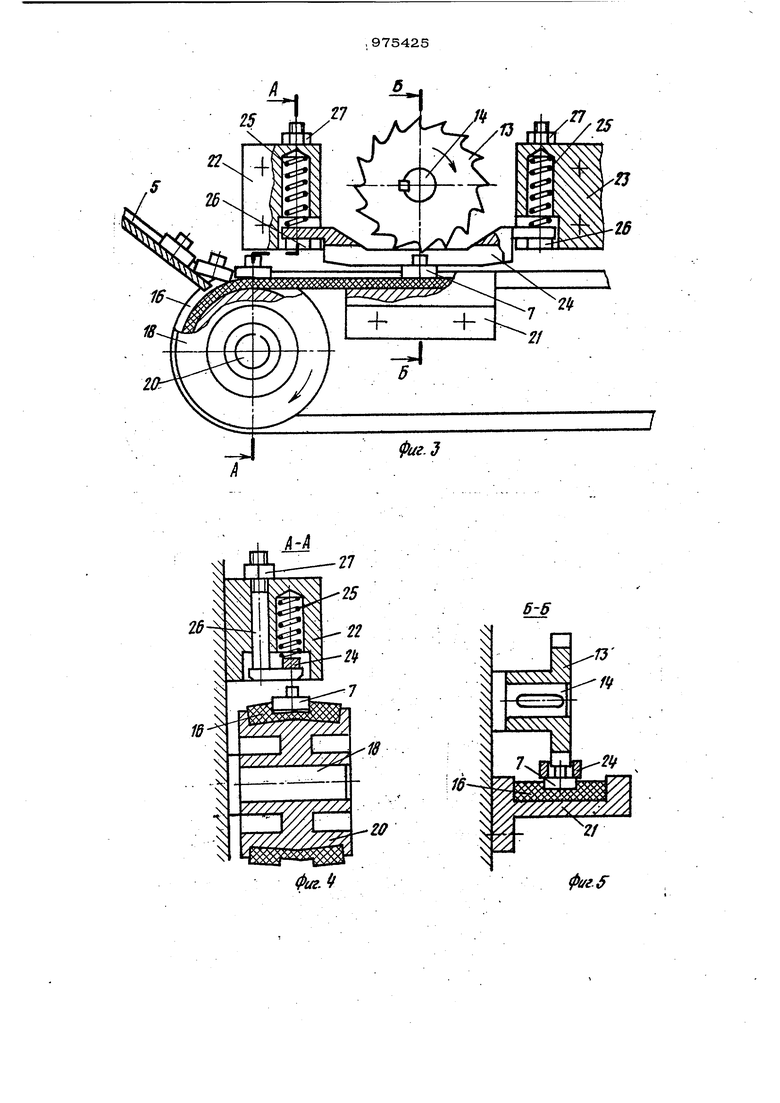
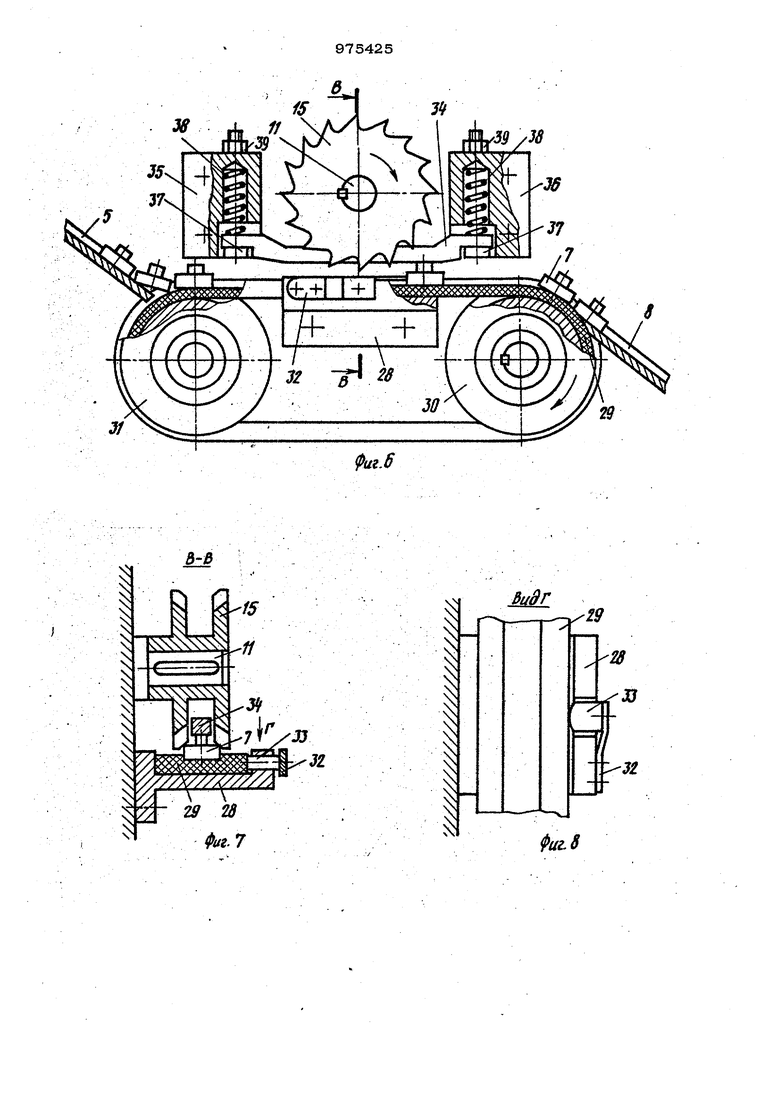
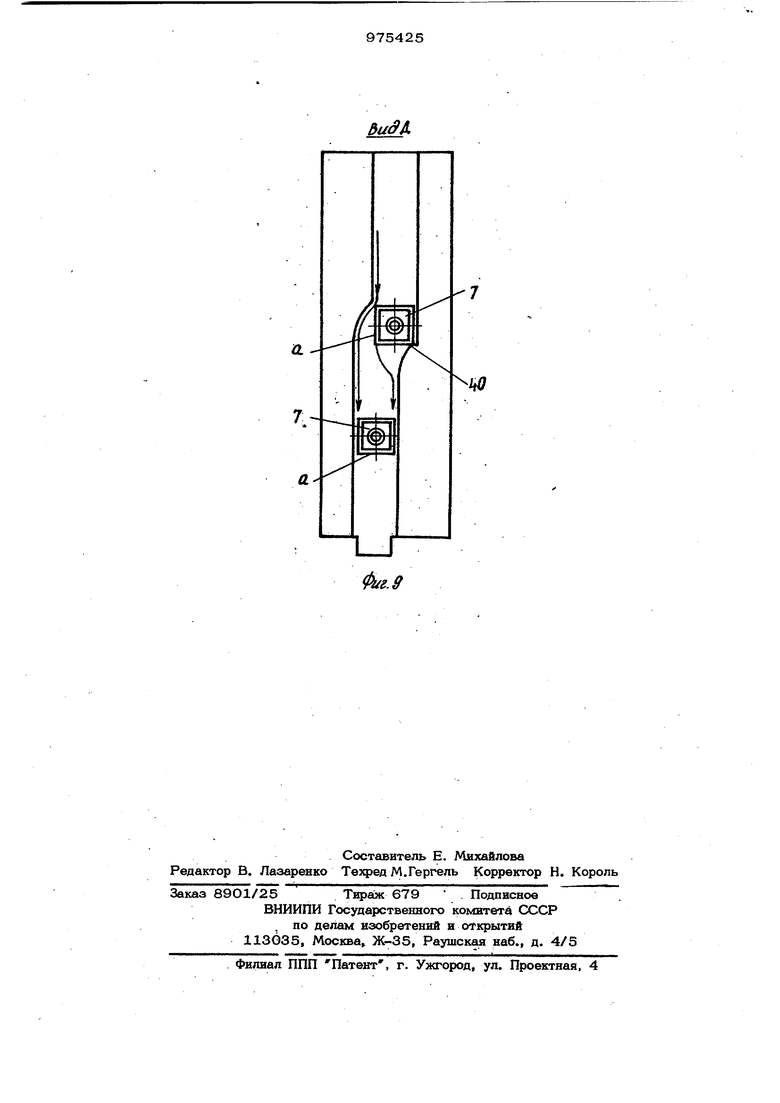
Изобретение относится к механичесх кой обработке изделий из полимерных материалов и может быть использовано для снятия фасок, удаления остатков литников и облоя с пластмассовых д&талей некруглой формы. Известен автомат для механической обработки пластмассовых деталей сложн конфигурации, например цоколей радиоламп, со шпоночным выступом и пазами на цилиндрической поверхности, содержащий бункер, направляющий лоток,, поворотный стол с асулачковыми профиля ми, гнездами и приводом и узел обра ботки . В этом автомате установка деталей осуществляется в гнездах, вьшолненных на поворотном столе, с помощью качающейся секции -И специального щупа, а снятие обработанной детали осущес вляется выталкивателем, что услоя«няет конструкцию автомата. Подача деталей в зону обработки осуществляется поштучно, а обработка их производится . при остановке стола с подводом и отводом узла отработки с помощью пневмоцилиндра,- что снижает производительгность автомата. Кроме того, в этом автомате невозмондаа обработка, например снятие фасок, по периметру деталей некруглой формь. Наиболее близким по тезшической суггь ностй к изобретению является устройство для механической обработки пластмассовых деталей, содержащее смонтированные на станине транспортеры, натянутые на ведущие и ведомые щкивы, для перемещения деталей к установленным на приводных валах режущим инструментам, прижимы для удержания деталей в зоне обработки и элемент для разворота де- . талей на 90 2 В известном устройстве скорость движения транспортеров определяют скоростью подачи деталей в зону обработки, она. ограничена ручной загрузкой. Подачу деталей в зону обработки при установке их в специальные устройства, которыми снабжены транспортеры, невозможно осуществить непрерывным потоком вследствие того, что между устройствами для их установки существуют определенные промежутки, превышающие длину обрабатываемых деталей. Следовательно, производительность стан ка является недостаточной. Автоматизация процесса загрузки при выбранной схеме установки и базирования деталей в станке сильно усложняется. В известном устройстве возможна обработка деталей только прямоугольной (квадратной) формы, имеющих центральное отверстие или центральный выступ, так как для переориентации деталей (поворо та на 90 ) после обработки их первой парой режущих инструментов использу, ются именно эти элементы и буртик, выполненный на жестких направляющих, которыми снабжен станок. Цель изобретения - повыщение производительности устройства и расширение его технологических возможностей. Эта :цель достигается тем, что в станке для механической обработки пластмассовых деталей, содер5кащем смонтированные на станине транспортеры, натянутые на ведущие и ведомые щкивы, для перемещения деталей к установленным на привод1щх валах режущим инструментам, прижимы для удержания деталей в зоне обработки и элемент для разворота деталей на 9 , каждый транспортер выполнен в ввде эластичной ленты с продольной канавкой на ее периферии, щирина которой равна щирине или длине обрабатываемых деталей, а щкивы выполнены с рабочими поверхностями в виде двух усеченных кон сов, соединенных больщими основаниями причем продольная.канавка на ленте симметрична линии соединения конусов. Кроме того, станок снабжен башмако с прямоугольным пазом, установленным под режущими инструментами на станине, и подпружиненным прижимом, при этом лента транспортера размещена .в пазу бащмака и поджата боковой сторон к одной из стенок паза подпружиненным прижимом.. На фиг. 1 показан общий ввд автома та для механической обработки пластма совых деталей, вид спереди; на фиг. 2 кинематическая схема привода режущих инструментов и транспортеров; на фиг. 3 (Первая пара режущих инструментов с транспортером; на фиг. 4 -« разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - последняя пара режущих инструментов с транспортером; на фиг. 7 - разрез В-В на фиг. 6; на фиг . 8 - вид Г на фиг. 7; на фиг. 9 вид Д на фиг. 1 (элемент разворота деталей на 90 перед последней парой режуишх инструментов). j Станок содержит станину 1, на которой смонтированы бункерное загрузочное устройство - вибропитатель 2 электромагнитного типа и два привода режущих инструментов и транспортеров 3 и 4. Бункерное загрузочное устройство и транспортеры соединены между собой лотками 5 и 6, установленными на корпусах приводов, и образуют проточную линию для обработки деталей 7. В конце линии на корпусе второго привода режуших инструментов и транспортера 4 закреплен лоток 8, служащий для перемещения обработанных деталей 7 из автомата в бункер готовой продукции (не показан). Приводы режущих инструментов и транспортеров имеют одинаковое устрой- ство, отличаясь друг от друга только тем., что первый привод вьшолнен с двумя валамиг для инструментов. Он содержит электродвигатель 9 и редуктор 10, .входной вал 11 которого соединен с валом электродвигателя муфтой 12. Первый режущий инструмент 13, предназначенный для обработки деталей сверху, например для снятия заусенцев, облоя и т.д. на деталей, закреплен на валу 14, соединенном с входным валом. 11 редуктора посредством зубчатых передач i 1 (показаны щтрихпунктирными линиями). Вторая пара режущих инструментов 15, предназначенных для обработки де1алей по контуру, установлена на входном валу ,11, Эластичная лента транспортера 16 натянута на ведущем 17 и ведомом щкивах .18. Ведущий щкив транспортера 17 установлен на (ВЫХОДНОМ валу редуктора 19, а ведомый - на оси 2О. Рабочие поверхности щкивов, находящихся в контакте с лентой 16, вьшолнены в ввде двух усеченных конусов, соединенных больщими основаниями. На наружной поверхности эластичной ленты транспортера 16 симметрично наибольщему диаметру конусности на щкивах. прощлифована продольная канавка прямоугольного сечения, щирина которой равна щирине обрабатываемых деталей 7. Под режущим инструментом 13 к корпусу привода прикреплен бащмак 21, имеющий 59 прямоугольный паз, обращенный к режущему инструменту, в котором размешается лента транспортера 16, что позволяет обеспечить жесткость расположения детали при обработке.. В кронштейнах 22 и 23 по обе сторо ны от режушего инструмента 13 установлен прижим 24, нижней поверхностью взаимодействуюший с деталью 7, находяшейся в прямоугольной канавке на ленте транспортера 16. Прижим 24 под действием пружин 25 опирается на тяги 26. Усилие пружин 25 регулируется гайками.27. В прижиме 24 соосно с канавками на ленте транспортера 16 выполнен паз, в котором своими выступами перемешаются обрабатьгоаемые детали.-7. Вторая и третья пары режущих инструментов транспортера имеют аналогичное устройство. Пара режущих инстру ментов 15 установлена на приводном валу 11. Под режущими инструментами располагается башмак 2.8, в прямоуголь- ном пазу которого размешена эластичная лента 29, натянутая на ведущий 30 и ведомый 31 шкивы. Рабочие поверхности шкивов 30 и 31 имеют двухстороннюю симметричную конусность (фиг. 4, поз. 2О). На эластичной ленте симметрично наибольшему диаметру конусности выполнена продольная канавка проямоугольного профиля, в которую устанавливаются детали 7 при их обработке. Ширина канавки равна длине обрабатываемы деталей 7. В зоне обработки эластичная лента 29 под действием пружины 32 боковой стороной поджимается прижимом 33к одной из стенок прямоугольного паза бащмака. Для прижатия деталей в зоне обработки к ленте 29 транспортера служит прижим 34, установленный над лентой в кронштейнах 35 и 36, закрепленных на корпусе привода по обе стороны от режущих инструментов 15. Прижим .34 опирается в кронштейнах на тяги 37 под действием пружин 38. Усилие прижатия деталей 7 к ленте 29 транспортера регулируется поджатием или опусканием тяг 37 с помощью гаек 39. Кронштейн 34располагается между режущими инструментами 15. Элемент поворота деталей на 90 п& ред последующей парой режущих инстру.ментов выполнен в виде лотка 6, наклоненного к горизонту под углом ЗО-60. i На одной боковой стороне лотка имеется ,вь;ступ 40, а на другой - выемка, обес5печиваюшая возможность поворота деталей на выступе на 90 . Автомат работает следующим образом.; Обрабатываемые детали 7 засьшаются в бункерное загрузочное устройство 2. Под действием вибраций детали в ориентированном положении непрерывным потоком поступают в наклонный лоток 5 и под собственным весом соскальзывают по.лотку 5 на ленту транспортера 16. Поскольку ширина прямоугольной канавки на ленте транспортера 16 в месте загрузки получается несколько больше ширины деталей за счет того, что эластичная лента обтягивает конические поверхности- шкива 18, детали сЪободно небольшим зазором устанавливаются в прямоугольной канавке на ленте 16. Koi да лента 16с деталями: -7 сходит со шкива 18, зазор между деталями 7 и стенками прямоугольной канавки на ленте 16 ликвидируется и детали 7 получают одинаковую ориентацию. на ленте транспортера 16. С такой ориентацией они перемешаются лентой 16 в первую зону обработки, где осуществляется их обработка сверху режущим инструментом 13. В процессе обработки детали 7 прижимаются прижимом 24 к дну канавки на ленте 16. Усилие прижатия должно быть таково, чтобы силы трения деталей 7 по дну канавки препятствовали смещению их в продольном направлении силами резания. После обработки деталей 7 в первой зоне обработки они транспортир ются лентой 16 во вторую зону, где осуществляется обработка парой режущих инструментов,- 15 двух кромок. В зоне резания детали 7 проходят под прижимом 34 и прижимаются к дну канавки на ленте транспортера. Лента скользит ео дну прямоугольного паза бащмака 28 и прижимается боковой стороной к одной из стенок паза под действием пружины 32 и прижима 33. Режущие инструменты 15, установленные симметрия но относительно канавки на ленте 16, снимают на кромках обрабатываемых деталей фаски. Отработанные детали перемешаются лентой транспортера 16 к наклонному лотку 6, установленному под ведущим шкивом 17 транспортера 16. Зцесь за счет конусности на шкиве 17 между боковыми стенками канавки на эластичной ленте 16 и деталями 7 вновь образуется зазор и детали свободно соскальзывают р ленты транспортера 9 16 в паз наклонного лотка 6, содернжащего элемент разворота деталей на 90. Под действием собственного веса детали движутся по лотку 6, углом упич раются в выступ 10 выполненный на «боковой стороне лотка 5, и в выемке, выполненной на второй боковой стороне лотка 6, разворачиваются на 90. На фиг 9 стрелками показана траектория движения стороны а детали 7 при ее. развороте. Далее, двигаясь по пазу лотка 6, под собственным весом детали 7 соскальзывают на ленту транспортера 29. Установка деталей 7 на ленте 29 и обработка их в третьей зоне обработки аналогична установке и обработке их во второй зоне обработки. Обработанные детали 7 перемещаются лентой транспор тера 29 к лотку 8, по которому соскаль зьшают в бункер готовой продукции (не показан). Применение станка предлагаемой конструкции позволяет автоматизировать процесс обработки, пойысить производительность, а также обрабатывать детали прямоугольной формы.
зобретения зо
Ф о р м у л
и
1. Станок для механической обработi ки пластмассовых аетапе, содержащий смонтированные на станине транспортеры, натянутые на ведущие и ведомые щкивы,. j
Источники информации, принятые во внимание при экспертизе
1.Авторское .свидетельство СССР
№ 4О8991, кл. В 29 С 17/12, 1971.
2.Авторе кое. свидетельство СССР № 680893, кл. В 29 С 17/12, 1977 (прототип). 58 для перемещения деталей & установлен- ным на приводных валах режущим инструментам, прижимы для удержания деталей в зоне обработки и элемент для разворота деталей на 90, отличающийся тем, что, с целью повыщения производительности устройства и расширения его технологических возможностей, каждый транспортер выполнен в виде эластичной ленты с продольной канавкой на ее периферии, щирина которой равна щирине или длине обрабатываемых деталей, а щкивы вьшо/шены с рабочими поверхностями в виде двух усеченных ,. конусов, соединенных больщими основаниями, причем продольная канавка на ленте симметрична линии соединения конусов. 2. Станок по п.1., отличающийся тем, что он снабжен башмаком с прямоугольным .пазом, устешовленным под режущими инструментами на станине, и подпружиненным прижимом, при этом лента транспортера размещена в пазу бащмака и поджата боковой i стороной к одной из стенок паза подпружиненным прижимом.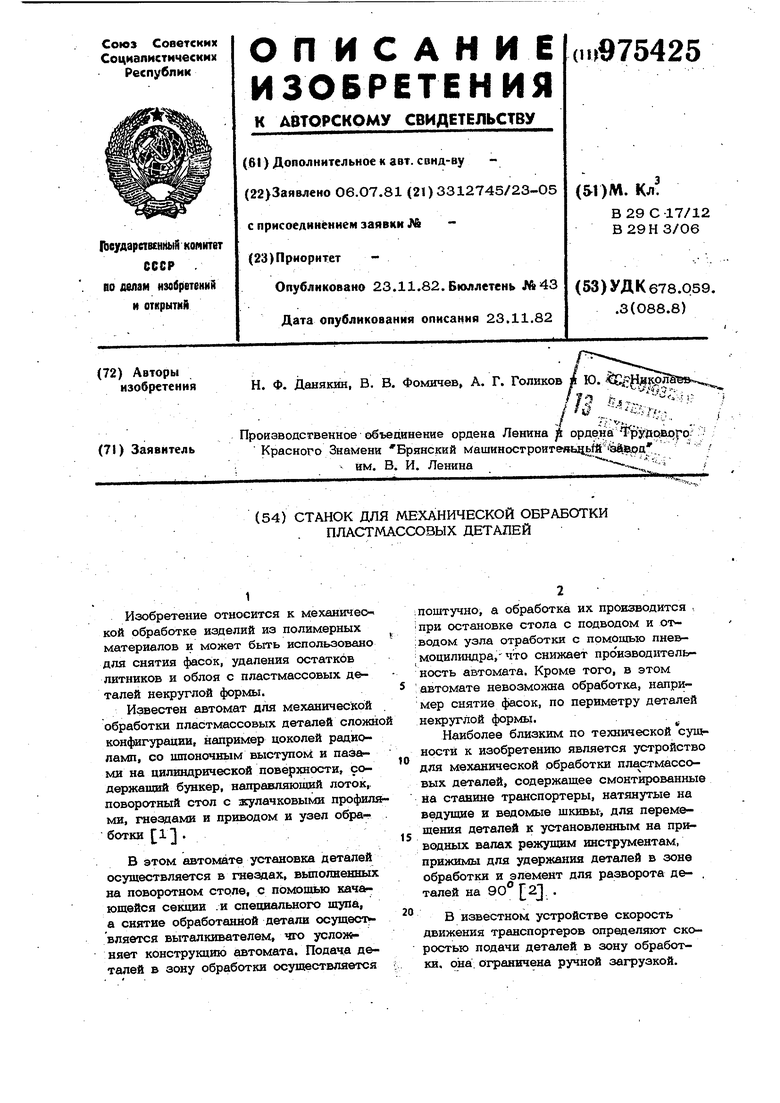

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для механической обработки пластмассовых деталей | 1983 |
|
SU1211069A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2015896C1 |
| Устройство для шлифования фасок на цилиндрических деталях | 1978 |
|
SU747697A1 |
| Устройство для сбора и уничтожения колорадского жука | 1983 |
|
SU1103836A1 |
| Устройство для обработки шлифовальной лентой внутренних поверхностей деталей | 1978 |
|
SU766836A1 |
| Устройство для механической зачистки поверхностей | 1984 |
|
SU1161196A2 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАКЕТОВ | 1972 |
|
SU335817A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |

и./ гЙ//-.
ФигЛ
6-6
.
ЬЪ
15
W
29 28
фаг. 7
N
иг.6
W
-n
Фи&.9
