Изобретение относится к процессам сварки и наплавки преимущественно ленточным электродом и может быть использовано в машиностроении, в частности атомно-энергетическом, ме- таллзФгическом и химическом.
Цель изобретения - повышение качества обработки изделия путем обеспечения надежного контакта электрода с токоподводящими губками при их износе в процессе их эксплуатации.
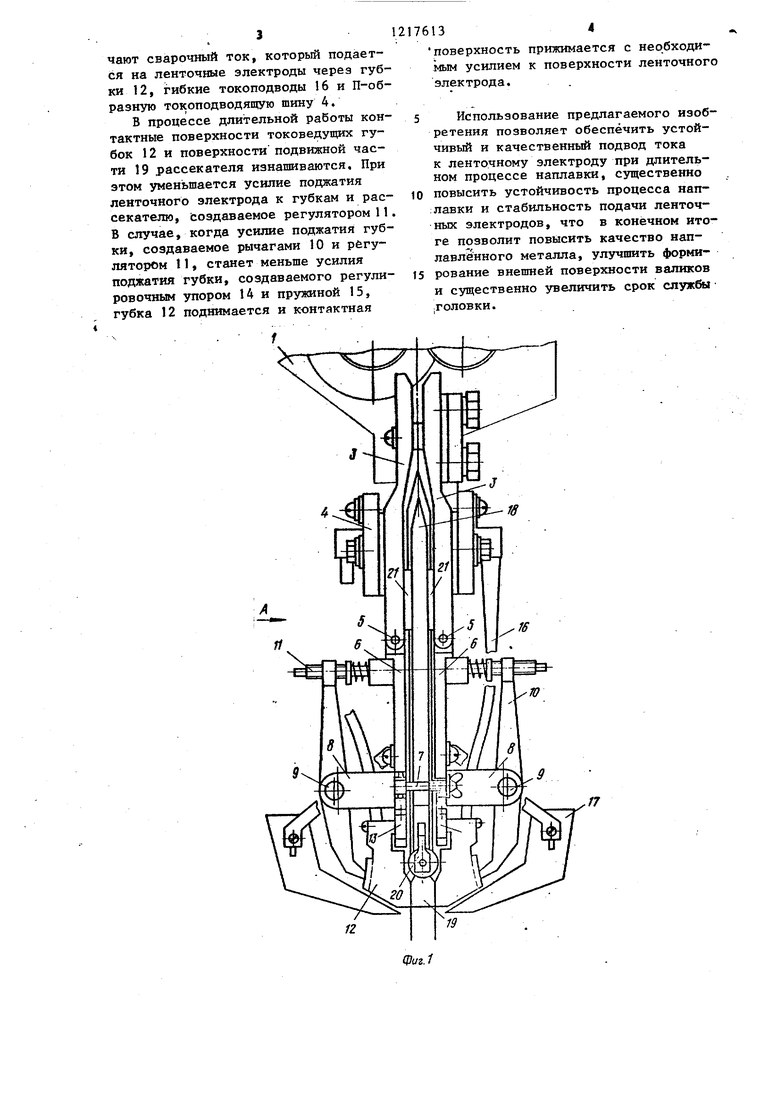
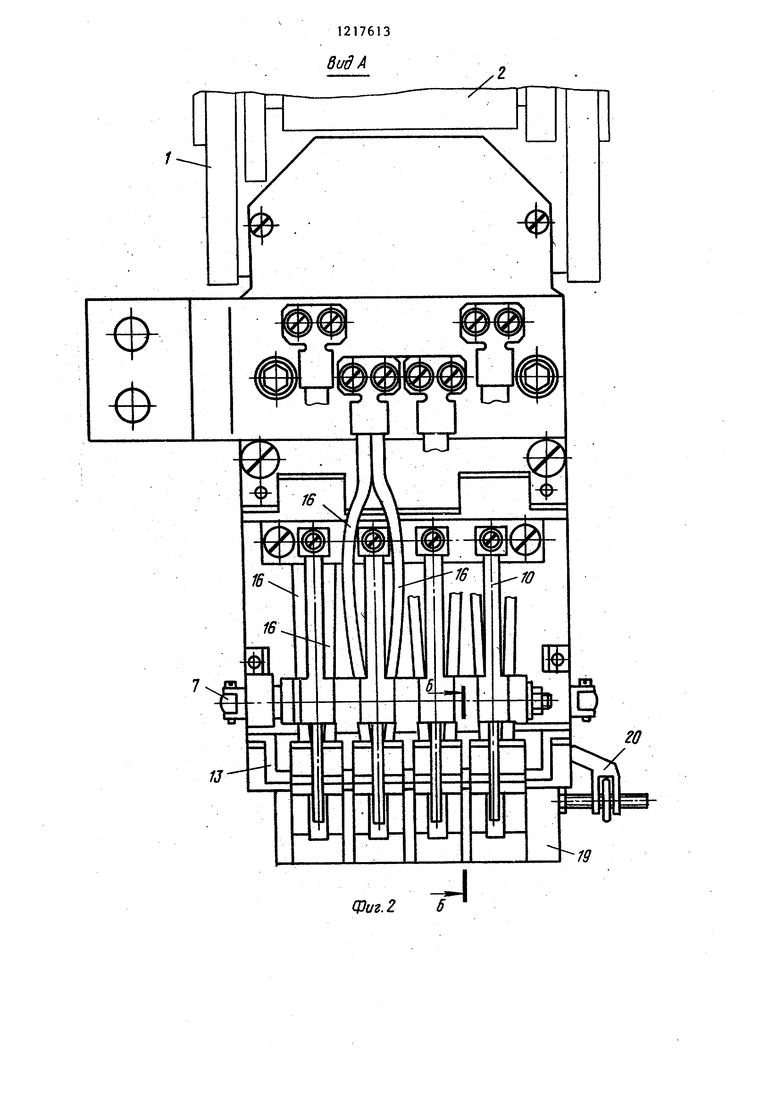
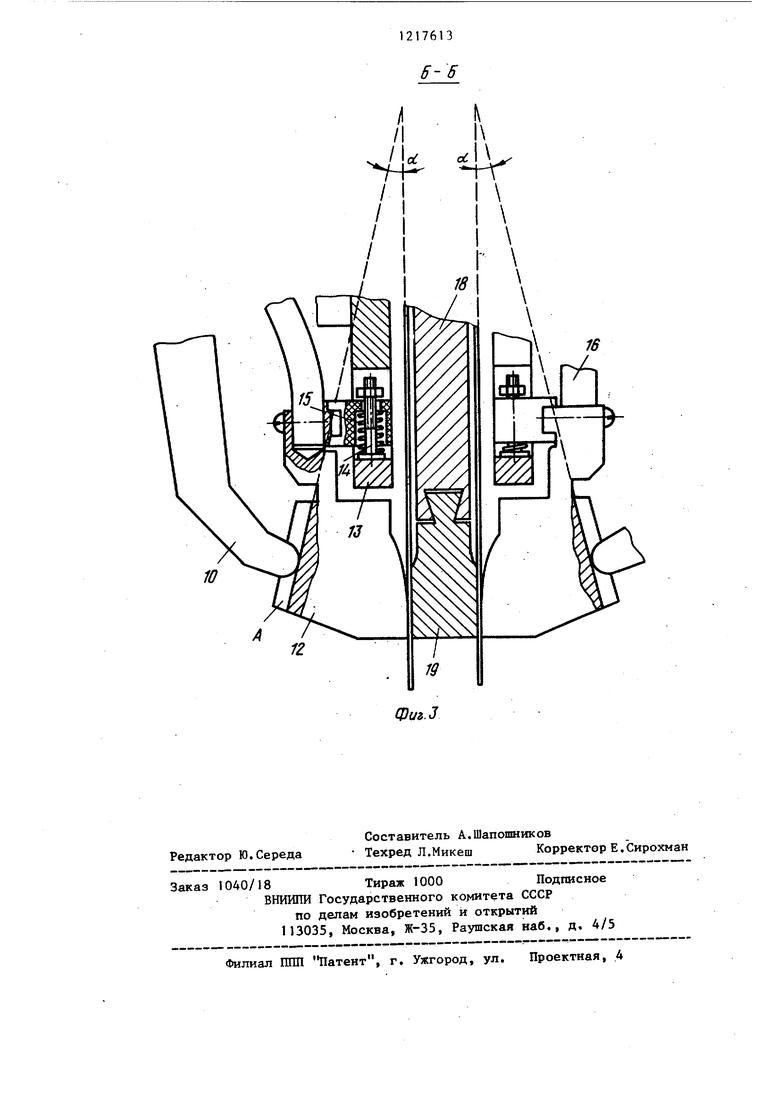
На фиг.1 изображена сварочная головка, вид сбоку} на фиг.2 - вид А на фиг.1; на фиг.3 - сечение Б-Б на фиг.2.
Сварочная головка для сварки и наплавки ленточным электродом содержит корпус 1, в котором смонтированы механизм 2 для подачи электрода, направляющие для электрода, каждая- из которых состоит из двух частей, жестко закрепленной в корпусе неподвижной направляющей 3 с П-образч ной токоподводящей шиной 4 и соединенной с ней при помощи шарниров 5 подвижной направляющей 6 с фиксатором 7 ее поворота.
К каждой поворотной направляющей 6 жестко прикреплен кронштейн 8 с осью 9, на которой смонтирован регулируемый рычаг 10. Один конец каждого рычага 10 соединен с направляющей 6. с возможностью упругого перемещения перпендикулярно ей с помощью прикрепленного к этому концу рычага регулятора 11 его положения..Другой конец каждог о рычага 10 расположен в наклонном пазу а, вьтолненном с внешней стороны каждой токоподводящей губки 12. В случае выполнения наклонного паза q под углом от 5 до 85 происходит саморегулирование токоподводящих губок, т.е. при ухудшении контакта между поверхностями токоподводящей губк-и и электрода, губка под действием упругих сил перемещается до восстановления наружного контакта. При вьтолнении паза 0( под углом менее 5° или более 85 саморегулирование токоподводящих губок осуществляться не будет, что приведет к ухудшению контакта между губкой и электродом и повышению износа и уменьшению срока службы головки .
Каждая поворотная направляющая 6 соединена с токоподводящей губкой 12 с возможностью упругого перемеще176132
ния последней в плоскости поворота двуплечих рычагов. Это обеспечено путем жесткого закрепления поворотных направляющих 6 П-образных планок
5 13 для опирания на них токоподводящих губок 12. В теле губок 12 установлены регулировочные упоры 14 с пружинами 15. П-образная токоподво- дящая шина 4 соединена с токоподво10 дящими губками 12 гибким токопод- водом 16. На поворотных направл5пощих установлены флюсовые воронки 17.
При сварке и наплавке двумя электродами головка снабжена рассекате15 лем, который может быть выполнен из двзпс частей - неподвижной части 18, расположенной между направляющими 6, и подвижной части 19, расположенной между токоведущими губками 12 и со
20 единенной с неподвижной частью 18 с. .возможностью перемещения с помощью механизма 20 регулировки. Между направляющими 6 и неподвижной частью рассекателя 18 установлены съемные
25 ограничители 21 ширины ленточного электрода.
Головка для сварки и наплавки работает следующим образом.
Перед заправкой ленточных электродов фиксаторы поворота подвижных направляющих ослабляют и поворотные направляющие разворачивают относительно шарнира 5. Ленточные электроды подают механизмом 2 подачи между
неподвижными 3 и подвижными 6 направляющими и рассекателем (18) и выравнивают один относительно другого съемными ограничителями 21 ширины ленточного электрода. Затем поворотные направляющие 6 устанавливают в рабочее положение и фиксируют. Токо- подводящие гу;бки 12 поджимают ленточные электроды к подвижной части рассекателя (19) с помощью рычагов
10 и регулятора 11 и регулировочного упора 14 с пружиной 15. При поджа- тии ленточного электрода к контактным поверхностям токоподводящих губок 12 и к поверхностям подвижной
части 19 рассекателя токоведущие губки несколько опускаются в результате наклона паза а . При этом обеспечивается хороший контакт между токоведущими элементами головки и ленточным электродом. Устанавливается необходимый свободный вылет ленточных электродов, а в зону наплавки через воронки 17 подают флюс. Включают сварочный ток, который подается на ленточные электроды через губ ки 12, гибкие токоподводы 16 и П-об разную токоподводяшую шину 4.
В процессе длительной работы контактные поверхности токоведущих губок 12 и поверхности подвижной части 19 рассекателя изнашиваются. При этом уменьшается усилие поджатия ленточного электрода к губкам и рас секателю, воздаваемое регулятором 11 В случае, когда усилие поджатия губки, создаваемое рычагами 10 и регулятором I1, станет меньше усилия поджатия губки, создаваемого регули ровочным упором 14 и пружиной 15, губка 12 поднимается и контактная
12176134
поверхность прижимается с необходимым усилием к поверхности ленточного электрода.
Использование предлагаемого изобретения позволяет обеспечить устойчивый и качественный подвод тока к ленточному электроду при длительном процессе наплавки, существенно повысить устойчивость процесса иап- :лавки и стабильность подачи ленточных электродов, что в конечном итоге позволит повысить качество наплавленного металла, улучшить формирование внешней поверхности валиков
10
15
и существенно увеличить срок службы головки.
12
19
19
6-6
10
16
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2512702C1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Сварочная головка для сварки и наплавки | 1982 |
|
SU1063563A2 |
| Сварочная головка для сварки и наплавки | 1977 |
|
SU663514A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Способ дуговой обработки | 1989 |
|
SU1609568A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия | 1986 |
|
SU1298021A1 |
Редактор Ю.Середа
1040/18Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Филиал ШШ Патент, г, Ужгород, ул. Проектная, 4
Составитель А.Шапошников
Техред Л.Микеш Корректор Е.Сирохман
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ НАНОТРУБОК | 2007 |
|
RU2364569C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочная головка для сварки и наплавки | 1977 |
|
SU663514A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
