Предметом изобретения является приспособление к токарному станку для автоматизации обточки многоступенчатых деталей, в котором ход поперечного супорта ограничивается упорами.
С целью автоматической подачи поперечного супорта на заданную глубину резания, в предлагаемом приспособлении применен барабанчик с упорами, автоматически поворачивающийся после каждого прохода резца. Такое устройство дает возможность прерывать движение поперечного супорта в различных положениях. Эта особенность позволяет обрабатывать на станке многоступенчатые валики с большой точностью при помощи относительно простого по конструкции приспособления.
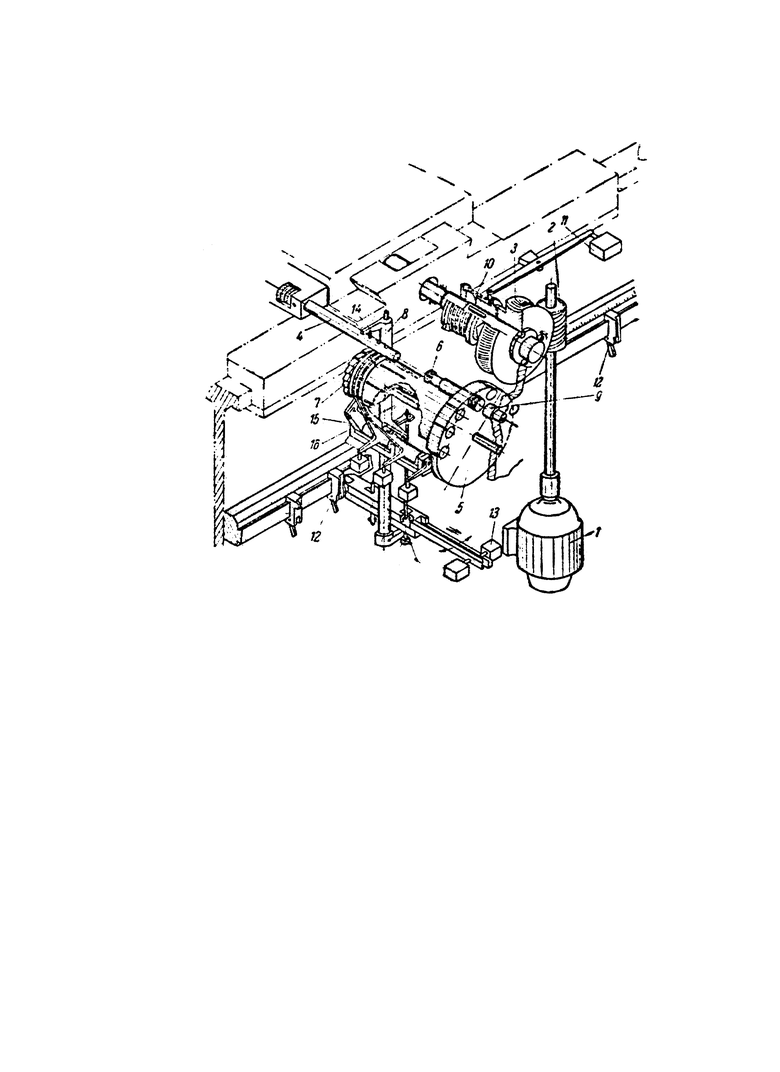
Кинематическая схема предлагаемого приспособления показана на чертеже.
Поперечный супорт приводится в движение резеренвным электродвигателем 1 через червячную пару 2 и 3. На супорте укреплен стержень 4. Барабанчик 5 с упорами 6 сидит на одной оси с храповиком 7. Разность длин соседних упоров устанавливается равной полуразности диаметров обтачиваемых ступеней детали. Упоры 6 могут представлять собою жесткие стержни или могут быть регулируемы по длине. Связующим звеном между стержнем 4, храповиком 7 и механизмом автоматического управления продольными подачами является рычаг 8.
Одновременно с включением станка включается и электродвигатель 1, который перемещает поперечный супорт вперед. Движение супорта продолжается до тех пор, пока стержень 4 не прижмет упор 6 к неподвижному упору 9, укрепленному на корпусе приспособления. Супорт останавливается и начинает проворачиваться предохранительная муфта 10, которая заставляет сработать конечный выключатель 11, выключающий электродвигатель 1. Резец в этом положении супорта установлен на стружку.
После выключения поперечной подачи автоматически включается продольная подача станка и начинается обточка первой ступени детали. По окончании продвижения каретки на длину первой ступени упор 12 воздействует на выключатель 13, прекращающий продольную подачу. Вслед за прекращением продольной подачи автоматически включается обратное движение супорта.
В конце обратного перемещения поперечного супорта стержень 4 своим штифтом 14 начинает поворачивать рычаг 8, который перемещает рычаг с собачкой 15. Собачка поворачивает храповик 7, вместе с которым повертывается на определенный угол и барабанчик 5, причем против стержня 4 располагается следующий упор 6. С этого момента начинается второй переход, при котором обрабатывается следующая ступень детали или вторым проходом та же ступень, и все последующие автоматические переключения происходят в таком же порядке, как в первом переходе.
Также автоматически обрабатываются остальные ступени детали, причем после каждого прохода резца барабанчик поворачивается и против стержня 4 устанавливается очередной упор 6. По окончании обработки детали пружина 16 возвращает барабанчик в исходное положение.
1. Приспособление к токарному станку для автоматизации обточки многоступенчатых деталей, отличающееся тем, что, с целью автоматической подачи поперечного супорта на заданную глубину резания, применен барабанчик с упорами, автоматически поворачивающийся после каждого прохода резца.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что переключение барабанчика с упорами производится при обратном движении поперечного супорта, воздействующего на рычаг 8, поворачивающий посредством собачки 15 храповик 7 и связанный с ним барабанчик 5 на определенный угол.
