2, Сварочная головка по п. 1,
отличающаяся тем, что . дополнительная замкнутая токоподводящая шина выполнена по меньшей мере с одним пазом для крепления наконечников токоподводящих кабелей, охватывающим поворотные направляющие.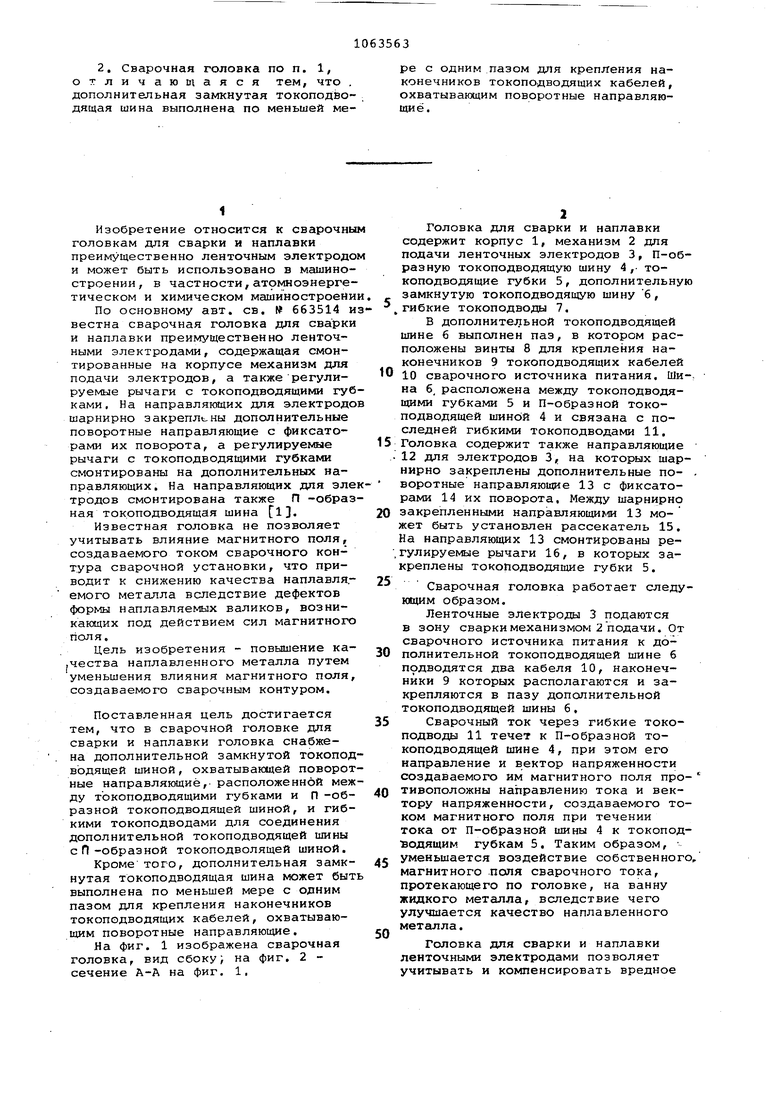
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Головка для сварки и наплавки | 1984 |
|
SU1217613A1 |
| СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2512702C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Сварочная головка для сварки и наплавки | 1977 |
|
SU663514A1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Способ наплавки ленточным электродом | 1989 |
|
SU1703320A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
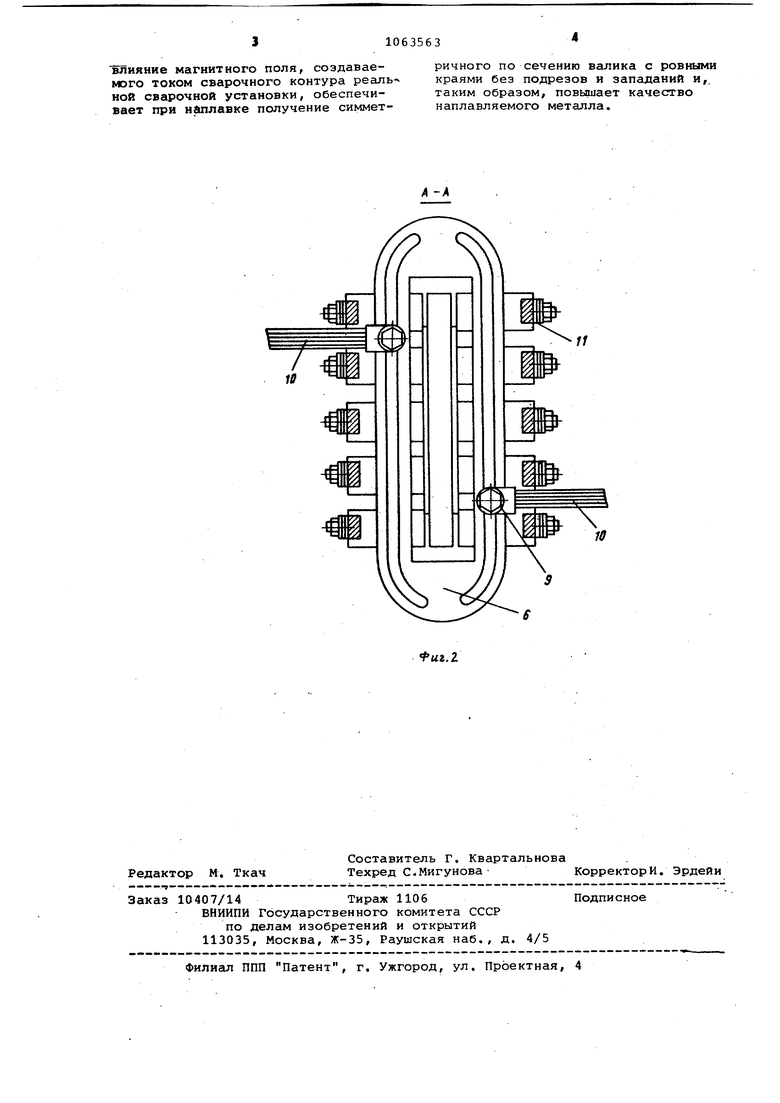
1. СВАРОЧНАЯ ГОЛОВКА ДЛЯ СВАРКИ И НАПЛАВКИ по авт. св. 663514, отличающаяся тем, что, с целью повышения качества наплавленного металла путем уменьшения влияния магнитного поля, создаваемого сварочным контуром, головка снабжена дополнительной замкнутой токоподводящей шиной, охватывающей поворотные направляющие, расположенной между токоподводящими губками и П -образной токоподводящей шиной и гибкими токоподводами для соединения дополнительной токоподводящей шины сП-образной токопод-. водящей шиной,г
Изобретение относится к сварочны головкам для сварки и наплавки преимущественно ленточным электрод и может быть использовано в машино строении, в частности,атомноэнерге тическом и химическом машиностроен По основному авт. св. № 663514 вестна сварочная головка для сварки и наплавки преимущественно ленточными электродами, содержащая смонтированные на корпусе механизм для подачи электродов, а такжерегулируемые рычаги с токоподводящими губ ками. На направляющих для электродо шарнирно закрепл4 ны дополнительные поворотные направляющие с фиксаторами их поворота, а регулируемые рычаги с токоподводящими губками смонтированы на дополнительных направляющих. На направляющих для эле тродов смонтирована также П -образ ная токоподводящая шина 1. Известная головка не позволяет учитывать влияние магнитного поля, создаваемого током сварочного контура сварочной установки, что приводит к снижению качества наплавля.емого металла вследствие дефектов формы наплавляемых валиков, возникающих под действием сил магнитного поля. Цель изобретения - повышение ка.чества наплавленного металла путем уменьшения влияния магнитного поля создаваемого сварочным контуром. Поставленная цель достигается тем, что в сварочной головке для сварки и наплавки головка снабжена дополнительной замкнутой токопод водящей шиной, охватывающей поворот ные направлякяциё, расположенной меж ду токоподводящими губками и П -образной токоподводящей шиной, и гибкими токоподводами для соединения дополнительной токоподводящей шины сП-образной токоподволящей шиной. Кроме того, дополнительная замкнутая токоподводящая шина может быт выполнена по меньшей мере с одним пазом для крепления наконечников токоподводящих кабелей, охватывающим поворотные направляющие. На фиг. 1 изображена сварочная головка, вид сбоку; на фиг. 2 сечение А-А на фиг. 1, Головка для сварки и наплавки содержит корпус 1, механизм 2 для подачи ленточных электродов 3, П-образную токоподводящую шину 4,- токоподводящие губки 5, дополнительную замкнутую токоподводящую шину 6, гибкие токоподводы 7. В дополнительной токоподводящей шине 6 выполнен паз, в котором расположены винты 8 для крепления наконечников 9 токоподводящих кабелей 10 сварочного источника питания. Ши-, на 6, расположена между токоподводящими губками 5 и П-образной токоподводящей шиной 4 и связана с последней гибкими токоподводами 11. Головка содержит также направляющие 12 для электродов 3, на которых шарнирно закреплены дополнительные по- . воротные направляющие 13 с фиксаторами 14 их поворота. Между шарнирно закрепленными направляющими 13 может быть установлен рассекатель 15. На направляющих 13 смонтированы регулируемые рычаги 16, в которых закреплены токоподводящие губки 5. Сварочная головка работает следунвдим образом. Ленточные электроды 3 подаются в зону сварки механизмом 2 подачи. От сварочного источника питания к дополнительной токоподводящей шине 6 П9ДВОДЯТСЯ два кабеля 10, наконечники 9 которых располагаются и закрепляются в пазу дополнительной токоподводящей шины 6. Сварочный ток через гибкие токоподводы 11 течет к П-образной токоподводящей шине 4, при этом его направление и вектор напряженности создаваемого им магнитного поля противоположны направлению тока и вектору напряженности, создаваемого током магнитного поля при течении тока от П-образной шины 4 к токоподводящим губкам 5. Таким образом, уменьшается воздействие собственного, магнитного поля сварочного тока, протекающего по головке, на ванну жидкого металла, вследствие чего улучшается качество наплавленного металла. Головка для сварки и наплавки ленточными электродами позволяет учитывать и компенсировать вредное
IflHHHHe магнитного поля, создаваемого током сварочного контура реаль- ной сварочной установки, обеспечивает при нгтлавке получение симметричного по сечению валика с ровными краями без подрезов и западаний и, таким образом, повьпиает качество наплавляемого металла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
