обоймы, несуще подпружиненные шарики,- и закрепленной на поворотном рычаге с торца обоймы пластины с отверстия1У1и для расположения в них шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания краев деталей швейных изделий | 1985 |
|
SU1273046A2 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| СТАНОК ДЛЯ УСТАНОВКИ СКОБОК ПО КРАЮ КОЖГАЛАНТЕРЕИНОГО ИЗДЕЛИЯ | 1968 |
|
SU211312A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Бытовая краеобметочная швейная машина | 1991 |
|
SU1818385A1 |
| Устройство для загибания краев деталей швейных изделий | 1981 |
|
SU955896A2 |
| Устройство для изготовления кодовых жгутов долговременной памяти трансформаторного типа | 1983 |
|
SU1203590A1 |
1. УСТРОЙСТЮ ДЛЯ ФАЛЬЦЕВАНИЯ КРАЕВ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ по авт.св. № 1031431, о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей, оно дополнительно имеет вал, установленный на поворотном рычаге, перфорированные ножи7толкатели различного профиля, радиально расположенные на валу, фиксатор рабочего положения ножей-толкателей и механизм привода вала, состоящий из храповой муфты, установленной на валу, регулятора свободного хода муфты, смонтированного на корпусе устройства, и охватывающей обойму муфты гибкой связи, один конец которой соединен посредством пружины с поворотным рычагом, а другой - с регулятором свободного хода муфты. (Л 05 оо оо со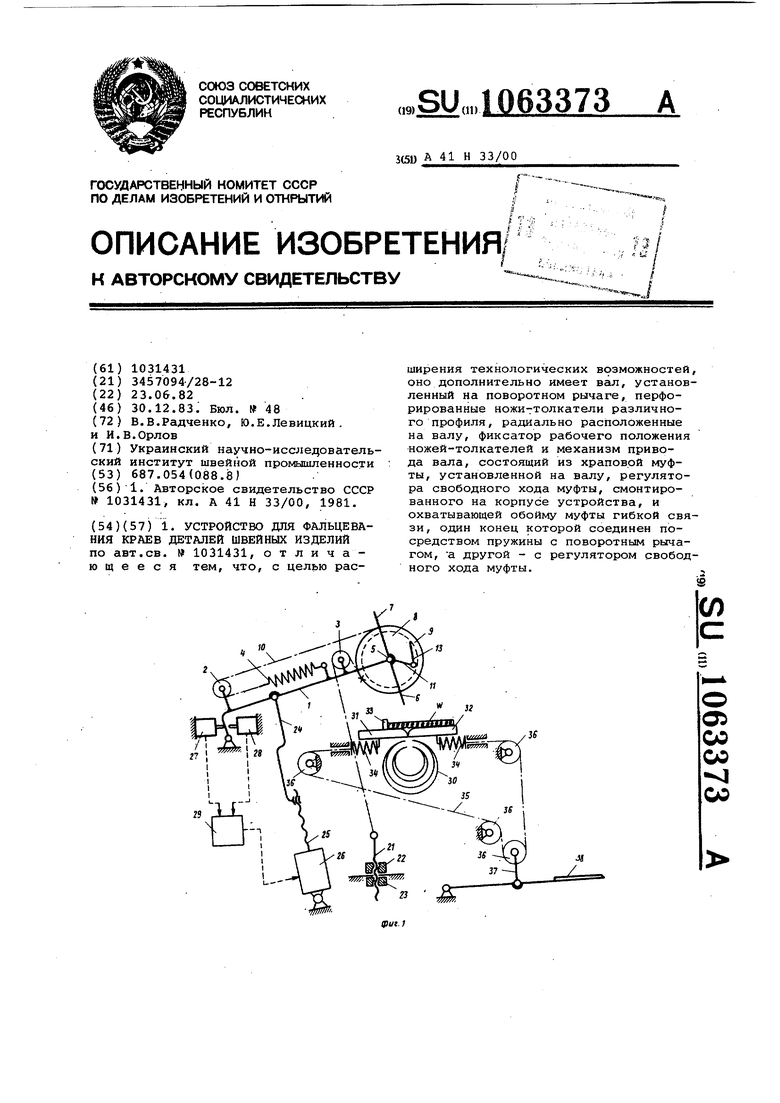
ки,. располсл;аг:иь:е в o;ji-ic плсс1::осги ;.ц г:сторы.;.Н ci-/iO:;: v /р-,::;.-,. ;--;:vTO.iJiLitV тель д,т;я иС.цо ::::-; Э;;; j oi/o ирс-П JVH мелшу и.;..з.1-; ;:ai.i.: , : р-.спсложанкую гюд ними :, i.i. :::;.;;1а;;;ьо--тепловой о5рабОс;слл с.о .-С/.егЧ):.: с сверс ;нем ::оелннанкую с (o:-j упрз.в.гения,- причем рабочие поверхности пркжиыны плавок выполнены ыпуклы;-и-1 i-. имэит покрытие
ящий из храповой муфты, установленной на валу 5. регулятора свободного хода муфты,- смонтированного на корпусе устройства, и охватывающей обой му муфты гибкой связи, один конец которой соединен посредством,пружины с ПОЗОРОТНЫ1-4 рычагом, а другой - с реvyляvopoivi свободного хода муфты
кроме того, фиксатор рабочего положения ножей-толкателей состоит из установленной на валу обоймы, несуще подпрул иненные шарики, и закрепленной на поворотном рычаге с торца обоймы пластины с отверстиями для расположения в них шариков.
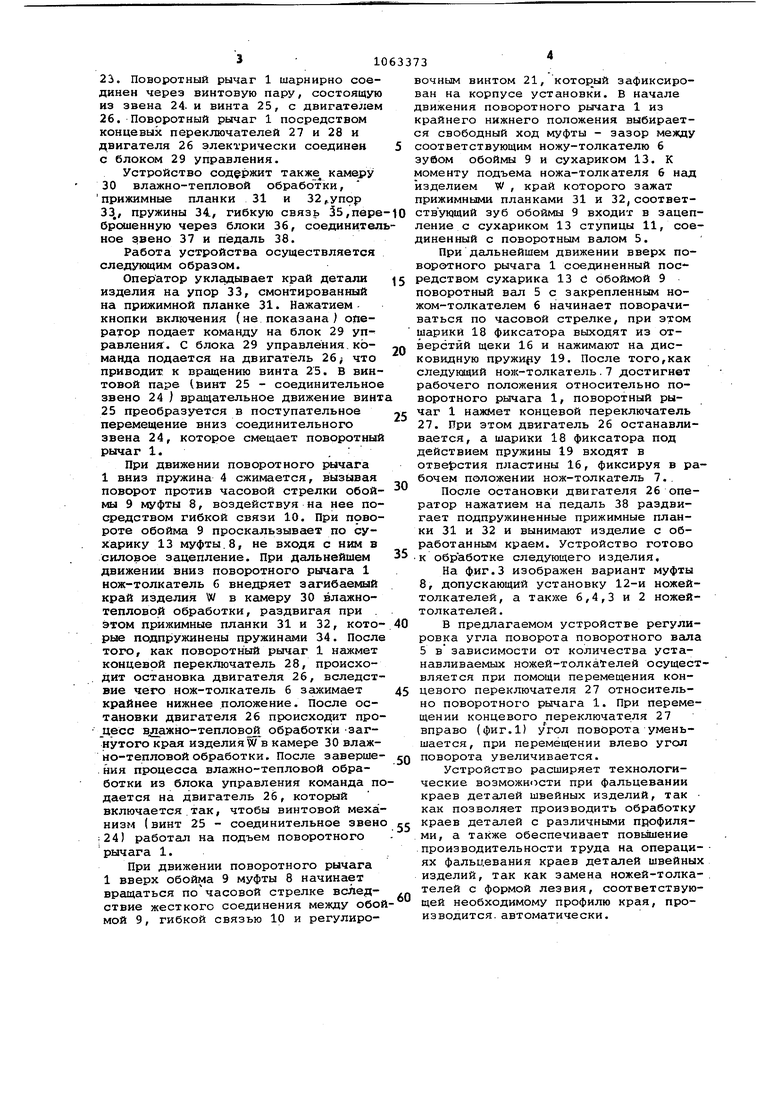
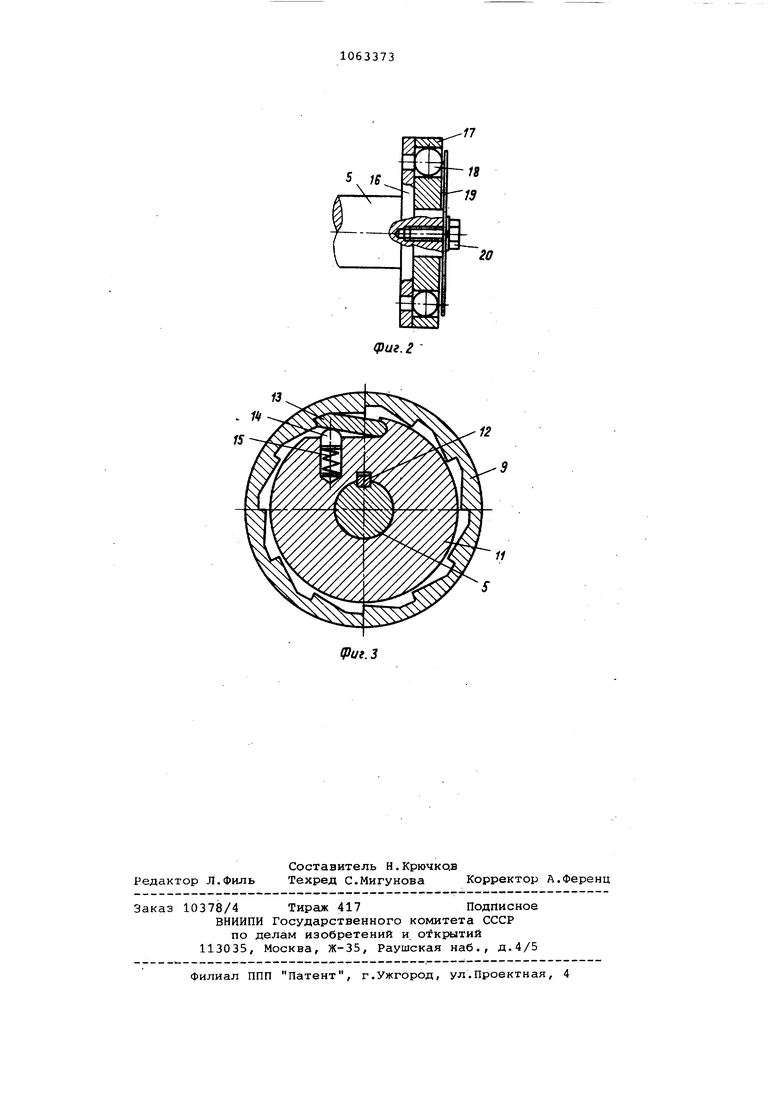
На фиг.1 изображена кинематическа схема механизма смены ножей-толкателей; на фиг.2 фиксатор рабочего положения ножа-толкателя, общий вид; на ,3 : муфта механизма смены ножей-толкателей общий вид,
Устройстйо содержит поворотный рычаг 1, на котором шарнирно смонтированы блоки 2 и 3, пружина 4 и вал 5,, На валу 5 закреплены ножи-толкатели б и 7
На одном конце вала 5 смонтирована храповая муфта 8, обойма 9 которой жестко соединена с гибкой связью 10, а ступица 11 закреплена на валу 5 при помощи шпонки 12, сухаря 13, пробки 14 н пружины 15 о
Количество зубьев обоймы 9 равно или кратно, количеству ножей-толкатеj-i-a,; закрепляемых на валу 5, На втором конце поворотного вала 5 смонтирован фиксатор рабочего положения ножа-толкателя, состоящийИЗ пластины 16 г установленной на валу 5, кронштейна 17,, закрепленного на поворотном рычаге 1, шариков 18 и дисковид -юй пружины. 19, укрепленной на поворотном валу 5 при помощи болта 20. Количество отверстий в щеке 16 paBHij
п (п 2f 3, б, 8 ..) или 2и ( 5, 7, 9 .с.) , где п- число ножей-толкателей, смонтированных на поворотном валу 5. Отверстия в кронштейне 17 служат, направляющими для шариков 18 о
Один конецгибкой связи 10 соединен с ..пружиной 4, а второй - с винтом 21 регулировки свободного муфты 8, который зафиксирован на ков пусе установки при помощи гарк 22 и 1 23. Поворотный рычаг 1 шарнирно соединен через винтовую пару, состоящую из звена 24- и винта 25, с двигателем 26, Поворотный рычаг 1 посредством концевых переключателей 27 и 28 и двигателя 26 электрически соединен с блоком 29 управления. Устройство содержит также камеру 30 влажно-тепловой обрабо тки, прижимные планки 31 и 32,yn9P 33,, пружины 34., гибкую связь 35,пере брошенную через блоки 36, соединител вое звено 37 и педаль 38. Работа устройства осуществляется следующим образом. Оператор укладывает край детали изделия на упор 33, смонтированный на прижимной планке 31. Нажатием кнопки включения (не показана) оператор подает команду на блок 29 уп-равления. С блока 29 управления,команда подается на двигатель 26; что приводит, к вращению винта 25, В винтовой паре (винт 25 - соединительное звено 24 ) вращательное движение винт 25 преобразуется в поступательное перемещение вниз соединительного звена 24, которое смещает поворотный рычаг 1.. : При движении поворотного рычага 1 вниз пружина 4 сжимается, вызывая поворот против часовой стрелки обоймы 9 муфты 8, воздействуя на нее посредством гибкой связи 10. При повороте обойма 9 проскальзывает по сухарику 13 муфты.8, не входя с ним в силовое зацепление. При дальнейшем движении вниз поворотного рычага 1 нож-толкатель 6 внедряет загибаемый край изделия W в камеру 30 влажнотепловой обработки, раздвигая при . этом прижимные планки 31 и 32, которые подпружинены пружинами 34. После того, как поворотный рычаг 1 нажмет концевой переключатель 28, происходит остановка двигателя 26, вследствие чего нож-толкатель 6 зе жимает крайнее нижнее положение. После остановки двигателя 26 происходит про цесс в 1ажно-теплово{1 обработки -загнутого края изделия W в камере 30 влажно-тепловой обработки. После заверше.ния процесса влажно-тепловой обработки из блока управления команда по дается на двигатель 26, который включается.так, чтобы винтовой меха низм (винт 25 - соединительное звен i24) работал на подъем поворотного рычага 1. При движении поворотного рычага 1 вверх обойма 9 муфты 8 начинает вращаться почасовой стрелке вследствие жесткого соединения между обо мой 9, гибкой связью 10 и регулиро73вечным винтом 21, который зафиксирован на корпусе установки. В начале движения поворотного рычага 1 из крайнего нижнего положения выбирается свободный ход муфты - зазор между соответствующим ножу-толкателю 6 зубом обоймы 9 и сухариком 13. К моменту подъема ножа-толкателя 6 нгщ изделием W , край которого зажат прижимными планками 31 и 32,соответствувдщий зуб обоймы 9 входит в зацепление с сухариком 13 ступицы 11, соединенный с поворотным вгшом 5. При дальнейшем движении вверх поворотного рычага 1 соединенный посредством сухарика 13 и обоймой 9 поворотный вал 5 с закрепленным ножом-толкателем 6 начинает поворачиваться по часовой стрелке, при этом шарики 18 фиксатора выходят из отверстий щеки 16 и нажимают на дисковидную пружиру 19. После того,как следукаций нож-толкатель. 7 достигнет рабочего положения относительно поворотного рычага 1, поворотный рычаг 1 нажмет концевой переключатель 27. При этом двигатель 26 останавливается, а шарики 18 фиксатора под действием пружины 19 входят в пластины 16, фиксируя в рабочем положении нож-толкатель 7.. После остановки двигателя 26 оператор нажатием на педаль 38 раздвигает подпружиненные прижимные планки 31 и 32 и вынимают изделие с обработанным краем. Устройство готово к обработке следующего изделия. На фиг.З изображен вариант муфты 8, допускающий установку 12-и ножейтолкателей, а также 6,4,3 и 2 ножейтолкателей. В предлагаемом устройстве регулировка угла поворота поворотного ваша 5 в зависимости от количества устанавливаемых ножей-толкаТелей осуществляется при помощи перемещения концевого переключателя 27 относительно поворотного рычага 1. При перемещении концевого переключателя 27 вправо (фиг.1) угол поворота уменьшается, при перемещении влево угол поворота увеличивается. Устройство расширяет технологические возможности при фальцевании краев детсшей швейных изделий, так как позволяет производить обработку краев деталей с различными профилями, а также обеспечивает повышение производительности труда на операци- ях фальцевания краев деталей швейных изделий, так как замена ножей-толка- . телей с формой лезвия, соответствующей необходимому профилю края, производится, автоматически.
13
12
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для фальцевания краев деталей швейных изделий | 1981 |
|
SU1031431A1 |
| Механический грохот | 1922 |
|
SU41A1 |
