Изобретение относится к обработке металлов давлением и может быть использовано при .изготовлении профилей из листовых заготовок.
Известно устройство Для гибки листовых заготовок, содержащее установленные на станине оправку по форме изделия, направляющих и перемещающейся по ним каретки, несущей силовые цилиндры, на щтоках которых установлены профилирующие ролики 1..
Однако известное устройство характеризуется недостаточной точностью получения радиусов мест изгиба и ограниченной номенклатурой изготовляемых деталей.
Цель изобретения - расширение номенклатуры изготовляемых деталей и повыщение точности их изготовления..
Указанная цель достигается тем, что в устройстве для калибровки профилей из листовых заготовок, со.держащем установленные на станине оправку по форме профиля и каретку, размещенную с возможностью перемещения в горизонтальной плоскости в продольном направлении и в вертикальной .плоскости, несущую формующий ролик, оправка снабжена взаимодействующими с рабочей поверхностью ролика накладками, превыщающими по высоте оправку на толщину профиля и выполненными с выступами для торцов профиля на поверхности, обращенной к оправке, при этом устройство снабжено установленной на станине зажимной обоймой, а оправка с Накладками размещена в этой обойме.
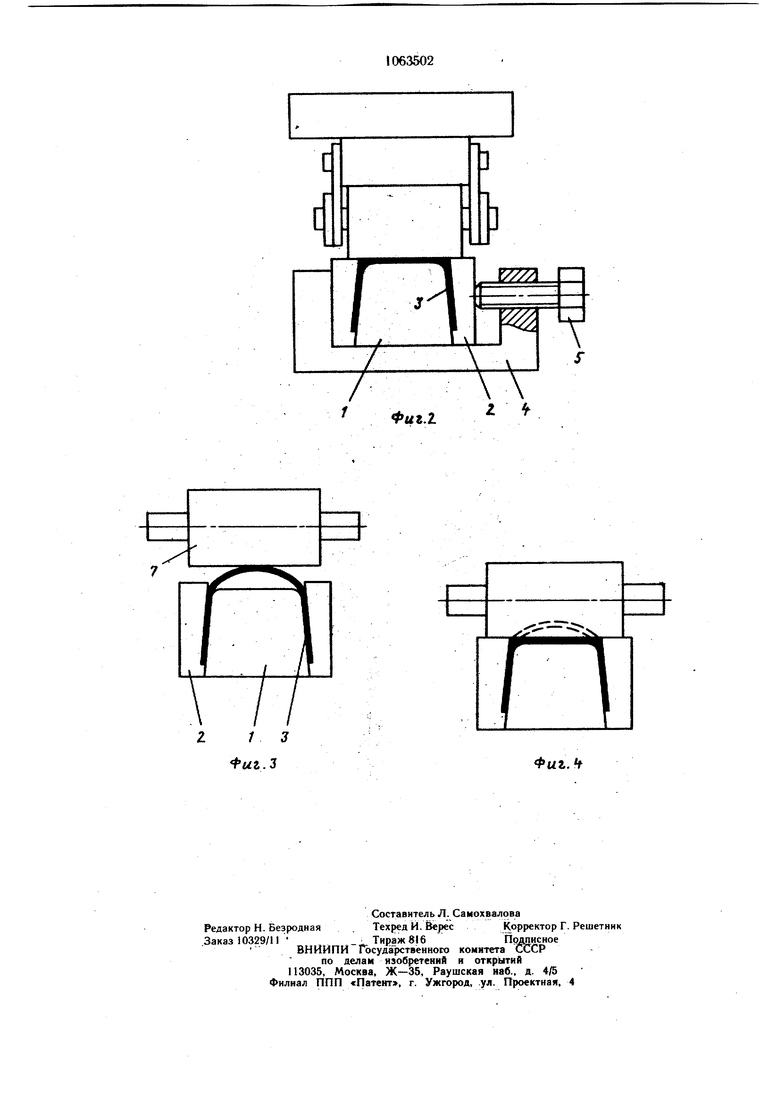
На фиг. 1 изображено предлагаемое уст ройство; на фиг. 2 - то же, боковая проекция; на фиг. 3 и 4 - принцип работы устройства.
Устройство состоит из onpiaBKH 1, боковых накладок 2 с упорами, в которые своими торцами упирается предварительно изогнутая заготовка 3, обоймы 4, снабженной зажимньуи устройством 5, каретки б, несущей профилирующий ролик 7, и приспособления 8 для перемещения каретки.
Устройство работает следующим образом.
Предварительно изогйутая заготовка 3 устанавливается на оправку 1 так, чтобы ее торцы упирались в упоры боковых накладок 2, после чего заготовка, оправка и боковые Накладки устанавливаются в обойму 4, где закрепляются с помощью зажимного приспособления 5. Кроме того, зажимное приспособление 5 служит для защепления полок заготовки 3 между оправкой 1 и боковыми накладками -2, благодаря, чему в процессе гибки исключается возможность потери устойчивости полок и перетекания в них материала из угловых зон заготовки. Каретка 6 устанавливается на заготовку, а все устройство помещается на стол гидравлического пресса. Верхняя плита пресса 9, опускаясь, перемещает каретку вниздо тех пор, пока профилирующей ролик 7 не войдет в контакт с боковыми накладками 2, упоры которых поддерживают заготовку, не давая ей возможности перемещаться относительно оправки. При этом стенка профиля, распрямляясь, упирается в боковые накладки 2, в результате чего в стенке и, в углах профиля возникают сжимающие тангенциальные напряжения. Благодаря этим напряжениям уменьщаются тангенциальные деформации растяжеУ(ия на наружной поверхности заготовки, что позволяет значительно уменьшить радиус.гиба, поскольку тангенциальные деформации растяжения являются фактором, ограничивающим возможности технологического процесса гибки. После того, как профилирующий ролик войдет в контакт с боковыми накладками, каретка с профилирующим роликом с помощью приспособления 8 для перемещения каретки двигается вдоль заготовки, осуществляя гибку.
Устройство опробовано при гибке заготовок из АМЦм, АМГ-1, Д16 М, Д16 AT толщиной 1 мм. Заготовка из листа Д16АТ предвари1;ельно изгибается с радиусом в угловых участках 5 мм и радиусом стенки 30 мм. При прокатке роликом радиусом 28 мм получены детали с наружным радиусом изгиба 0,4 мм, что в 3,5 раза меньше, чем при гибке известным способом. При этом происходит набор материала в углах, что также способствует увеличению жесткости профиля.
Использование предлагаемого устройства по сравнению с известным позволяет на 3- 5% снизить вес детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| Устройство для многогранной гибки | 1985 |
|
SU1316728A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| Профилегибочный агрегат | 1986 |
|
SU1423217A1 |
| Станок для многогранной гибки листовых заготовок | 1976 |
|
SU597461A1 |
| Двухвалковая листогибочная машина | 1988 |
|
SU1549637A1 |
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ПРОФИЛЕЙ из листовых заготовок содержащее установленные на станине оправку по форме профиля и каретку, размещенную с возможностью перемещения в горизонтальной плоскости в продольном направлении и в вертикальной плоскости, несущую формующий ролик, отличающееся .тем, что, с целью расширения номенклатуры изготовляемых деталей и повышения точности их изготовления, оправка снабжена взаимодействующими с рабочей поверхностью ролика накладками, превышающими по высоте оправку на толщину профиля и выполненными с выступами для торцов профиля на поверхности, обращенной к оправке, при этом устройство снабжено установленной на станине зажнмной обоймой, а оправка с накладками размещена в этой обойме.
Фиа.f
