Изобретение относится к обработке материалов резанием и может быть использовано при обработке пакетируемых из пластин изделий, например роторов электродвигателей.
Известен способ обработки ступенчатого вала на многорезцовых токарных полуавтоматах.
Недостатками данного способа являются: трудность установки резцов, так чтобы их вершины находились на одной прямой, параллельной оси заготовки и расслоение пластин пакета при выходе переднего, направлению подачи резца из обработки.
Известен резцедержатель для нескольких резцов, но он не может быть использован при продольной обточке ротора и требует длительного времени для переустановки резцов.
Целью изобретения является повышение качества обработки за счет исключения расслаивания пластин при снятии припуска резцовой гребенкой, осуществляющей движение подачи параллельно оси вала с насаженным на нем пакетом ротора в одну сторону до тех пор, пока первый по направлению подачи резец не достигнет точки начала расслоения.
Эта точка отстоит от торца, к которому движется первый резец, на величину возможного расслоения. Величина расслоения I определяется заранее, при подготовке производства двигателей. I f(t, s, b, d), где t - глубина резания в мм, s - подача, в мм/об; b - толщина листа, в мм; d - наружный диаметр пакета.
Затем гребенка отводится от пакета и ускоренно перемещается в указанном ранее направлении пока первый резец не перейдет за торец пакета.
Затем гребенку возвращают на прежнюю глубину и заканчивают обработку, перемещая гребенку в противоположном направлении, на рабочей подаче пока, указанный первым, резец не вернется в первоначальное рабочее положение.
(Л
С
vj
00
о о ю о
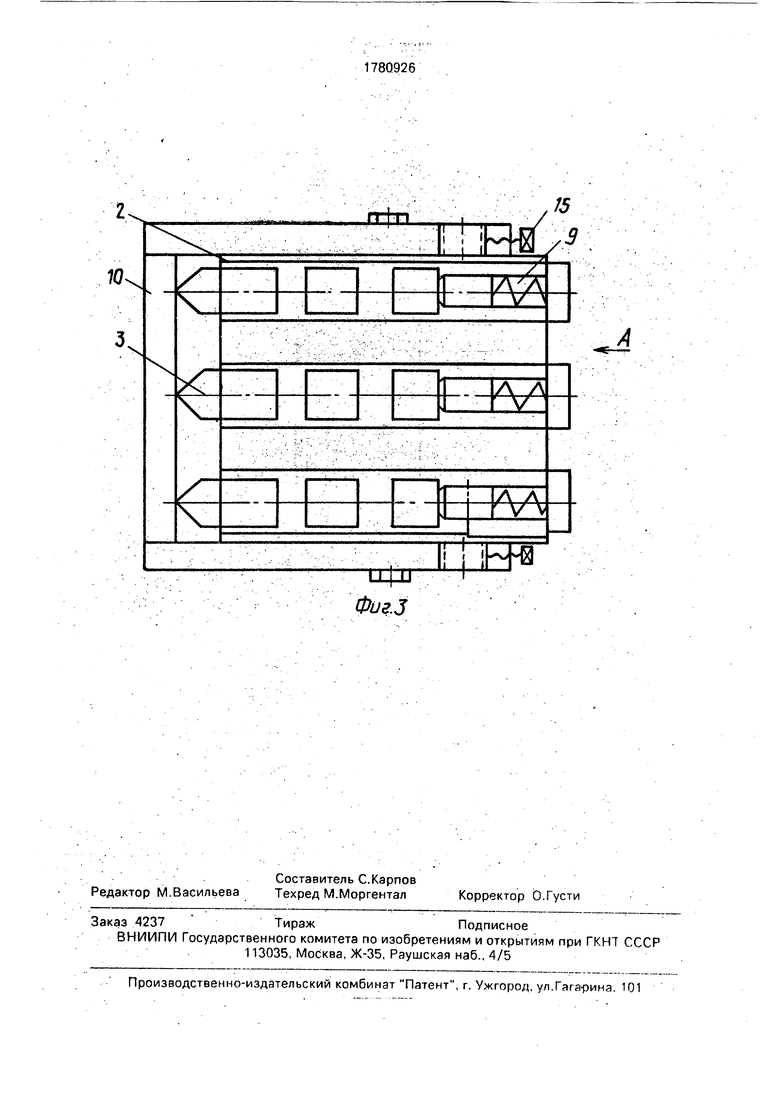
На фиг.1 изображена схема обработки по предлагаемому способу, на фиг 2 - резьбовая гребенка; на фиг 3 -тоже, вид сверху. Резцовая гребенка состоит из корпуса 1, в пазах 2 которого установлено несколько резцов 3 в зависимости от длины обрабатываемого ротора 4 и от требуемой производительности, удерживающихся в корпусе 1 крышкой 5, в которой имеются болты 6 для предварительного и окончательного закрепления резцов Для каждого резца 3 в пазах 2 корпуса 1 установлены Толкающие устройства, состоящие из корпуса 7, плунжера 8 и пружины 9 для прижатия резцов 3 к откидывающемуся шаблону 10. К шаблону 10 прикреплены щеки 11, установленные своими отверстиями 12 на ось 13 шаблона, которая закреплена в крышке 5 резцовой гребенки.
Для ограничения перемещения шаблона 10 до нужной постоянной высоты на крышке 5 закреплены цапфы 14. В щеках 11 шаблона 10 размещены регулировочные винты 15. Поверхность шаблона 10, к которой прижаты резцы 3 и поверхность, противоположная ей, выполнены строго параллельными для точной установки гребенки на поперечных салазках 16 суппорта станка.
Способ токарной обработки резцовой гребенкой закрепленной на поперечных салазках 16 суппорта токарного станка реализуется следующим образом
Несколько резцов 3 с учетом длины обрабатываемого ротора 4 устанавливают в корпусе (гребенки по откидывающемуся шаблону 10, которые во время установки прижимаются к шаблону каждый своим плунжером 9 под действием пружины 9 толкающие устройства, а затем завинчивают винты 15, которые отжимают щеки 11, а следовательно и шаблон 10 так, чтобы выбрать полностью зазор между отверстиями 12 в щеках 11 и осью 13 шаблона со стороны вершин резцов 3 После этого резцы 3 закрепляют болтами 6 а затем, откинув шаблон 10 вверх, подводят их к обрабатываемому ротору 4, вследствие чего, резцы при поперечной подаче врезаются в образующую поверхность ротора на величину, равную припуску на окончательную обработку При этом поперечные салазки 16 суппорта с резцовой гребенкой прижимаются к упору 17, закрепленного на поперечных направляющих суппорта станка Затем включается продольная подача и суппорт с резцовой гребенкой на рабочей подаче движется справа-налево до тех пор пока вершина первого левого резца не подойдет к точке А, недоточив слева участок поверхности ротора длиной I. при этом каждый резец 3 обтачивает свой участок с большим перекрытием соседнего участка Закончив обточку участков, поперечные салазки 16 суппорта, отодвигаясь от упора 17 перемешаются так, чтобы первый слева резец переместился по траектории АБВ Г за пределы
ротора 4 слева, после чего поперечные салазки 16с резцедержателем снова прижимаются к упору 17. Включается обратная продольная подача и суппорт с резцовой гребенкой движется в обратном направлении, слева-направо, заставляя первый слева резец обтачить необработанный участок в роторе 4. После выполнения указанной операции, суппорт с резцовой гребенкой возвращается в исходное положение.
Формула изобретения
1Способ токарной обработки резцовой гребенкой, отличающийся тем. что, с целью повышения качества при обработке пакета ротора, гребенку первоначально перемещают вдоль обрабатываемой поверхности в одном направлении до момента перехода первого по направлению движения резца середины ротора, затем отводят гребенку, дополнительно перемещают в
первоначальном направлении до момента выхода указанного резца за пределы ротора и завершают обработку, перемещая гребенку в противоположном направлении до момента перехода первого по направлению
движения резца средней части ротора
2Устройство для токарной обработки резцовой гребенкой, содержащее корпус с пазами, предназначенными для установки резцов, и устройство регулировки величины
их вылета, отличающееся тем, что, с целью повышения производительности и качества обработки, устройство регулировки выполнено в виде установленного на корпусе с возможностью поворота П-образного
шаблона, на боковых планках которого выполнены радиусные канавки, предназначенные для взаимодействия с введенным в устройство фиксатором углового положения шаблона
3 Устройство поп2,отличающее- с я тем, что резцы установлены в пазах с возможностью упругого перемещения
4 Устройство поп2, отличающее- 5 с я тем, что на боковых планках шаблона установлены винты предназначенные для выборки зазора между поверхностью радиусных канавок и фиксатора
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Устройство для копирной обработки поршневых колец | 1991 |
|
SU1779463A1 |
| Многошпиндельное устройство к токарному станку | 1984 |
|
SU1177060A1 |
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
| Токарный станок | 1986 |
|
SU1729701A2 |
| Приспособление к токарному станку для обточки шеек коленчатых валов | 1928 |
|
SU18591A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Устройство для обработки коническихпОВЕРХНОСТЕй | 1979 |
|
SU841782A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |

Изобретение относится к обработке материалов резанием и может быть использовано при обработке пакетируемых из пластин изделий, например роторов электродвигателей. .Сущность изобретения заключается в том, что в процессе обработки гребенку первоначально перемещают вдоль обрабатываемой поверхности в одном направлении до момента перехода первого по направлению движения резца середины ротора, а затем отводят гребенку, дополнительно перемещают в первоначальном направлении и завершают обработку, перемещая гребенку в противоположном направлении, 2 с. и 2 з.п. ф-лы, 3 ил.
Фиг.1
11
Фиг. 2
Фиг.З
| Колев И.С | |||
| Металлорежущие станки М.: Машиностроение, 1980, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
