Изобретение относится к сварке плавящимся электродом открытой дугой с электромагнитным перемешиванием (ЭМП) расплава сварочной ванны изделий, преимущественно цилиндрической формы малого диаметра (50-150 мм), например гребных валов, валиков, осей ж/д вагонов и т.д.
Известно устройство для сварки плавящимся электродом с электромагнитной обработкой сварочной ванны [1].
Это устройство обеспечивает воздействие магнитного поля на зону дуги и расплав сварочной ванны, а также подачу флюса через канал между наружной поверхностью усеченного конуса электромагнита.
Значительный внутренний диаметр в нижней части усеченного конуса не обеспечивает получение нормального и однородного относительно зеркала сварочной ванны магнитного потока, пронизывающего весь объем. Этот способ невозможно использовать при наплавке на малых вылетах электродов (малыми диаметрами проволоками) из-за ограниченного пространства между наружной поверхностью усеченного конуса электромагнита, образующего канал для подачи флюса. Ограничение канала приводит к забиванию сопла флюсом в районе токоподвода, что не обеспечивает надежность устройства в работе, затрудняет автоматическую подачу флюса в зону наплавки и не гарантирует высокого качества наплавленного слоя.
Кроме того, сложная конструкция корпуса в виде полого усеченного конуса не позволяет рационально использовать создаваемый магнитный поток, так как в зоне сварочной ванны отсутствует тело сердечника, усиливающего магнитный поток, так как в этом месте находится полость для подачи флюса, а усиление потока сердечника происходит за пределами зоны сварочной ванны.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство, содержащее электромагнит с ферромагнитным сердечником цилиндрической формы, установленный внутри сердечника, токоподводящий наконечники с каналом для направления плавящегося электрода, а также лоток, размещенный в нижней части электромагнита и наклоненный в сторону электрода, ферромагнитный сердечник снабжен водоохлаждаемой рубашкой, размещенной по его периферии и выполнен с продольным срезом, образующим сквозной канал для подачи флюса между внутренней поверхностью водоохлаждаемой рубашки и плоской боковой поверхностью нерабочей части ферромагнитного сердечника [2].
Недостатком известного технического решения является сложность конструкции, так как необходимо выполнить сквозной канал в устройстве для подачи флюса и снабжать его флюсоподающим механизмом и лотком.
Кроме того, при использовании данное устройство не позволяет осуществлять качественную наплавку открытой дугой с малыми вылетами электрода.
Техническим результатом является упрощение конструкции при наплавке ленточным электродом и сохранение надежности работы и качества наплавленного металла.
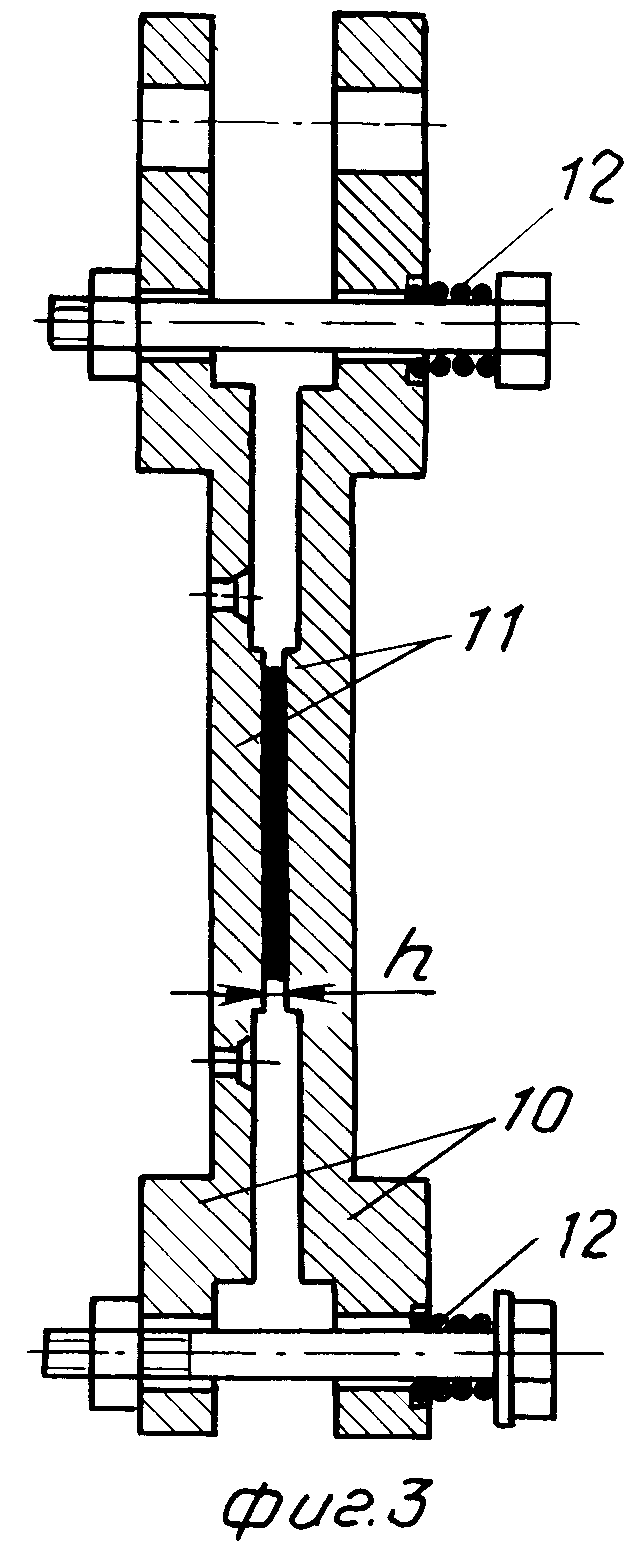
На фиг. 1 и 2 представлено устройство для наплавки порошковым ленточным электродом; на фиг. 3 - конструкция токоподвода.
Устройство для наплавки плавящимся электродом состоит из электромагнита 1, ферромагнитного сердечника 2 с охлаждающей рубашкой 7. В сердечнике выполнен канал 3 вдоль его оси для подачи плавящегося электрода 4, подаваемого подающими роликами 5, на торце сердечника - выступ 8, на котором установлен токоподвод 9.
Токоподвод (фиг. 3) состоит из 2-х контактных пластин 10, на рабочих поверхностях которых выполнены выступы 11 и упругие пружины 12.
Питание катушки электромагнита осуществляют от импульсного источника тока типа УЭМП-1.
Устройство работает следующим образом. Подающим роликом 5 порошковая электродная лента 4 подается в канал 3 через токоподвод 9 в зону 6 наплавки. Одновременно с подачей порошковой электродной ленты на токоподвод 9 подается питание от сварочного источника, а на катушку электромагнита - питание от импульсного источника тока, возбуждают электрическую дугу в зоне сварки наплавки и осуществляют процесс сварки наплавки.
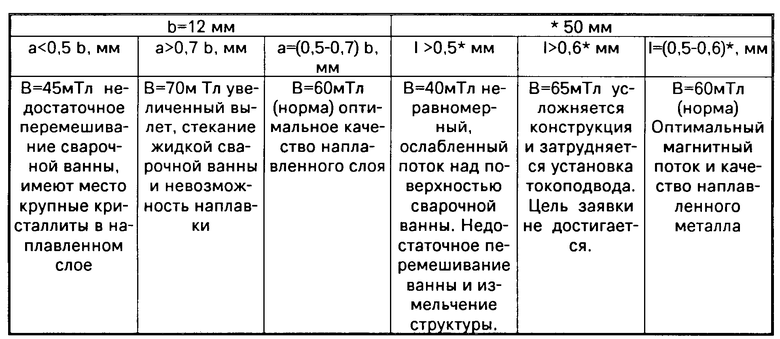
П р и м е р. На сердечнике электромагнита на торцовой части, обращенной к зеркалу сварочной ванны, на высоте, равной 6 мм, выполнен выступ.
Токоподвод установлен на выступе сердечника, высота токоподвода h 12 мм, длина токоподвода l 100 мм.
Наплавку выполняли постоянным током обратной полярности на валах из стали 35 диаметром 135 мм экспериментальной электродной порошковой лентой, состав шихты которой обеспечил химический состав наплавленного металла, аналогичный наплавке проволокой Св-06Х19Н9Т, под флюсом АН-15 с применением электромагнитного перемешивания сварочной ванны.
Размеры ленты 22 х 4, режим наплавки: ток наплавки 700-800А, напряжение дуги 34-36В, скорость наплавки 30 м/ч.
Режим управляемого магнитного поля следующий:
Величина магнитной индукции, МТл 60
Интервал реверсирования, Гц 5
Число импульсов пакета 5
Ток катушки магнитопровода, А 56
Длина вылета электрода, мм 40
Сердечник электромагнита выполнен диаметром D = 50 мм.
Ширина канала соответствует ширине ленточного порошкового электрода (22±1).
Размеры токоподвода: высота 12, ширина 6 мм
Расстояние между выступами 11 (фиг. 3) 4 мм.
После наплавки деталей предлагаемым устройством с использованием ленточного порошкового электрода без дополнительной флюсовой защиты сварочной ванны и по прототипу, а также с применением электромагнитного перемешивания расплавленного металла были изготовлены шлифы и проведен сравнительный анализ. Результаты испытаний приведены, в таблице.
Из полученных результатов, следует что заявленная упрощенная конструкция устройства позволяет сохранить надежность ее и качество наплавленного металла без применения флюса и флюсоподающего механизма открытой дугой на малых вылетах электрода, т.е. исключить ряд признаков по отношению к прототипу с сохранением при этом конечного результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК | 1992 |
|
RU2047441C1 |
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| Способ наплавки ленточным электродом | 1989 |
|
SU1703320A1 |
| Способ электродуговой наплавки | 1987 |
|
SU1671425A1 |
| Способ дуговой сварки | 1990 |
|
SU1802767A3 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |


Использование: сварка плавящимся электродом открытой дугой с электромагнитным перемешиванием расплава сварочной ванны, изделия преимущественно цилиндрической формы диаметром 50 - 150 мм, гребные валы, валики, оси железнодорожных вагонов и другие. Сущность изобретения: устройство содержит электромагнит с сердечником цилиндрической формы, токоподвод с каналом для направления плавящегося электрода. Сердечник выполнен со срезом, плоскость которого параллельна его оси. На рабочем торце ферромагнитного сердечника выполнен выступ, а токоподвод установлен на выступе в контакте с рабочим торцом ферромагнитного сердечника. Отношение высоты выступа к высоте токоподвода составляет 0,5...0,7, а ширина сердечника со стороны рабочего торца определена выражением 0,5D < l < 0,6D, где D - диаметр сердечника. Токоподвод выполнен в виде двух взаимно подпружиненных контактных пластин. На рабочих поверхностях пластин выполнены выступы, расположенные симметрично относительно оси канала. Канал для направления плавящегося электрода образован выступами. Конструкция обеспечивает надежность работы устройства и повышение качества наплавленного металла при использовании ленточного порошкового электрода. 1 з.п. ф-лы, 3 ил., 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для наплавки под слоем флюса | 1988 |
|
SU1590268A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
