3 Ю ti,d
13
Фиг.1
Изобретение относится к деревообрабатывающей промышленности и молдат быть использовано, например, в устройствах, для подачи бревен во фрезерно-пильные станки.
Известно устройство для подачи бревен в деревообрабатывающий станок, включающее станину с подъемной рамой, на которой установлены два продольных приводных конвейера, имеющие тяговые органы с захватами и привод сведения - разведения конвейеров Г1.
Недостатками этого устройства являются повы1ленная энергоемкость из-за необходимости перемещения конвейеров при подаче очередного бревна, их ненадежность вследствие больших динамических нагрузок на захваты и поломка, приводящие к простоям оборудования и, как слеД ствие, снихсению производительности устройства.
Известно также устройство для поддачи бревен в деревообрабатывающий станок, включающее два продольных привод -1ых конвейера с тяговыми органами, каждый из которых имеет по меньшей мере один Y-образный захват, установленный в направляющих конвейера, и приводь сведения разведения конвейеров 2.
Недостатком устройства является сложный цикл работы, требующий обязательного срабатывания привода . для сведения конгейеров два раза на каждом бревне и как следствие этого, повышенная энергоемкость устройства. Кроме того, конструкция устройства является ненадежной вследствие жесткого крепления захватов к тяговым органам, их поломок из-за значительных динамических сил, воздействующих на захваты каждый раз при встрече их с подаваемыми бревнами, особенно при заходе в устройство бревен большого диаметра.
Цель изобретения - повьпление надежности устройства в работе путем исключения динамических ударов захватов о движущееся бревно.
Указанная цель достигается тем, что в устройстве конвейеры снабжены дополнительными V-образными захватами, каждый ив которых и один из основных захватов расположены в плане под углом один к другому, попарно связаны с тяговыми органами посредством вертикальных шарниров и подпружинены.
При этом каждая пара захватов связана с тяговым органом посредством каретки, подпружинена относительно последней пружиной сжатия.
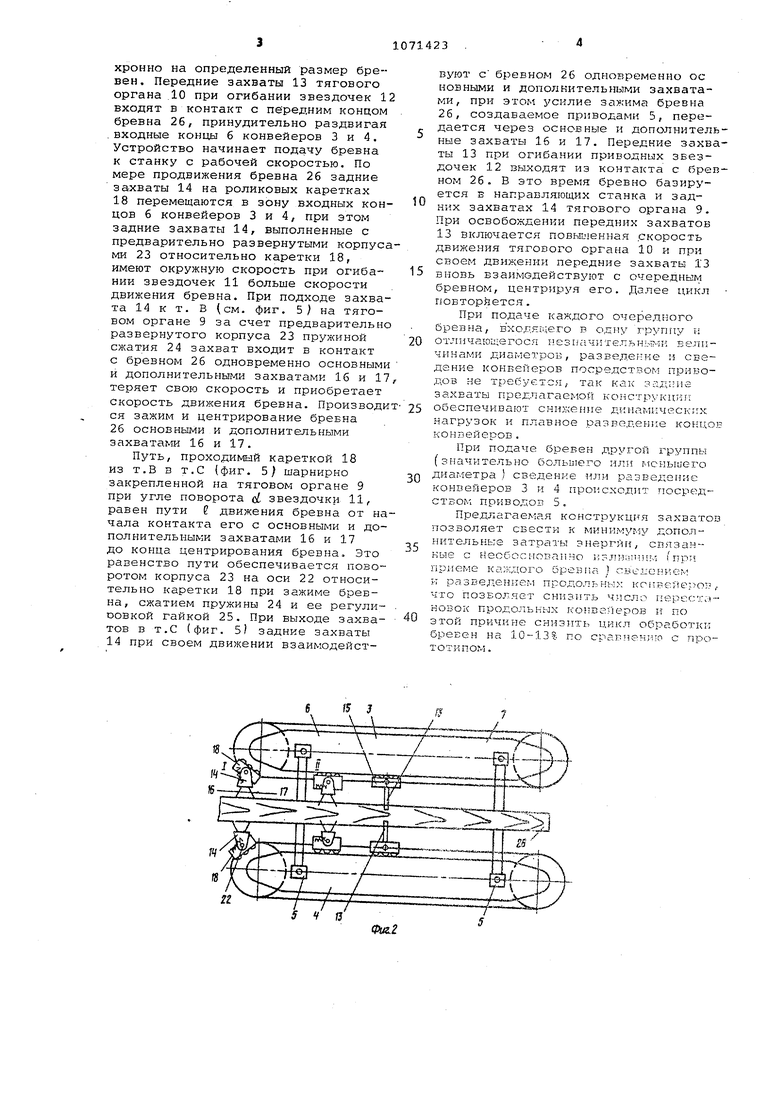
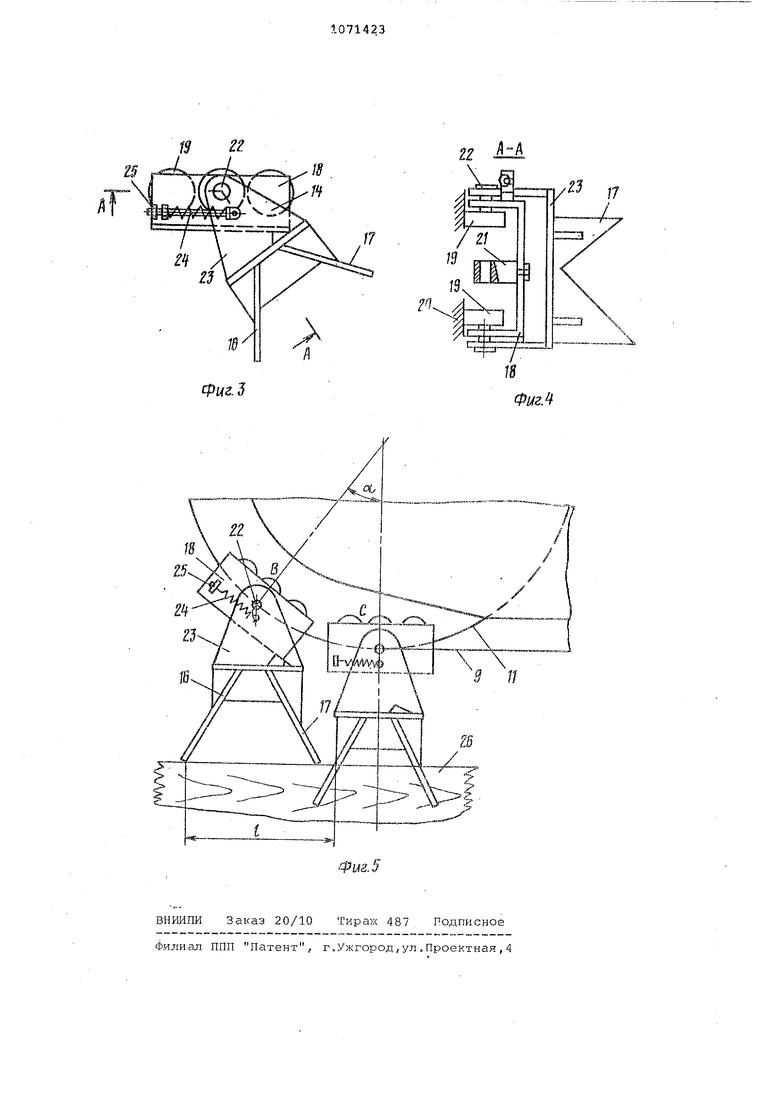
На фиг. 1 изображено предлагаемо устройство, вид сбоку; на фиг. 2 то же, вид сверху; на фиг. 3 aaxBciT, вид.гсверху; на фиг. 4 - разрез А-А на фиг. 3, на фиг. 5 захват при контакте с бревном и его центрировании.
Устройство для подачи бревен включает подъемную раму 1, установленную на станине 2, два продольных конвейера 3 и 4 с приводами их согласованного поперечного перемещения, например, в виде двух пневмоцилиндров 5, связанных с входными и выходными концами 6 и 7 конвейеро 3 и 4. Каждый конвейер 3 и 4 имеет раму 8 и соосно расположенные, например, верхние и нижние тяговые органы в виде цепных контуров 9 и 10, охватывающих тяговые звездочки 11 и 12. Конвейеры 3 и 4 с тяговыми органами 9 и 10 снабжены передними и задними захватами 13 и 14, причем передние захваты 13 связаны с нижними тяговы111и органами 10 посредством, например, кареток 15. Задние захваты 14 прикреплены, например, к верхним тяговым органам 9, основной и дополнительный захваты 16 и 17 установлены по отношению друг к другу под острьм углом, например 40-70°. Задние захваты 14 шарнирно связаны с указанными тяговыми органами 9 посредство например, кареток 18. Каретки 18 снабжены роликами 19, перемещающимися по установленньтм вдоль конвейеров 3, 4 направляющим 20,и кронштеном 21 для шарнирного крепления кареток 18 к тяговому органу 9. Каретки 18 шарнирно связаны посредством оси 22 с корпусом 23 захвата 14. Захваты 14 могут быть снабжены, например, упорами для ограничения поврота захвата 14 вокруг оси 22. Каждая из кареток 18 соединена с корпусом 23 посредством упругого элемента в виде, например, пружины сжатия 24, один конец которой закреплен на каретке 18 и снабжен, например, гайкой 25 для регулирования усилия пружины 24, а другой конец закреплен на корпусе 23 захвата 14. При этом усилие пружины должно быть достаточным для удержания корпуса 2 захвата 14 в повернутом положении на оси 22 относительно каретки 18 на определенный угол, например 45°, при нахождении захвата 14 на холостой ветви тягового органа 9.
Устройство работает следу С дим образом.
Перед подачей бревен 26, последние подсортировываются по диаметру на п-е количество определенных групп. Затем осуществляется настройка устройства для подачи в станок подсортированной. определенной группы бревен. При этом приводы 5 сведения-разведения конвейеров, например, сближают конвейеры 3 и 4 синхронно на определенный размер бревен. Передние захваты 13 тягового органа 10 при огибании звездочек 1 входят в контакт с передним концом бревна 26, принудительно раздвигая .входные концы б конвейеров 3 и 4. Устройство начинает подачу бревна к станку с рабочей скоростью. По мере продвижения бревна 26 задние захваты 14 на роликовых каретках 18 перемещаются в зону входных кон цов б конвейеров 3 и 4, при этом задние захваты 14, выполненные с предварительно развернутыми корпус ми 23 относительно каретки 18, имеют окружную скорость при огибаНИИ звездочек 11 больше скорости движения бревна. При подходе захва та 14 к т. В (см. фиг. 5) на тяговом органе 9 за счет предварительн развернутого корпуса 23 пружиной сжатия 24 захват входит в контакт с бревном 26 одновременно основным и дополнительными захватами 16 и 1 теряет свою скорость и приобретает скорость движения бревна. Производ СИ зажим и центрирование бревна 26 основными и дополнительными захватами 16 и 17. Путь, проходимый кареткой 18 из т.В в т.С (фиг. 5/ шарнирно закрепленной на тяговом органе 9 при угле поворота ci звездочки 11, равен пути движения бревна от на чала контакта его с основными и дополнительными захватами 16 и 17 до конца центрирования бревна. Это равенство пути обеспечивается поворотом корпуса 23 на оси 22 относительно каретки 18 при зажиме бревна, сжатием пружины 24 и ее регулиоовкой гайкой 25. При выходе захватов в т.С (фиг. 5| задние захваты 14 при своем движении взаимодействуют с бревном 26 одновременно ос новными и дополнительными захватами, при этом усилие зажима бревна 26, создаваемое приводами 5, передается через основные и дополнительные захваты 16 и 17. Передние захваты 13 при огибании приводных звездочек 12 выходят из контакта с бревном 26. В это время бревно базируется в направляющих станка и задник захватах 14 тягового органа 9. При освобождении передних захватов 13 включается повыленная скорость движения тягового органа 10 и при своем движении передние захваты 13 вновь взаимодействуют с очередным бревном, центрируя его. Далее цикл повторйется. При подаче каждого очеред -юго бревна, входяцего в одну группу и отличающегося 1- ез1;сгчпте.г1ьньг -7И величинами диаметров, разведег:ке и сведение конвейеров посредством приводов не требуется,- так как заднла захваты предлагаемой конструкп;-;г; обеспечивают сникенне дкнамяческях нагрузок и плавное разведение KOfiucjE конвейеров, При подаче бревен другой х руппьз (значительно большего или гч-сньшего диаметра ) сведение -или разведение конвейеров 3 и 4 происходит посре дс т в ом п р и в ол о в 5 . Предлагаемая конструкция захватов позволяет свести к мини.муг.у дополнительные затраАы знергйп, связанные с несбосиовапно 5 т игл;м1;ь; приеме кг;кдого бревгк ) свеиснием к разведением продольнк : коивейеро;, что позволяет снизить число иерестанозок продольных KOHBsriepoB и по этой причине сннзпть цикл обработки бревен на 10-131 по срагнен.чю с прототипом.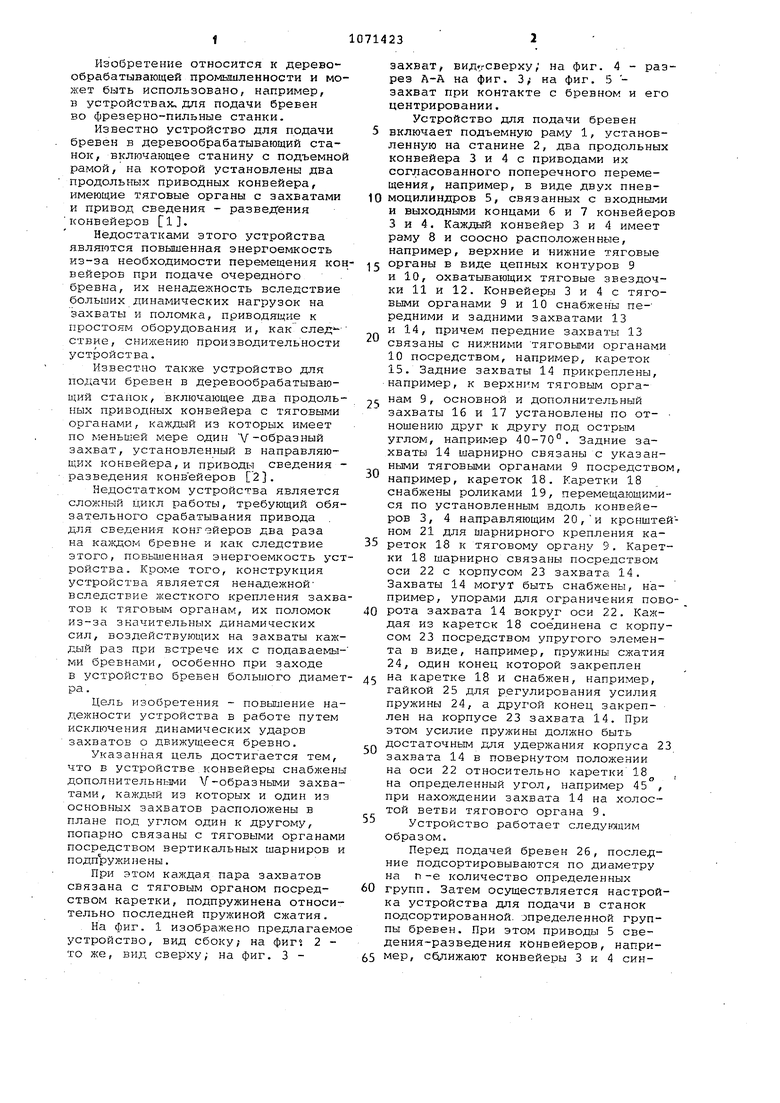
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи бревен в деревообрабатывающий станок | 1983 |
|
SU1108009A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1980 |
|
SU895656A2 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1977 |
|
SU677913A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1982 |
|
SU1061993A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1981 |
|
SU1020229A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1980 |
|
SU895657A2 |
| Конвейер для подачи бревен в пильный станок | 1973 |
|
SU480544A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1987 |
|
SU1418030A1 |
| Устройство для подачи бревен в лесопильную раму | 1987 |
|
SU1521592A1 |
| Конвейер для подачи бревен в деревообрабатывающий станок | 1983 |
|
SU1101343A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК, включающее два продольных приводных конвейера с тяговыми органами, каждый из которых имеет по меньшей мере один V-образный захват, установленный в направляющих конвейера, и приводы сведения - разведения конвейеров, отличающееся тем, что, с целью повышения надежности устройства в работе путем исключения динамических ударов захватов о движущееся бревно, конвейеры снабжены дополнительными V-образными захватами, каждый из которых и один из основных захватов расположены в плане под углом один к другому, попарно связаны с тяговыми органами посредством вертикальных шарниров и подпружинены. 2. Устройство по п. 1, отличающееся тем, что каждая с пара захватов связана с тяговым органом посредством каретки, подпружинена относительно последней пружиной сжатия.
IS n
ФыгЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU458438A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1977 |
|
SU677913A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
