Изобретение относится к обработке металлов и-может быть использовано при травлении стальной ленты при нанесении на нее защитно-декоративных покрытий, а также при промывке ленты после различных технологинеских операций.
Известны способы травления стальной ленты, заключающиеся в том, что ленту протягивают через травильный раствор Щ
Наиболее близкимк предлагаемому по технической сущности и достигаемому эффекту является способ травления стальной ленты, включающий протягивание ленты через, ванну травления при 60-80°С и промывку путем протягивания ленты через ванну с водой 2 .
Недостаток известного травления и промывки ленты состоит в невозможности увеличения производительности проката. Поэтому остро стоит проблема повышения производительности существующего производства при минимальных дополнительных капиталовложениях. Важной является также задача снижения температуры травильного раствора, так как затраты на подогрев больших количеств травильного раствора составляют значительную долю всех эксплуатационных расходов
Целью изобретения является повытцение производительности процесса.
Поставленная цель достигается тем что согласно способу травления стал ной ленты, включающему протягивание ленты через ванны травления и промывки f травление и промывку проводят при наложении переменного магнитного поля с частотой 30-200 Гц,
При осуществлении способа наблюдается увеличение скорости травления на 20-30%, температура раствора снижается до lO-SO C, улучшается качество промывки и сокращается ее длительность на 20-30%,
. Приме р. Стальную ленту травят в растворах, серной или соляной кислот (или их смеси). В раствоpax НлЗОд/ и НС1 одинакового состава (100. г/л кислоты при травятленту без магнитного поля и по предлагаемому способу, а также в постоянном магнитном поле. Длительность травления без магнитного поля и по известному способу (с .постоянным магнитным .полем 500э) составляет 8 мин, а длительность промывки - 4 мин, т.е. наложение постоянного магнитного поля не изменяет скорости травления и промывки. По предлагаемому способу при скорость травления по крайней мере в 1.,.9 раза выше, чем по известному способу. Травлению подвергают сталъную ленту при движении ее в травильном растворе при 40 и . В растворах одинакового состава травят по известному и предлагаемому способам. Промывают ленту в воде при 20°С. Длительность травления по известному способу при 70°G составляет 8 мин, а длительность промывки - 4 мин. Длительность травления, и промывки стальной ленты при различных режимах приведены в таблице.
Как видно, предлагаемый способ позволяет снизить температуру травления на 10-30®С., следовательно, позволяет экономить большое количество тепла, так как для подогрева 1 м тра.вильного раствора на каяшые 10°С требуется 8400 ккал (D,3 Ккал), что при расходе 100 травильного раствора составляет 0,84 Гкал/сут для одного цеха.
При этом количество солей, оставшихся после промывки на ленте на-10-20% меньше, чем При промывке по известному способу.
Таким образом, изобретение позволяет увелид1ить скорость травления стальной ленты на 20-30%, увеличить скорость пpolvlывки ленты на 20-30%, сокращает расход тепла на 0,842,52 Гкал на 100 мтравильного раствора и улучшает качество промывки ленты.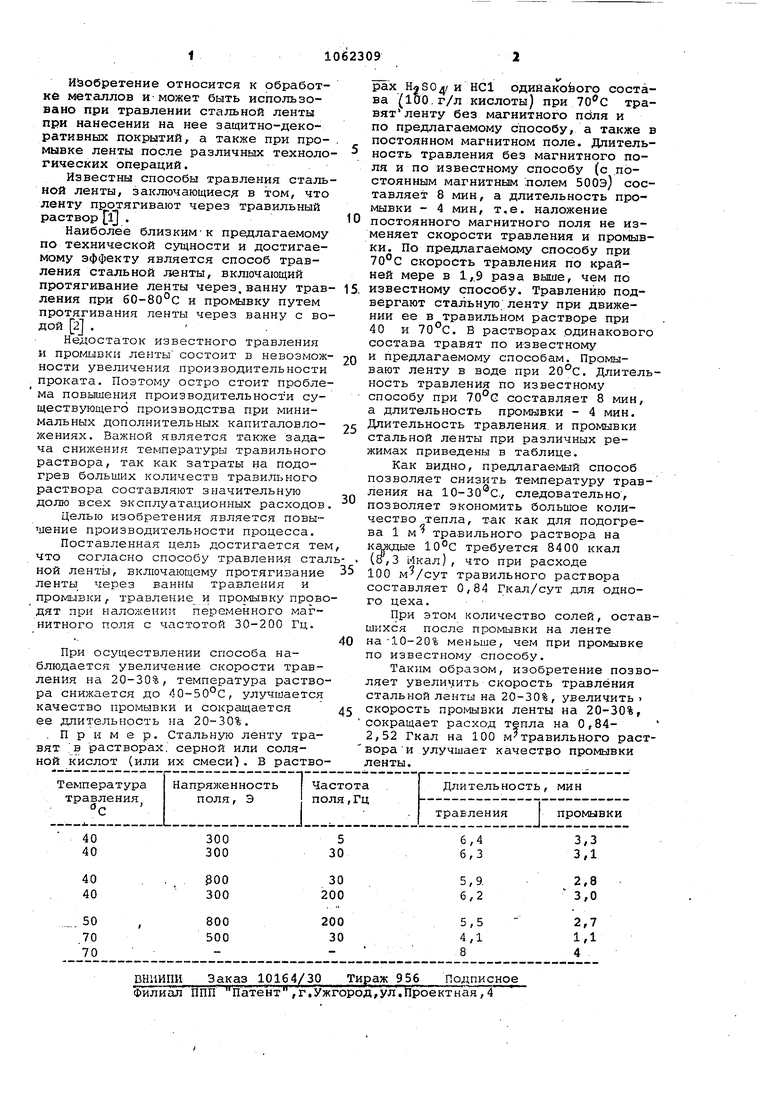
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ | 1994 |
|
RU2077750C1 |
| Способ изготовления пористых мембран | 1988 |
|
SU1787484A1 |
| Способ полировки изделий из стекла | 1980 |
|
SU952795A1 |
| Комбинированный агрегат для травления стальной ленты | 1956 |
|
SU120727A1 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
| Способ травления стальных изделий | 1981 |
|
SU1023000A1 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| Способ получения многослойной ленты | 1989 |
|
SU1731534A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗОЛИРОВАННЫХ ПРОВОДОВ | 1994 |
|
RU2087954C1 |
СПОСОБ ТРАВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ, включающий протягивание через ванны травления и промывки,отличающийся тем, что, с целью повыиения производительности процесса, травление и промывку проводят при наложении переменного магнитного поля С частотой. 30-200 Гц.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гуренко В.Д., Файнштейн В.М | |||
| Травление полос и листов в соляной кислоте | |||
| М., Металлургия, 1971, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ямпольский A.M | |||
| Травление металлов | |||
| М., Металлургия, 1980, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
