(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Способ электродуговой наплавки | 1990 |
|
SU1763120A1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Способ электрической дуговой сварки | 1977 |
|
SU725834A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
Изобретение относится к электродуговой наплавке ленточным электродом. Цель - улучшение качества формирования наплавленного валика. При наплавке на ленточный электрод устанавливают V-образный токоподвод, расстояние от его вершины до торца ленты устанавливают равным ширине ленты, а расстояние от крайних точек токоподвода до торца ленты устанавливают равным 0,25-0,3 ширины ленты, V-образный токоподвод позволяет устранить характерную при нйплзвке ленточным электродом несимметрию электромагнитных сил, действующих на дугу, перемещающуюся по торцу электрода, и обеспечивает равномерную высоту по ширине наплавленного валика. 1 ил., 1 табл.
Изобретение относится к электродуговой наплавке ленточным электродом.
Известны способы автоматической электродуговой наплавки ленточным электродом сплошного сечения, заключающиеся в том, чтоп зону дуги осуществляется подача ленточного электрода с последующим ее . плавлением.
При этом важнейшим технологическим параметром является вылет электрода Н, измеряемый как расстояние от токоподвода до изделия. Во всех известных способах наплавки (сварки) ленточным электродом обеспечинается постоянная величина еыле- та по осей ширине ленты.
Наиболее близким к предлагаемому является способ наплавки ленточным электродом, заключающийся в подаче ленточного электрода в зону дуги и установлении постоянного вылета по всей ширине лепты и последующего плавления электрода.
Недостатком известных способов наплавки является то, что они не обеспечивают равномерность высоты наплавленного валика по ширине. Валик имеет меньшую высоту в центральной (по ширине) части и большую высоту у краев.
При токоподводе к ленточному электроду, обеспечивающему постоянное значение вылета по ширине ленты, линии электрического тока в вылете распределены несимметрично. Несимметричность линий тока в вылете ленты приводит к несимметричному распределению индукции магнитного поля в зоне дуги. Электромагнитные силы, возникающие в зоне дуги, направлены от центра ленты к одному из ее краев. Поскольку несимметрия магнитного полл у крля ленты больше, то дуга перемещается к краю ленты с ускорением, в этом же направлении под действием дуги перемещается жидкий металл сварочной ознны. В результате высокоХ|
О CJ СО Ю О
iP i pt4,.Vl;- Hfa и -: . н -ГтТ/уо V KS SOi: r.-HHti .fl ПОc/ O Kp.;/i. j;i/ ii:4..i оu..severe, уголщешче Da/i H у его к сом, формирование валика
ул уЛ ПЛЙТСЯ.
П.ель Т ivjnOnevot. i K лпл::.отся улучше- ni i,- качества фэрмигос-г.мйя ,:г,.2 при ду- г(л; .й напл/т е леыочкым злснлрздом.
i (Оставление : достигаете;: тем, что сгюс-гб наплавки гонточкым электродом, при котором Tor.oiio/ir-ir л устан .очивзют на лоточног-- злькг ил v j nj его глфинс, у кото- poi o согласно ксКуОргггению используют V- п(Зр.)И. токопод од, при этом рзгстояние от все t,epujvi it.i до ,ори.а лг;нт -| чг.танавли- Вг иот рлжым ширине ленты, а расстояние от крайних точок ток .:о.доод ;;:. терца ленты устанавлипают рпвным 0,25-0.3 ширины ленгы.
Использован1..) V-образного тскоподво- да с ус10иоолеиисм расстояния от его вер- ши::ы до торца ленты, равным ширине ленты, а расстояния от крайних точек токо- подпода до торца /1енты, равныг 0,25-0,3 ширины ленты, позволяет устранить характерную для изпост юго способа наплавки несимметрию электромагнитных сил, действующих на дугу, перемещающуюся по торцу плавящегося ленточногого электрода, а это, в свою очередь, пооышает качество формирования наплавленного валика за счет обеспечения .номернсй высоты по ширине наплавлеьниго валика..
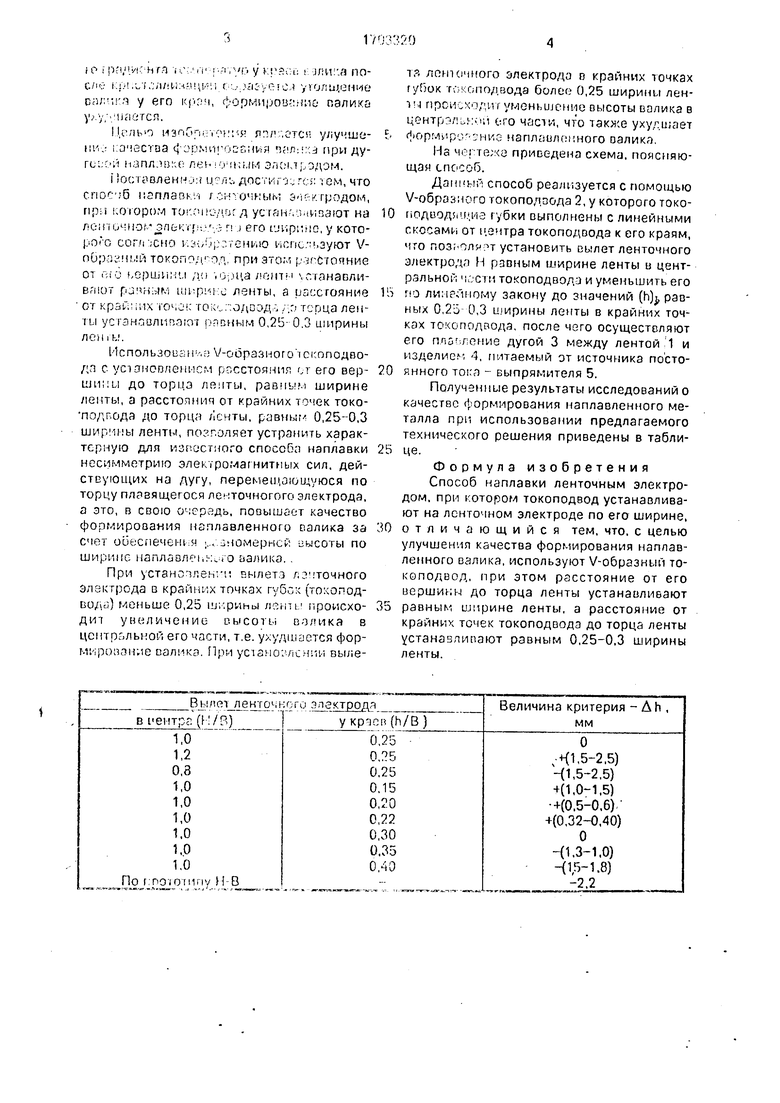
При устанепленгп вылета лэмточного электрода в крайних точках губок (то: оподвода) меньше 0,25 шг.рины лянти промсхо- дит увеличение высоты валика в центральной его части, т.е. ухудшается фор- М1 |ронание валика. При установлении вылетз ленточного электрода в крайних точках гуПок токоподвода более 0,25 ширины лен- 1Ы происходит уменьшение высоты валика в центрэлькои ого части, что также ухудшает формирование наплгшлопного валика,
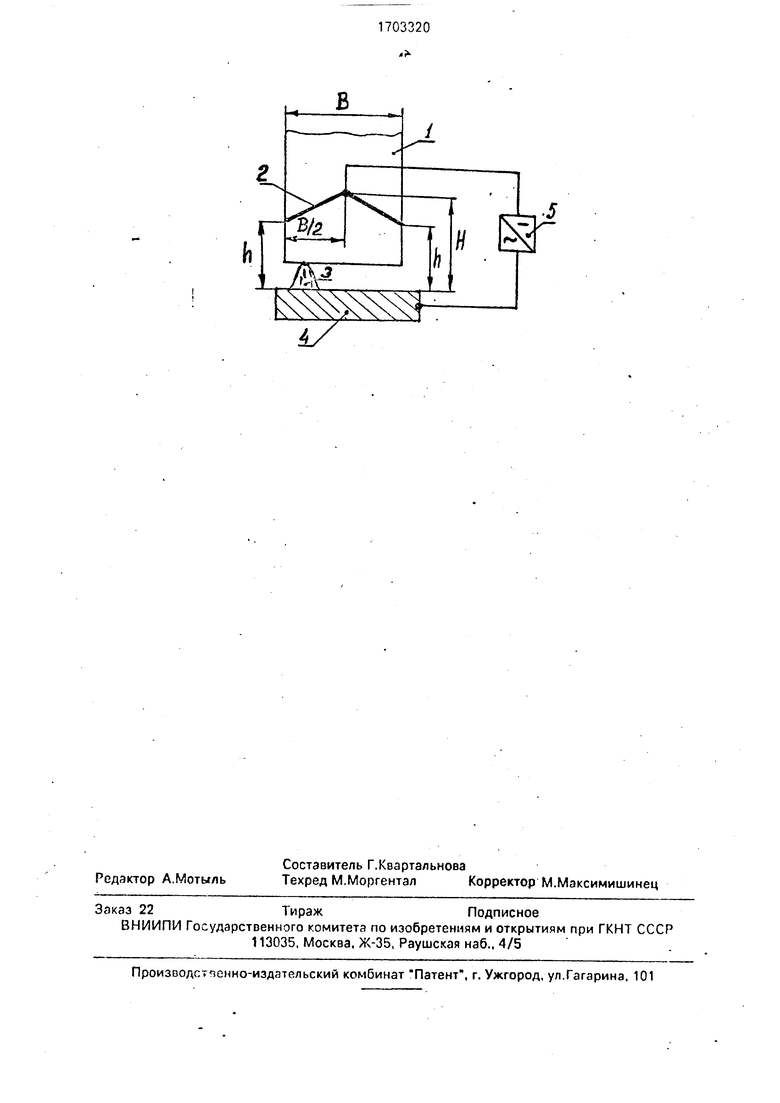
На чертежа приведена схема, поясняющая способ.
Данный способ реализуется с помощью V-образного токоподзода 2, у которого токо- гюдводящиг губки выполнены с линейными скосами от ц-энтра токоподвода к его краям, что позг-оляот установить вылет ленточного электрода Н равным ширине ленты в центральной ч;. сти токоподвода и уменьшить его по линейному закону до значений (h) равных 0,25 0,3 ширины ленты в крайних точках токоподвода, после чего осуществляют его ппоьление дугой 3 между лентой 1 и изделием 4, питаемый от источника постоянного тока - выпрямителя 5.
Полученные результаты исследований о качестве формирования наплавленного металла при использовании предлагаемого технического решения приведены в таблице.
Формула изобретения
Способ наплавки ленточным электродом, при котором токоподвод устанавливают на ленточном электроде по его ширине, отличающийся тем, что. с целью улучшения качества формирования наплавленного валика, используют V-образный токоподвод, при этом расстояние от его вершины до торца ленты устанавливают равным ширине ленты, а расстояние от крайних точек токоподвода до торца ленты устанавливают равным 0,25-0,3 ширины ленты.
k f1703320
| Кравцов Т.Г | |||
| Электродуговая наплавка электродной лентой | |||
| - М.: Машиностроение | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
