Резцедержатели к токарному станку для обточки валов ступенчатого и фасонного профиля, в которых использована ненодвижная ступенчатая линейка для управления поперечной подачей резца при перемещеник продольного суппорта станка, известны.
Особенностью предлагаемого резцедержателя является применение между резцом и ступенчатой линейкой двух взаимодействующих ступенчатых подпружиненных кулачков, из которых один сочленен с плунжером, несущим резец, а другой - с плунжером, подпадающим под воздействие неподвижной ступенчатой линейки при перемещении продольного суппорта и служащим для переключения положения первого кулачка.
Такое выполнение резцедержателя обеспечивает резцу жесткую опору на каждой обтачиваемой ступени.
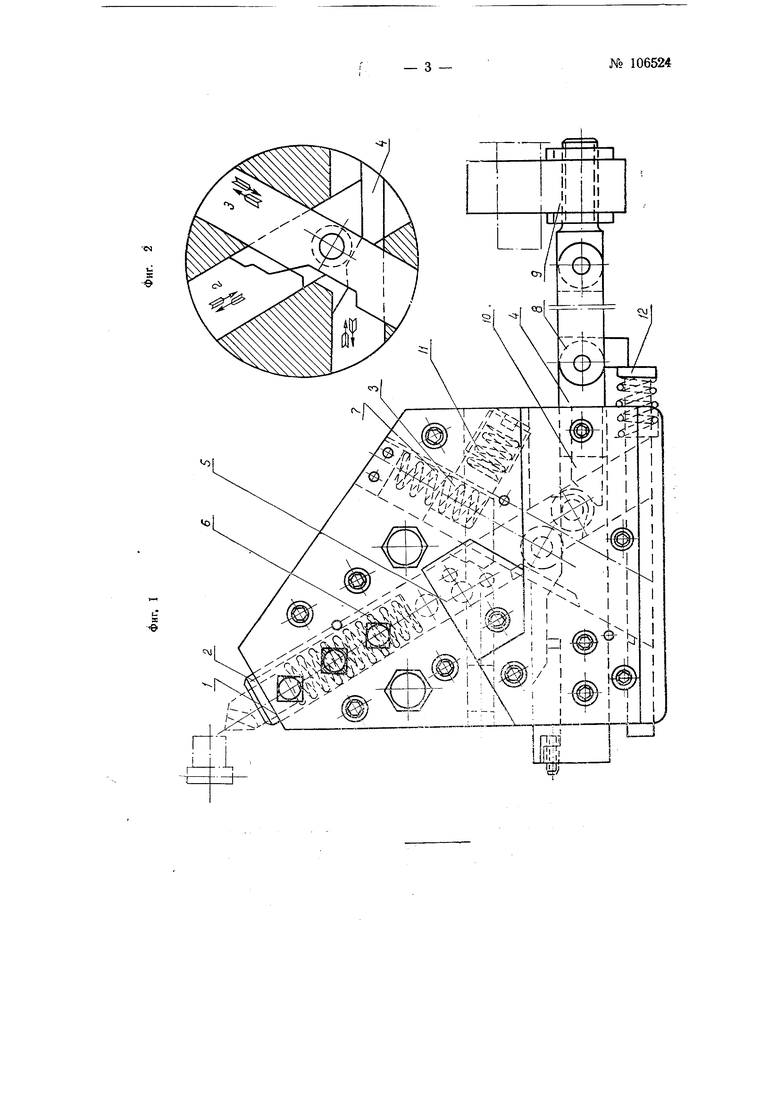
Описываемый резцедержатель показан на фиг. 1 сверху; на фиг. 2 дана схема взаимодействия звеньев резцедержателя.
Корпус / выполнен с тремя пересекаюп1ИМ11Ся пазами: в первом монтируется плунжер 2; во втором - плунжер 5 и в. третьем - ступенчатая линейка 4.
С торца плунжер 2 имеет паз, в котором закрепляется винтами резец, а в нижней его части закреплен сменный кулачок 5. На рабочей части кулачка выполнены ступени соответственно ступеням изделия, которыми плунжер 2, прижимаемый пружиной 6, опирается на ступенчатый кулачок плунжера 3; плунжер 3 в свою очередь прижимается пружиной 7 посредством ролика к линейке 4.
Включением механизма, перемещающего продольный суппорт, резцедерл ателю сообщается продольное движепие; так как линейка 4 закреплена посредством вилки 8 кронщтейна 9 па неподвижной части станка, ролик плунжера 3 катится по боковой части линейки. В это время резец обтачивает первую ступень детали; в момент, когда роллк наталкивается па выступ линейкн 4, плунжер 3 перемещается
относительно плу,нжера 2 до тех пор, пока впадина кулачка плунжера 3 не окажется против впадины кулачка плунжера 2. , ,
В момент совмещения впадин плунжер 2 под действием пружины и усилия резания отойдет на последующую ступень кулачка, и вершина резца переместится на CvfIeдyющую ступень детали, причем отвод резца может быть произведен или мгновенно, что применяется для малых значений полуразностп диаметров, или замедленно-для больших ступеней детали.
Указанный цикл будет повторяться до полной обработки деталей; обратный ход резцедержателя продолжается до тех пор, пока ролик плунжера 2 натолкнется на упор 10 линейки 4. В этот момент плунжер 3 под действием пружины 7 переместится в свое первоначальное положение, и резцедержатель готов для обработки новой детали.
Для смягчения удара плунжера при возвращении его в исходное положение (в случае обработки деталей с большими ступенями) приводится в действие амортизатор путем поджатия пружины //,
С целью устранения Здара кулачка плунжера 3, при возвратном ходе о рабочую часть кхлачка 5 введен валик 12, который посредством упоров задерживает возвращение плунжер а 3 до полного отхода кулачка 5.
Линейка 4 не является копией контура обрабатываемой детали и служит только для переключения опорной части плунжера 3. В результате этого на протяжении почти всей длины обрабатываемой ступени сохраняется весьма жесткая опора плунжера 2, и погрешности установки линейки и резцедержателя на резце не отражаются, что гарантирует высокую точность обрабатываемых деталей.
Изменением наклона ступеней кулачка 5 и установкой дополнительных упоров на линейке 4 представляется возможным обработать ступенчатые цилиндры с переходом на конус и с последующим врезанием, а также другие профили. Ступени одного из кулачков выполнены по размерам, соответствующим полуразности диаметров ступеней изделия.
Предмет изобретения
1. Резцедержатель к токарному станку для обточки валов ступенчатого и фасонного профиля с использованием неподвижной ступенчатой линейки для управления поперечной подачей резца при перемещении продольного суппорта станка, отличающийся тем, что, с целью обеспечения резцу жесткой опоры на каждой обтачиваемой ступени, между резцом и ступенчатой линейкой применены два взаимодействующих ступенчатых подпружиненных кулачка, из которых один сочленен с плунжером, несущим резец, а другой - с плунжером, подпадающим под воздействие неподвижной ступенчатой линейки при перемещении продольного суппорта станка и для переключения положения первого кулачка,
2,Форма выполнения резцедержателя по п, 1, отличающаяся тем, что ступени одного из кулачков выполнены по размерам, соответствующим полуразности диаметров ступеней изделия,
3,В резцедержателе по пп, 1 и 2 применение на ступенчатой линейке упора для взаимодействия в конце обратного хода суппорта с плунжером, несущим резец, с целью возвращения его в исходное положение.