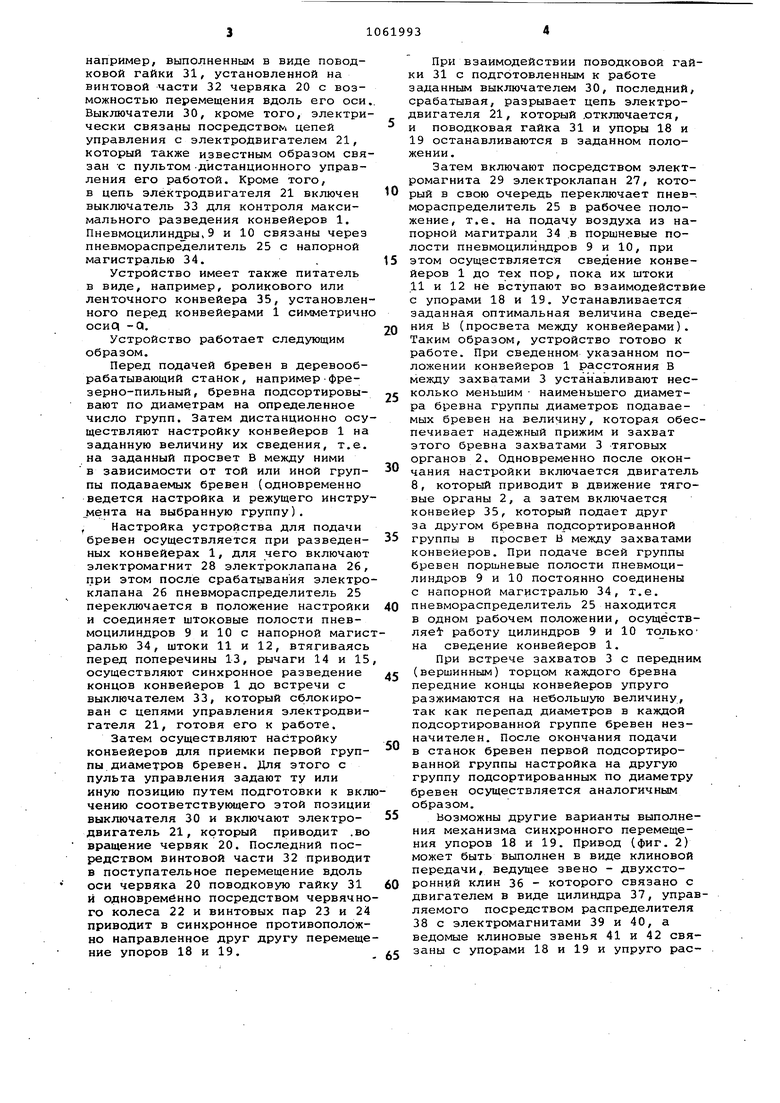
Изобретение относится к деревооб работке и может быть использовано на предприятиях деревообрабатывающе промышленности, в устройствах для подачи в фрезерно-пильные станки. .Известно устройство для подачи бревен в деревообрабатывающий стано которое включает в себя два продоль ных конвейера, имеющих тяговые орга ны с захватами, механический привод для сведения и разведения концов .конвейеров , Известно также устройство, включ ющее питатель, два приводных конвейера q захватами на их тяговых ор1ганах, силовые цилиндры согласованного сведения и разведения конвейеров, связанные с концами конвейеров через рычажные механизмы с распреде лителем и напорной магистралью, и привод 2 . Недостатками известных устройств .является то, что перед подачей каждого очередного бревна требуется включать каждый раз цилиндры на разв дение концов для обеспечения захода бревна в просвет между конвейерами, а затем переключать цилиндры на све дение конвейеров для обеспечения при жима и подачи бревна в станок. В реЭУльтате снижается быстродействие устройства и, как следствие, скорост подачи и производительность, а также срок службы механизмов.привода сведе ния и разведения, особенно аппаратур управления. Цель изобретения - повышение быст родействия и надежности устройства. Указанная цель достигается тем, что устройство снабжено упорами для ограничения перемещения штоков силовых цилиндров согласованного сведения и разведения конвейеров, датчиком контроля положений упоров и механизмом их синхронного перемещения. При этом механизм синхронного перемещения упоров выполнен в виде чер.вячнойпередачи, червяк которой кинема тически связан с приводом, а червячное колесо - с упорами, при этом упоры расположены по разные стороны червяч ного колеса соосно оси штоков, а датчик контроля положений упоров выполнен в виде путевых выключателей электрически связанных с приводом синхронного перемещения упоров, и поводковой гайки, установленной на червяке посредством винтовой пары. На фиг. 1 изображена схема устройства/ на фиг. -2 - механизм синхронного перемещения упоров; на фиг,. 3 - то же, вариант. Устройство I содержит два продольны приводных конвейера 1. Каждый конвейер имеет один тяговый орган 2, например, в виде цепи с захватами 3 или два соосно расположенных верх,ний и нижний тяговые органы 2 в виде цепи, на каждом из которых, например, по одному аахвату 3. Каждый тяговый орган 2 снабжен приводной звездочкой 4 и приводом в виде цепного шарнирного двухзвенника 5, связанного с одной стороны с приводной звездочкой 4, ас другой посредством, например, червячного колеса 6 и червяка 1-е двигателем 8, при этом последний осуществляет одновременно автономный привод тяговых органов 2,обоих конвейеров 1. Устройство имеет два силовых цилиндра 9 и 10 для согласованного сведения и разведения конвейеров 1, Каждый из штоков 11 или 12 пневмоцилиндров 9 и 10 расположен на продольной оси устройства Л - а и связан через поперечину 13 и рычажный механизм, например, в виде двух пар рычагов 14 и 15, симметрично установленных относительно оси Q -О, с передними или задними концами конвейеров 1. При этом рычаги 15 выполнены двуплечими и связаны с передними концами конвейеров, например, при помощи ползунов 16, установленных в горизонтальных направляющих 17. Устройство снабжено упорами 18 и 19 для ограничения перемещения штоков 11 и 12 пневмоцилиндров 9 и 10 согласованного сведения и разведения Конвейеров 1, которые приводятся в , дв 1жение посредством механизма их синхронного перемещения, выполненного, например, в виде червячной передачи 20, которая кинематически связана с двигателем, например электродвигателем 21, а червячное колесо 22соответственно с упорами 18 и 19 при помощи винтовых пар 23 и 24, причем указанные упоры и винтовые пары расположены по разные стороны червячного колеса 22 и имеют с ним общую ось а -0|. Для управления работой пневмоцилиндров 9 и 10 имеется пневмораспределитель 25 с элементами его управления, например, в виде злектроклапанов 26 и 27 с электромагнитами 28 и 29. -.Кроме того, устройство имеет датчик контроля положений упоров 18 и 19, например, выполненный на базе путевых выключателей 30, число которых равно числу групп диаметровподаваемых бревен, т.е. числу позиций или заданных величин сведения конвейеро13. Выключатели 30 установлены, например, вдоль червяка 20, причем расстояние между соседними выключателями соответствует диапазону диаметров в ой или иной подсортированной по диаметрам группе бревен, выбранной для подачи в станок. Выключатели 30 связаны с управляющим элементом. например, выполненным в виде поводковой гайки 31, установленной на винтовой части 32 червяка 20 с возможностью перемещения вдоль его оси Выключатели 30, кроме того, электрически связаны посредством цепей управления с электродвигателем 21, который также известным образом свя зан С пультом -дистанционного управления его работой. Кроме того, в цепь электродвигателя 21 включен выключатель 33 для контроля максимального разведения конвейеров 1. Пневмоцилиндры,9 и 10 связаны через пневмораспреЪелитель 25 с напорной магистралью 34. Устройство имеет также питатель в виде, например, роликового или ленточного конвейера 35, установлен ного перед конвейерами 1 симметричн осир -Q. Устройство работает следующим образом. Перед подачей бревен в деревообрабатывающий станок, например-фрезерно-пильный, бревна подсортировывают по диаметрам на определенное число групп. Затем дистанционно осу ществляют настройку конвейеров 1 на заданную величину их сведения, т.е. на заданный просвет В между ними в зависимости от той или иной группы подаваемых бревен (одновременно ведется настройка и режущего инстру мента на выбранную группу), , Настройка устройства для подачи бревен осуществляется при разведенных конвейерах 1, для чего включают электромагнит 28 электроклапана 26, при этом после срабатывания электро клапана 26 пневмораспределитель 25 переключается в положение настройки и соединяет штоковые полости пневмоцилиндров 9 и 10 с напорной магис ралью 34, штоки 11 и 12, втягиваясь перед поперечины 13, рычаги 14 и 15 осуществляют синхронное разведение концов конвейеров 1 до встречи с выключателем 33, который сблокирован с цепями управления электродвигателя 21, готовя его к работе. Затем осуществляют настройку конвейеров для приемки первой группы диаметров бревен. Для этого с пульта управления задают ту или иную позицию путем подготовки к вкл чению соответствующего этой позиции выключателя 30 и включают электродвигатель 21, который приводит .во вращение червяк 20. Последний посредством винтовой части 32 приводит в поступательное перемещение вдоль оси червяка 20 поводковую гайку 31 и одновременно посредством червячно го колеса 22 и винтовых пар 23 и 24 приводит в синхронное противоположно направленное друг другу перемеще ние упоров 18 и 19. При взаимодействии поводковой гайки 31 с подготовленным к работе заданным выключателем 30, последний, срабатывая, разрывает цепь электродвигателя 21, который .отключается, и поводковая гайка 31 и упоры 18 и 19 останавливаются в заданном положении. Затем включают посредством электромагнита 29 электроклапан 27, который в свою очередь переключает пнев-, мораспределитель 25 в рабочее положение, т.е. на подачу воздуха из напорной магитрали 34 в поршневые полости пневмоцилиндров 9 и 10, при этом осуществляется сведение конвейеров 1 до тех пор, пока их штоки 11 и 12 не вступают во взаимодействие с упорами 18 и 19. Устанавливается заданная оптимальная величина сведения В (просвета между конвейерами). Таким образом, устройство готово к работе. При сведенном указанном положении конвейеров 1 расстояния В между захватами 3 устанавливают несколько меньшим наименьшего диаметра бревна группы диаметров подаваемых бревен на величину, которая обеспечивает надежный прижим и захват этого бревна захватами 3 тяговых органов 2. Одновременно после окончания настройки включается двигатель 8, который приводит в движение тяговые органы 2, а затем включается конвейер 35, который подает друг за другом бревна подсортированной группы в просвет В между захватами конвейеров. При подаче всей группы бревен поршневые полости пневмоцилиндров 9 и 10 постоянно соединены с напорной магистралью 34, т.е. пневмораспределитель 25 находится в одном рабочем положении, осущёствляе1 работу цилиндров 9 и 10 только на сведение конвейеров 1. При встрече захватов 3 с передним (вершинным) торцом каждого бревна передние концы конвейеров упруго разжимаются на небольшую величину, так как перепад диаметров в каждой подсортированной группе бревен незначителен. После окончания подачи в станок бревен первой подсортированной группы настройка на другую группу подсортированных по диаметру бревен осуществляется аналогичным образом. Возможны другие варианты выполнения механизма синхронного перемещения упоров 18 и 19. Привод (фиг. 2) может быть выполнен в виде клиновой передачи, ведущее звено - двухсторонний клин 36 - которого связано с двигателем в виде цилиндра 37, управляемого посредством распределителя 38 с электромагнитами 39 и 40, а ведомые клиновые звенья 41 и 42 связаны с упорами 18 и 19 и упруго расположены в направляющих 43 и 44 посредством пружины 45. Привод (фиг.З) может быть также выполнен в виде зубчатой конической передачи, ведущее зубчатое коническое колесо 46 которой связано с электродвигателем 21, а наружные торцы валов ведомых зубчатых конических колес 47 и 48 снабжены винтами 49 и 50 для перемещения в направляющих 51 и 52 гаек 53 и 54 с упорами 18 и 19.
Работа устройства.с механизмом, изображенным на фиг. 2, в основном осуществляется аналогичным способом. Отличием является то., что включается в работу не электродвигатель 21 (фиг. 1), а через электромагниты 39 и 40 распределитель 38 цилиндра 37 и с помощью последнего приводится в действие ведущий двухсторонний клин 36, который приводит в синхронное противоположно направленное движение ведомые звенья 41 и 42 и
упоры 18 и 19 к -стокам 11 и 12 и от них - посредством пружин 45.
Работа устройства с механизмом, изображенны1«1 на фиг. 3, полностью аналогична работе устройства, изображенного на фиг. 1, за исключением того, что ведомые зубчатые конические колеса 47 и 48, вращающиеся в разные стороны во время ведения и разведения упоров 18 и 19, которые сопряжены с гайками 53 и 54, перемещаются вместе с ними вдоль направляющих 51 и 52 и винтов 49 и 50.
Применение предлагаемого устройства для подачи бревен в деревообрабатывающий - станок позволяет повысить скорость подачи их в станок .и производительность станка за счет исключения необходимости производит перед каждым бревном манипуляции по разведению и сведению конвейеров Подача бревна торец в торец также повышает производительность.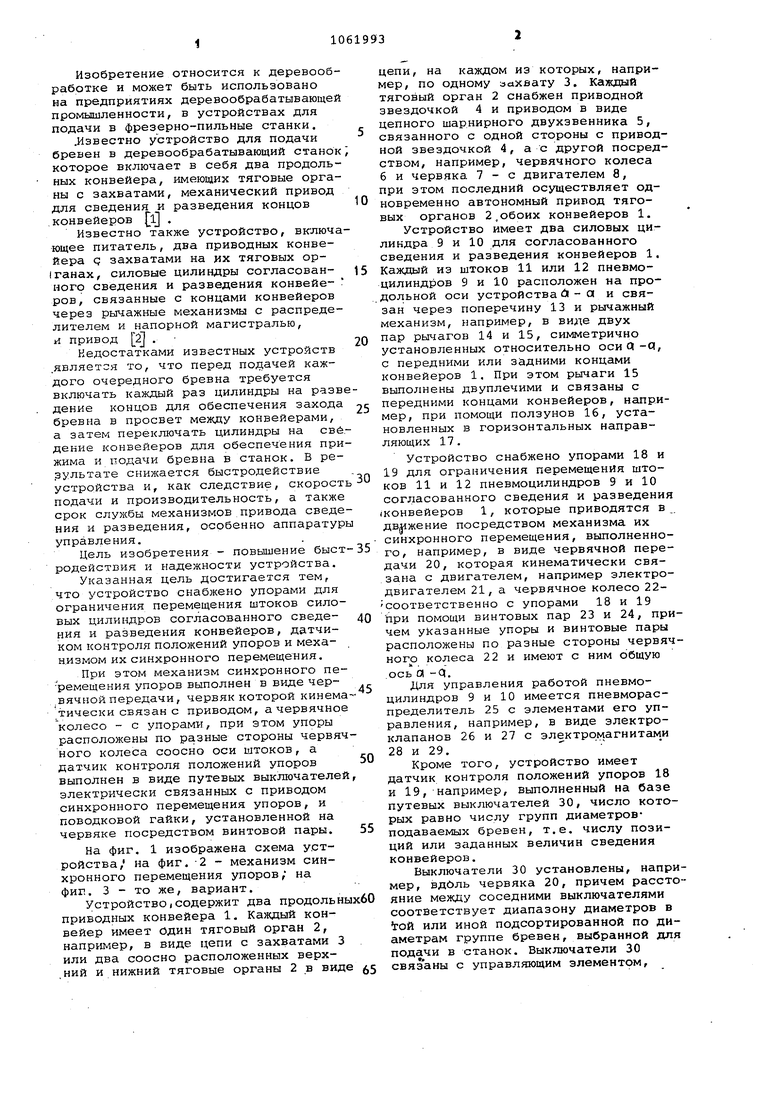

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи бревен в деревообрабатывающий станок | 1982 |
|
SU1071423A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1981 |
|
SU1020229A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1980 |
|
SU895657A2 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1980 |
|
SU895656A2 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1983 |
|
SU1108009A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1977 |
|
SU677913A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1987 |
|
SU1418030A1 |
| Многопильный станок для продольной распиловки короткомерных бревен | 1982 |
|
SU1066804A1 |
| Устройство для двустороннего сталкивания бревен с продольного конвейера | 1986 |
|
SU1416398A1 |
| Рторный окорочный станок | 1975 |
|
SU562423A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ РРЕВЕН В даРЕВООБРАБАТЫВАЮЩИЙ СТАНОК, включающее питатель, два приводных конвейера с захватами на их тяговых органах, силовые цилиндры согласованного сведения и разведения конвейеров, связанные с концами конвейеров через рычажные механизмы с распределителем и напорной магистралью, и привод, отличающееся тем, что, с целью повышения быстродействия и надежности, оно снабжено упорами для ограничения перемещения штоков силовых цилиндров согласованного . сведения и разведения конвейеров, датчиком контроля положений упоров и механизмом их синхронного перемещения. 2. Устройство по п. 1, о т л ичающееся тем, что механизм синхронного перемещения упоров выполнен в виде червячной -передачи, червяк которой кинематически связан с приводом, а червячное колесо с упорами, при этом упоры расположе- ны по разные стороны червячного коле-ф са соосно оси штоков, а датчик (Л контроля положений упоров выполнен в виде путевых выключателей, электрически связанных с приводом синхронного перемещения упоров, и поводковой гайки, установленной на червяке S посредством винтовой пары. со со со
3/5/7 f Ч /
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1974 |
|
SU500055A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU458438A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
