Изобретение относится к. машнностроенгао и может быть использовано при обработке цилиндров двигателей, упрочненных лазерной термообработкой Известен способ обработки глубоких отверстий, согласно которому об работку осуществляют .головкой, снаб женной направлянхцими элементами, выходящими за пределы брусков l . Однако этот способ малоэффективен при обработке деталей, имеющих разную по длине твердость обрабатываемой поверхности. Известен также способ обработки глубоких- отверстий, согласно которому в детали соосно обрабатываемой Поверхности предварительно образуют направляющий цилиндрический поясок, причем обработку ведут при жестком закреплении брусков хонинговальной головки 2 . Однако этот способ не. обеспечивает достаточно высокую точность при обработке отверстий с переменной по длине образующей твердостью материала, так как съем металла на разных участках при обработке не одинаковый. Цель изобретения - по.в1лшение точ ности обработки отверстия с переменной твердостью материала вдоль образующей. Цель достигается тем, что согласно способу-Обработки глубоких отверс тий, по которому в детали соосно обрабатываемой поверхности предварительно образуют направляющий цилинд|рический поясок, направляющий цилинд рический поясок образуют на обрабаты ваемой поверхности путем упрочнения На чертеже представлена схема обработки отверстия, реализующая предлагаемый способ. Способ осуществляют следующим Образом. , Перед проведением процесса обработки производится подготовка обрабатывает ой поверхности, заключающаяс в образовании одного или нескольких направлякщих цилиндрических поясков со степенью плотности их нанесения, необходимой для достижения заданной точности формы отверстия. .Применительно к процессу лазерного термоупрочнения цилиндров двигателей это осуществляется следующим образом. После создания зоны 1 термоупрочнения в верхней части цилиндра (обусловленной его конструкцией) производится дополнительная обработ ка отдельных частей цилиндра, лежащих ниже зоны упрочнения, при этом механизм образования направляклдих цилиндрических поясков 2 монет быть аналогичен механизму термоупрочнения верхней части цилиндра. Хонинговальная головка 3 может быть аналогична по конструкции головке, используемой при обработке неупрочненных цилиндров. При движении хонинговальной головки 3 в цилиндре абразивные бруски 4 постоянно опираются как минимум на 2 точки, находящиеся на участках одинаковой твердости и лежащие в плоркости, проходящей через образующую цилиндра, что стабилизирует положение абразивных брусков 4 в пространстве и предотвращает перекос брусков, устраняя искажение формы отверстия . Способ позволяет производить на одном станке и оснастке обработку отверстий с различным распределением твердости по длине образующей цилиндра. Использование предлагаемого способа позволяет перейти на обработку отверстий с переменной по длине образу1зщей твердостью материала без серьезной модернизации хонинговальных станков и оснастки. Способ обладает универсальностью и может быть использован в экспериментальном, мелкосерийном и массовом производстве. Благодари исключению искажения формы отверстия при применении предлагаемого способа значительно возрастает точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядная хонинговальная головка | 1975 |
|
SU593902A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
СПОСОБ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, согласно которому в детали соосно обрабатываемой поверхности предварительно образуют направляющий цилиндрический поясок, отличающийся тем, что, с целью поБыиения точности обработки отверстий с переменной вдоль образующей твердостью материала, нaпpaв ляющий цилиндрический поясок образуют на обрабатываемой поверхности путем упрочнения. (Л о ел 6t j;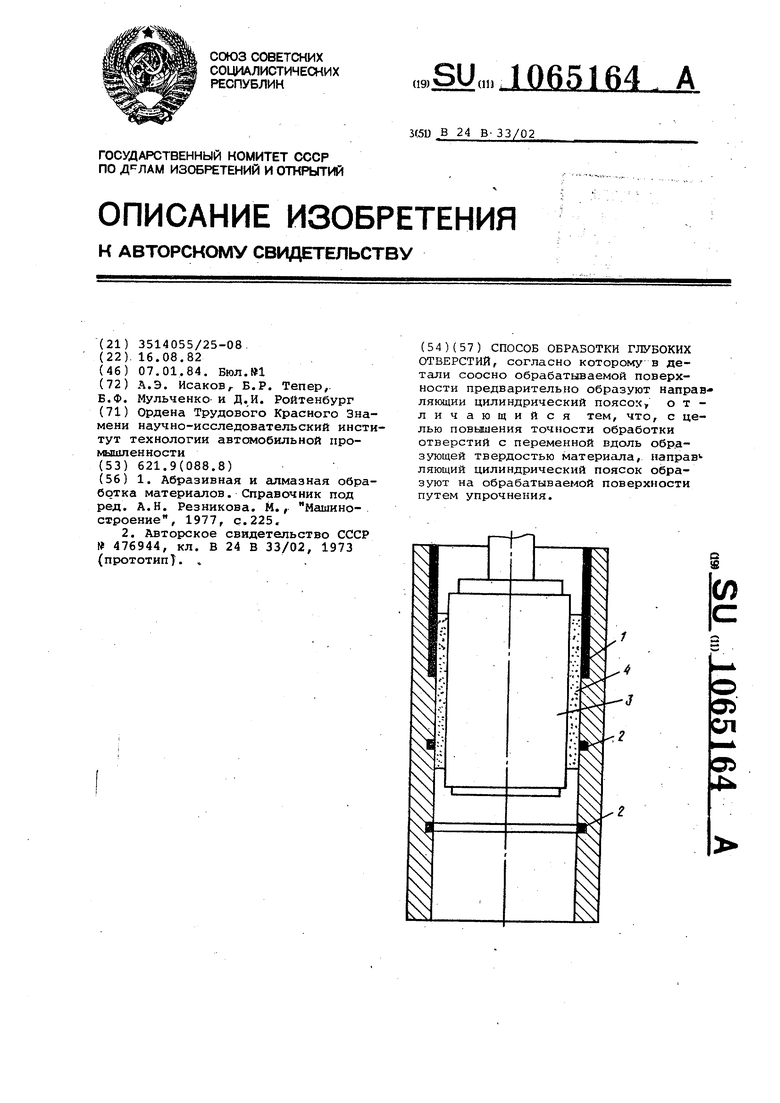
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивная и алмазная обработка материалов | |||
| Справочник пол ред | |||
| А.Н | |||
| Резникова | |||
| М., Машиностроение, 1977, с.225 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| , | |||
