3
;О
б
Изобретение относится к обработке деталей абразивной массой, подаваемой под давлением.
Известно устройство для обработки деталей абаазивной-массой, подаваемой под давлением, содержащее поршни с гидроцилиндрами, полость которых свяЭана с полостью горизонтального канала приспособления для размещения обрабатываемых деталейМ.
Недостаток известного устройства заключается в низкой производительности обработки деталей.
Указанная цель достигается тем, что в устройстве для обработки деталей абразивной массой, подаваемой под давлением, содержащем поршни с гидроцилиндрг ми, полость котоЕшх связана с полостью горизонтального канала приспособления для размещения обрабатываемых деталей, в корпусе гидроцилиндроч выполнены спиральные канавки, предназначенные для соединения полости гидро цилиндров с полостью Ьоризонтального канала, а штоки поршней установлены параллельно с возможностью связанного возврс1тно-поступательного относите:пьного перемещения, причем установленное, с возможностью периодического поворота приспособление выполнено в виде распределителя с радиальными оппозитно смещенными по оси гнезда1 и, предназначенными для размещения обрабатываемых деталей и соединенными с горизонтальным канс1лом,
На фиг. 1 схематично изображено устройство, общий вид; на фиг.2 сечение А-А на фиг. 1.
Устройство для обработки деталей абразивной массой, подаваемой под давлением, содержит корпус 1 с параллельными гидроцилиндрами 2 и 3, имеющими выходные каналы 4 и 5 со спиральными канавками 6. В гидроцилиндрах 2 и 3 размещены поршни 7 и 8, штоки которых 9 и 10 контактируют с толкателями 11 и 12 зубчато-реечного механизма. Толкателю 11 сообщают перемещение от ытока 13 гидропресса, а толкателю 12 - противоположное перемещение от зубчатой шестерни 14.,
В расточке 15 корпуса 1 установлено съемное поворотное приспособле ние 16, которое имеет ргодиальные
загрузочные гнезда 17 для размещения детали 18, соединенные канала- . ми 19 для сообщения с полостями гидроцилиндров 2 и 3, хвостовик 20, на котором посажены запорный диск
5 21 с кольцевым пазом 22 под запорный валик 23 и поворотная рукоятка 24 с фиксатором 25. Для регулирования установки поворотного приспособления 16 предусмотрен резьбовой
0 упор 26, размещенный в крышке 27. Устройство работает следующим образом.
.Устройство с заполненным абра5 зивной.массой одним из гидроцилиндров 2 или 3 устанавливается на стол гидропресса, и один из толкателей 11 или 12 соединяют со штоком 9 или 10, Поворотом запорного валика
0 23 освобояадают поворотное приспособление 16 .от закрепления и вместе с запорным диском 21 вынимают из расточки 15 корпуса 1.
В загрузочные гнезда 17 устанав5 ливают детали 1.8, после чего вводят приспособление и закрепляют. Поворотом рукоятки 24 фиксируют смещение загрузочного гнезда 17 с выходными отверстием одного из
Q гидроцилиндров (на схеме гидроцилиндр 2) и.включают гидропресс, при ходе штока 10 абразивная масса продавливается через отверстия детали| 18 и канал 19 в полость гидроC цилиндра 3, после чего поворотом рукоятки совмещают с выходным отверстием гидроцилиндра 3 последующее гнездо 17 с деталью другого канала, и при обратном ходе штока гидропресса абразивную массу продавли вают через деталь вновь в гидроцилиндр 2. Таким образом, процесс продавливания осуществляют при по- . х;ледовательном повороте приспособления 16 до окончания обработки, пос5 ле чего производят последующую загрузку.
Для обработки деталей продавливанием в обоих направлениях на каждом канале 19 приспособления 16 вы0 полняют по два радиальных загрузочных гнезда 17 под установку деталей. Таким образом, предлагаемое устройство для абразивной обработки деталей позволяет значительно повысить
5 производительность процесса.
О
/75
т1
ФигЛ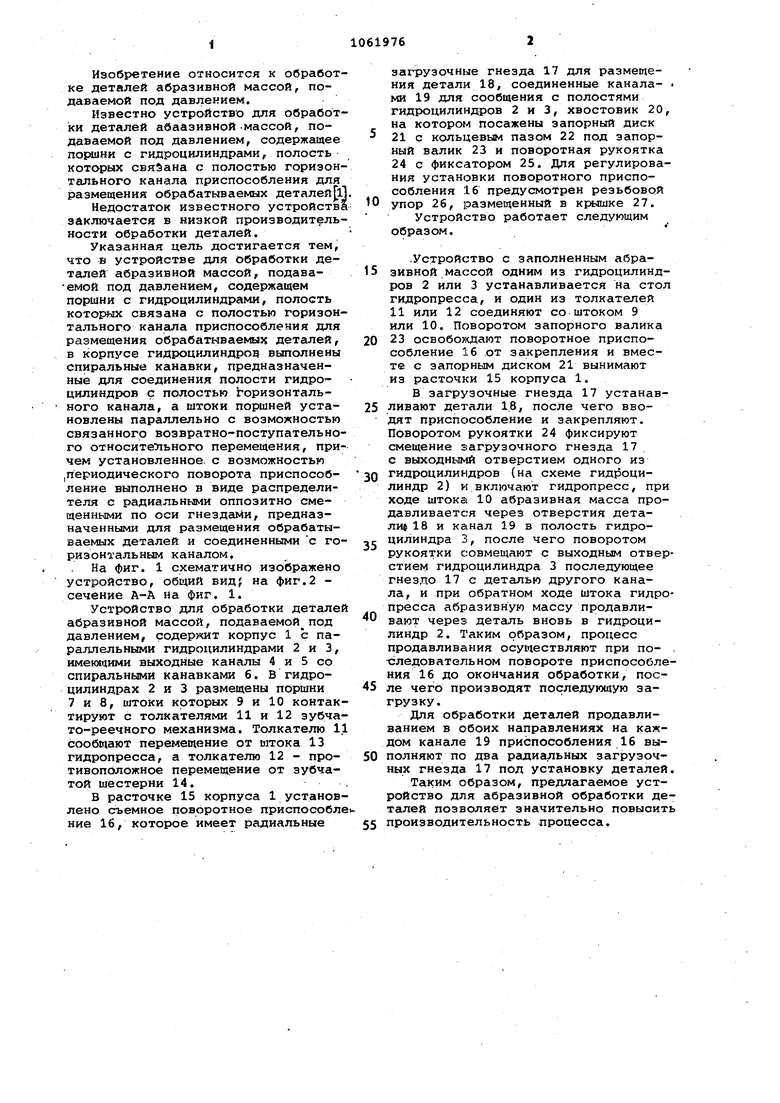
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей абразивной массой | 1986 |
|
SU1357198A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| СПОСОБ КОМБИНИРОВАННОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ И ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093295C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2539641C2 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| Устройство для обработки деталей абразивной массой, подаваемой под давлением | 1980 |
|
SU865643A1 |
| ПРОХОДНОЙ ЗАПОРНЫЙ КЛАПАН, САМОЗАКРЫВАЮЩИЙСЯ ПРИ ОТСУТСТВИИ ДАВЛЕНИЯ НА ЕГО ВХОДЕ | 2003 |
|
RU2258167C1 |
| Рулевое управление трактора | 1984 |
|
SU1221002A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для обработки деталей | 1982 |
|
SU1139614A1 |


УСТРОЙСТВО ДЛЯ ОБРАБОТКИ . ДЕТАЛЕЙ АБРАЗИВНОЙ МАССОЙ, ПОДАВАЕМОЙ под ДАВЛЕНИЕМ, содержащее поршни с гидроцилиндрг1ми, полость которых связана с полостью горизонтального канала приспособления для раз- мещения обрабатываемых деталей, о тл.и ч аи Bt е ё с я тем, что, с целыо повыш ения: производительности, в. корпусе гидрощшиндров мтолнены спиральные канавки, предназначенные для соединения полости гидроцилиндров с полостью горизонтального канала,а штоки поршней ус1гановлёны паргшлельно с возможностью связанного возвратно-поступатель ного относительногоперемещения, причем установленное с возможностью периI одического поворота приспособление выполнено в виде распреиг(елителя с ргщиальйыми оппозитно смещенньвш по оси гнездами, предназначенными для размещения обрабатывае «11Х деталей и соединенными с горизонтали;ным каналом. сл
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки деталей абразивной массой, подаваемой под давлением | 1980 |
|
SU865643A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
