сл
cz
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса электронно-лучевой сварки | 1982 |
|
SU1061960A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1397224A1 |
| Регулятор тока электронного луча | 1987 |
|
SU1669671A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1493423A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2011 |
|
RU2467849C1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1609582A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2014 |
|
RU2569608C1 |
ИнУфегент относится к сварке Цен, изобретения повьипение качества сварных соединении viafinimaunn пютности энергии электронною ча во всем лиана шнс сварочных гоков 15 способе oivmeci 1.1 Я ова П н, ых сти на ci вдяют чправленне и стабнлшангю ток i электронного и(менением noienunii1 управ жющего электро ы 5 Неимением i тенниа а прав тяюшег о :мем;м i.i 5 IOOH ваютс я минимальной разности -laiai ним и pt г -шачсниями ( ка -i u-k трончо о Ьюк 14 прав ,-имя юьч на г рева кат о ia и сменяет миссnoai ui iвоисi- ва кагсиа 2 ю ккти/кения напряжения i прав яющем нктроае 5 (а ыннои вс ны 11 с ноеобе ос мцествляс -с я с i аби нпа , си эмиссионных свойств KrToia с о иювр( мениски с таби ипанис и пока гмектронж ( и напряжения на прав янлчем к к (роде -Ним юсти ается высокая сгабшь нос т ь па)амсч ров ri)oiu с с а этемрошю вой и повыпкнке u irofu чнос У и р i боТЫ Т С)МОэМ Ш v MOrlHhlX Kil I О 1 И И 1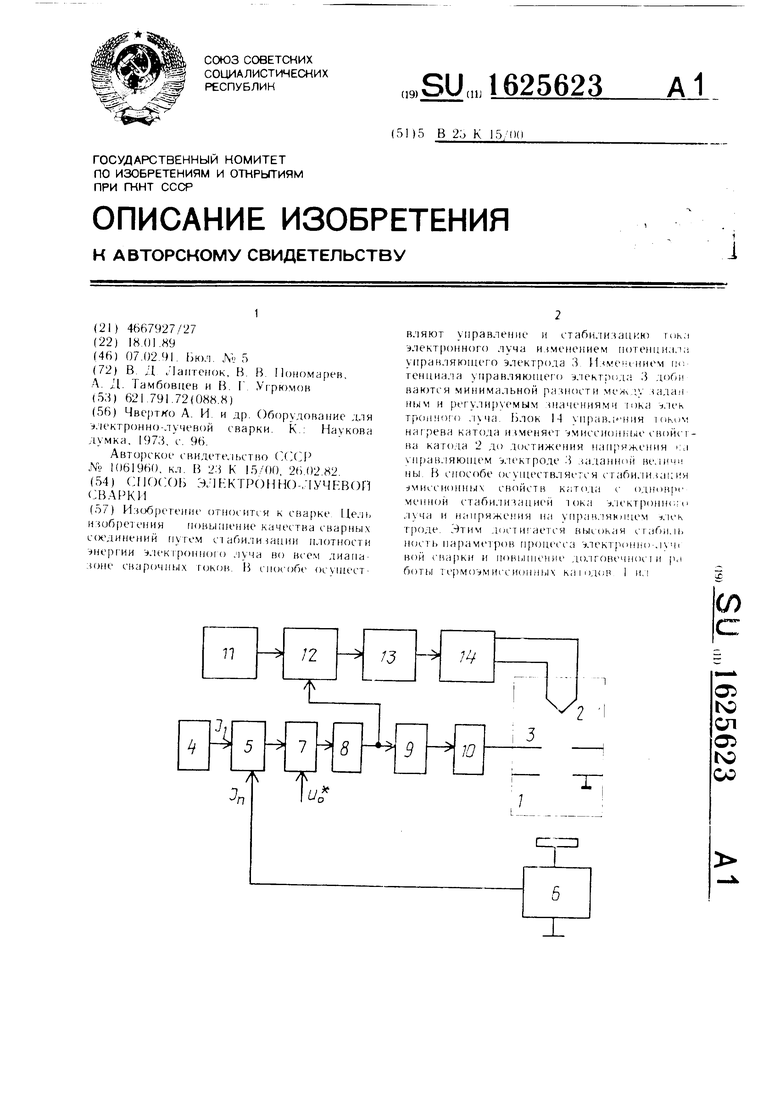
4
/s
n
2
IT
CD
to
СП
Oi N3
G3
И }обретение относится к сварке, в частности к технологии электронно-лучевой с варки
Целью изобретения является повышение качества сварных соединений путем стабилизации плотности энергии электронного луча во всем диапазоне сварочных токов
На чертеже изображена схема устройства, реализующего способ электронно-лучевой сварки
Устройство 9 гальванической развязки и регулятор 10 являются линейными элемен тами с постоянными коэффициентами, поэтому напряжение на выходе усилителя 8 пропорционально напряжению на управляю щем электроде 3 электронно-лучевой пушки 1 Это напряжение подается на устройство 2 сравнения, где сравнивается с уставкой, формируемой задатчиком 11 напряже ния управляющего электрода Ра юность сиг15
Способ электронно лучевой сварки заклю 10 налов через усилитель 13 и блок 14 управления током нагрева катода изменяет эмиссионные свойства катода 2 до тех пор, пока напряжение на управляющем электроде 3 не станет равным заданной величине Таким образом, осуществляется стабилизация эмис сионных свойств катода 2 с одновременной стабилизацией тока электронного луча и напряжения на управляющем электроде 3 Способ электронно-лучевой сварки обес печивает высокую стабилизацию плотности энергии электронного луча во всем диапазоне сварочных токов При использовании данного способа фокусировка электронного луча при изменении величины сварочного гока не изменяется Этим достигается высокая стабильность плотности энергии электронного луча и улучшается качество сварных соединений Применение способа приводит к повышению долговечности термоэмиссионных катодов электронно-лучевых пушек, так как катоды нагреваются до темчается в поддержании постоянным тока электронного пучка изменением напряжения на правляющем электроде электроннолучевой мушки при изменении тока нагрева катода и стабилизации напряжения на управляющем электроде изменением тока нагрева катода электронно-лучевой пушки Устройство содержит электронно-лучевую пушку 1 с термоэмиссионным катодом 2 и управляющим электродом 3 Выход за- датчика 4 гока электронного луча связан с одним и) входов устройства 5 сравнения, другой вход которого соединен с выходом ишерителя 6 тока электронного луча. Выход устройства 5 сравнения через блок 7 вычитания, первый усилитель 8, устройство 9 гальванической развязки и регулятор 10 связан с управляющим электродом 3 электронно лучевой пушки 1 Задатчик 11 напряжения правляющего электрода через второе устройство 12 сравнения, второй уси20
25
лнтель 13 и блок 14 управления током 30 пературы, необходимой для генерации задан
ной величины тока электронного луча
нагрева катода связан с термоэмиссионным катодом 2 электронно-лучевой пушки 1 Второй вход второг о устройства 12 сравнения |.вя1ан с выходом первого усилителя 8 Способ электронно-лучевой сварки реаимуется следующим образом
Задатчик 4 тока электронного луча, устройство 5 сравнения, измеритель 6 тока электронного луча, блок 7 вычитания, пер вый усилитель 8, устройство 9 гальванической развяжи и регулятор 10 вместе с электронно-лучевой пушкой 1 образуют систему управления и стабилизации гока электронного луча путем изменения потенциала управляющего электрода 3 В блоке 7 вычитания формируется напряжение LC-(), которое далее усиливается усилителем 8 и через устройство 9 гальванической развязки передается на регулятор 10 и преобразуется им в напряжение управляющего электрода 3, регулирующее ток электронного
гуча электронно-лучевой пушки 1 Изменение потенциала управляющего электрода 3 про- изводится до тех пор, пока разница между заданным и регулируемым значениями тока электронного луча не будет минимальной
Устройство 9 гальванической развязки и регулятор 10 являются линейными элемен тами с постоянными коэффициентами, поэтому напряжение на выходе усилителя 8 пропорционально напряжению на управляю щем электроде 3 электронно-лучевой пушки 1 Это напряжение подается на устройство 2 сравнения, где сравнивается с уставкой, формируемой задатчиком 11 напряже ния управляющего электрода Ра юность сигпературы, необходимой для генерации задан
ной величины тока электронного луча
Опробование способа проводили на пушке КЭП-2М с источником питания У 250АМ, модерни ифова иным в соответствии с пред тагаемым способом При испытаниях уста новлено, что при изменении тока электронного луча от 10 до 300 мА напряжение на управляющем электроде стабилизировалось с точностью ±10В При этом достигается высокая стабильность параметров процесса электронно-лучевой сварки
Формула изобретения
Способ электронно лучевой сварки, при котором изменяют ток нагрева катода и поддерживают постоянным ток электронного луча изменением напряжения на управляющем электроде электронно-лучевой пушки, отличающийся тем, что, с целью повышения качества сварных соединений путем стабилизации плотности энергии электронного луча во всем диапазоне сварочных токов, стабилизацию напряжения на управляющем электроде осуществляют изменением тока нагрева катода электронно-лучевой пушки
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
