2. Устройство по п. 1,-отличающееся тем, что на раме конвейера закреплены вертикальные цилиндрические стержни, а на каретке - профилированные ролики, установленные с возможностью взаимодействия со стержнями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для укладки изделий в пакет | 1990 |
|
SU1823855A3 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| БИБЛИОТЕКА 1Р. Я. Чуфарин | 1972 |
|
SU331980A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1967 |
|
SU194000A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Пакетоформирующая машина для штучных грузов | 1984 |
|
SU1239065A1 |
| Способ формирования пакета плоскихпРЕдМЕТОВ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU806578A1 |
1. ПАКЕТОФОРМИРУЮЩЕЕ УСТРО СТВО для изделий, имеющих форму пар лелепипеда, содержащее раму, На кот f/ / /y/// / ////7////////// /7/ ffff7fff//7 /f/f/77/ /7T/77ff/7f -J. . Т виг/ рой смонтированы подъемно-опускной конвейер и расположе нные симметрично относительно его продольной оси выдвижные боковые прижимл дпя изделий, о т л и. ч а ю щ е ie с я тем, что, с целью повышения качества формируе- , мого пакета и снижения э нерг6за1трат, оно снабжено установленной на конвейере с возможностью вертикального перемещения относительно его 4 абрчей поверхности кареткой с роликами, рас- . положенными параллельно продольной оси конвейера, упорами, эакрепленны- ; ми на раме по обе стороны конвейера, . и двуплечими подпружиненными рлага- . ми, усгановленньми на раме крнвейера с возможностью поворота в вертика,пьной плоскости и взаимодействия одним плечом с кареткой, а другим - с од- Ю ним из упоров.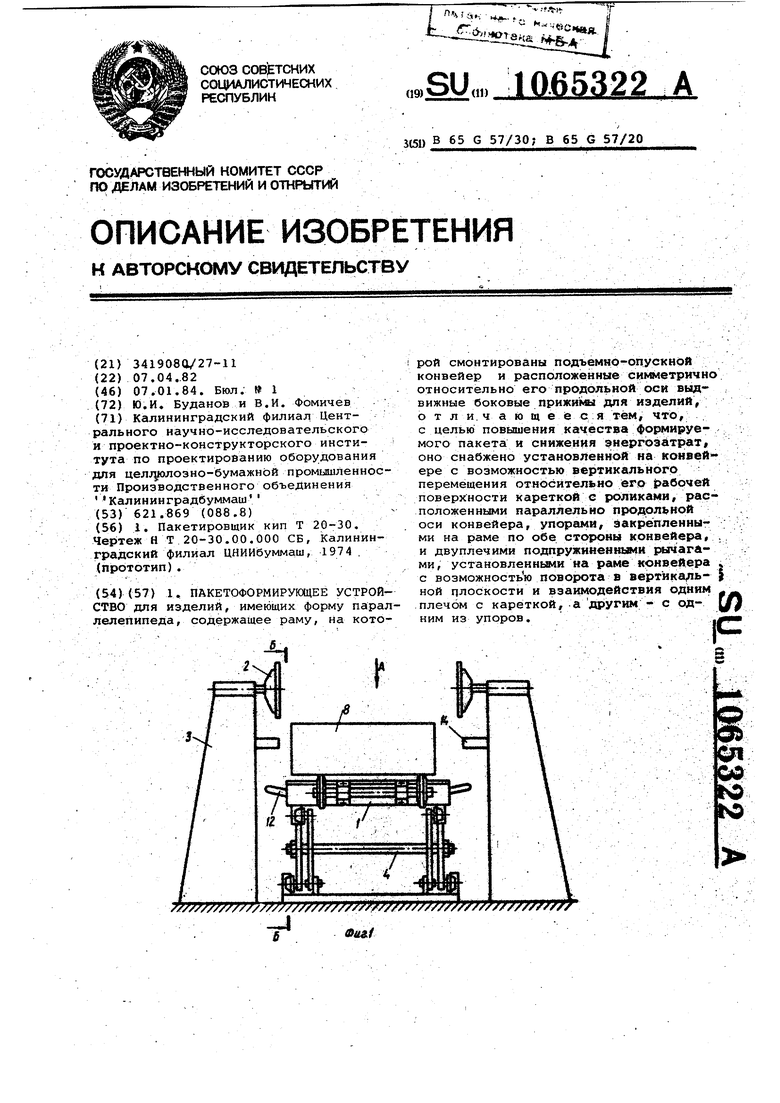
Изобретение относится к пакетированию изделий а именно к устройствам для формирования пакетов из изделий, имеющих прямоугольного параллелепипеда, и может быть исполь зовано в транспортно-упаковочиых линиях на предприятиях целлюлознобумажной промыишенности для пакетирования кип целлюлозы, в том числе упакованных, и кип древесной массы, а-также в других областях,где необ-ходимо пакетирование изделий.
Известно пакетоформирующее устройство для изделий, имеющих форму параллелепипеда, содержащее раМу, на которой смонтированы подъемно-опускной конвейер и расположенные симметрично относительно его продольной оси выдвижные боковые прижимы для изделий Cl J.
j Однако в этом устройстве в позиции центрирования и фиксации боковыми прижимами кипа лежит на цепях. Сцепление кипы с Цепями значительно, поэтому при центрироваиии кипы относительно продольной оси транспортера усилие, развиваемое боковыми прижимами, передается непосредственно на конвейер, возникают значительные нагрузки на узлы конвейера, перекосы механизма его подъема, что способствует быстрому износу деталей. Сопротивление, вызванное смещением кипы на цепях, требует дополнительных затрат мснцности привода прижимов. Кроме того, при центрировании кипы на цепях повреждается ее поверхность и ухудшается товарный вид.
Цель изобретения - повьшение качества формируемого пакета и снижение энергозатрат.
Эта цель достигается тем, что пакетоформнрующее устройство дая изделий, имеющих форму параллелепипеда содержащее раму, на которой смонтированы подъемно-опускной конвейер и расположенные симметрично относитель но его продольной оси выдвижные боковые прижикБ для изделий, снабжено установленной на конвейере с возможностью вертикального перемещения относительно его рабочей поверхности кареткой с роликами, расположёнными параллельно продольнсЛ оси конвейера, упорами, закреп 1енными на раме
по обе стороны конвейера, и двуплечими подпружиненными рычагами, установленными на раме конвейере с возможностью поворота в вертикальной плоскости и взаимодействия одним плечом с кареткой, а другим - с одним из упоров.
При этом на раме конвейера закреплены вертикальные цилиндрические стержни, а на каретке - профилированные ролики, установленные с возмоностью взаимодействия со стержнями.
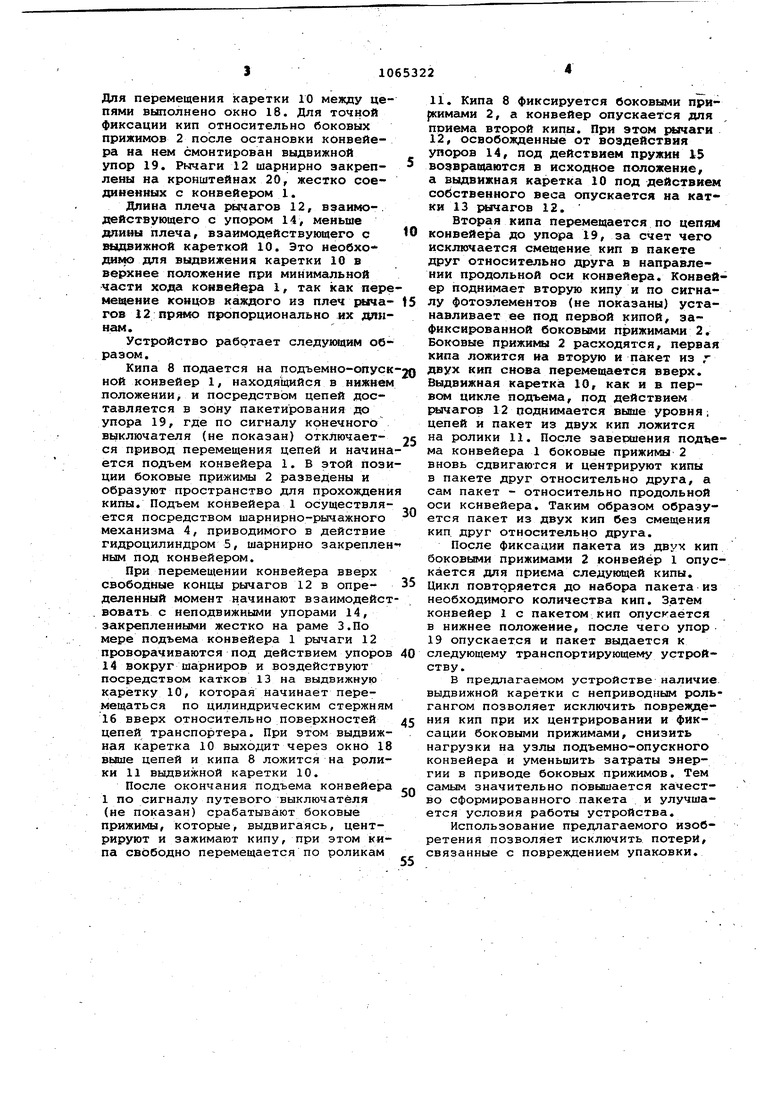
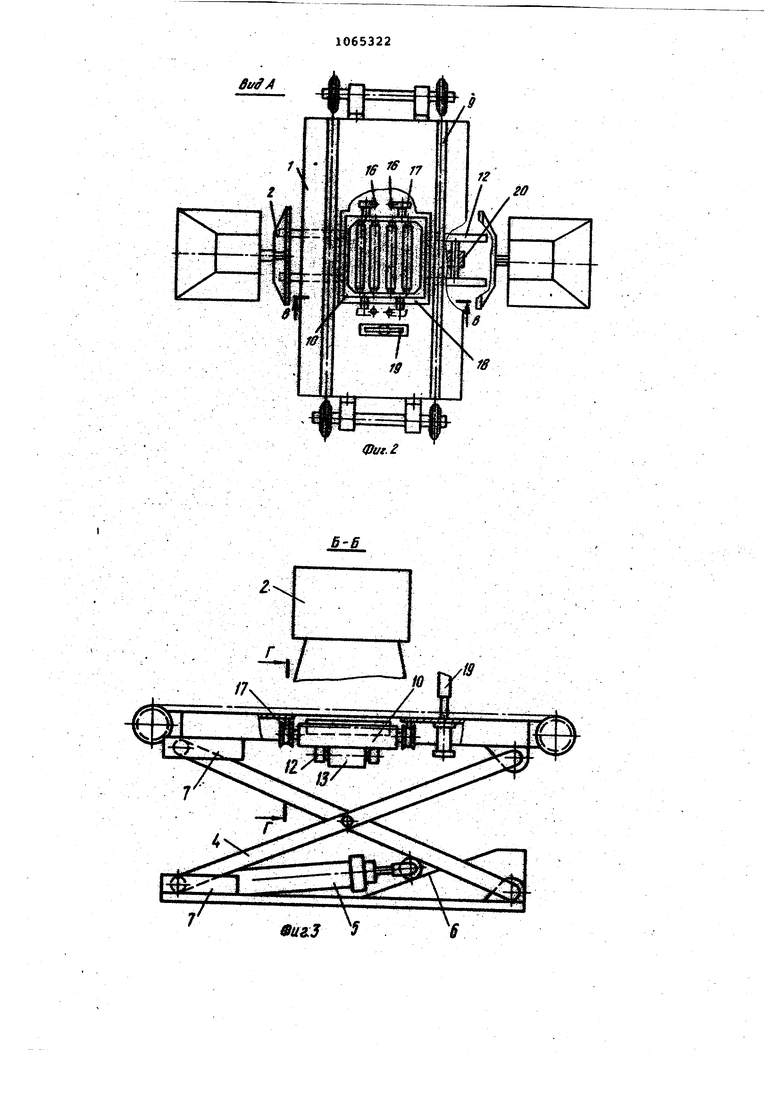
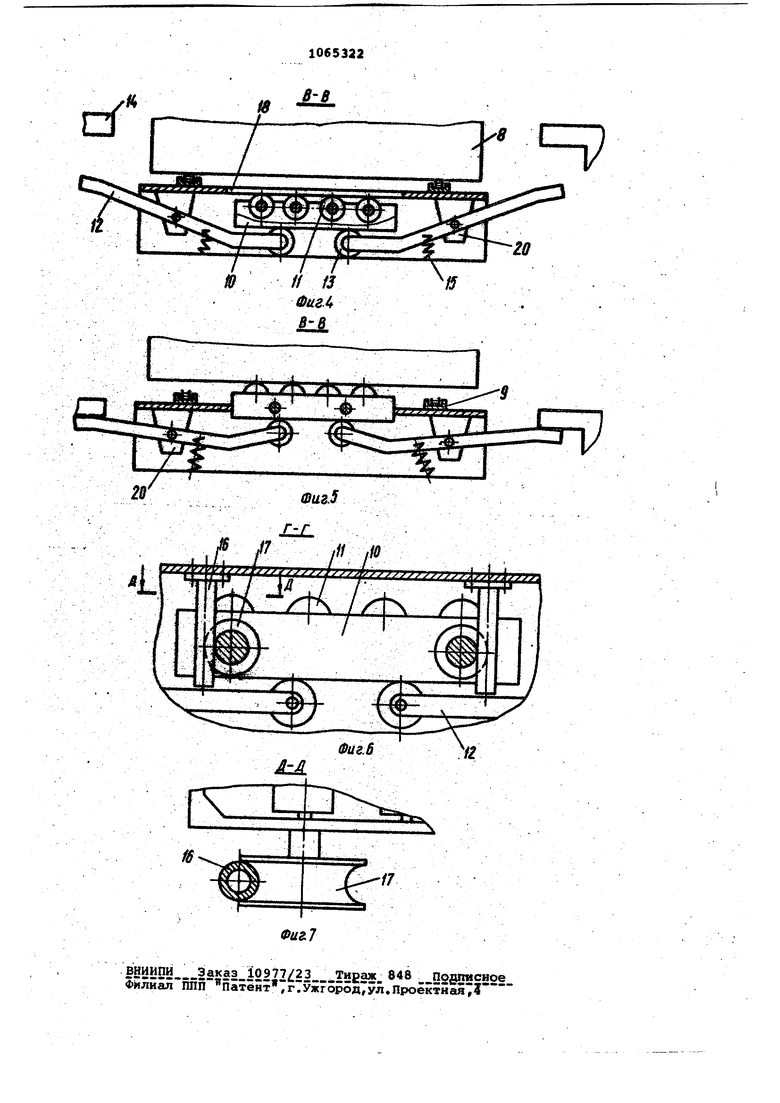
На фиг. 1 изображено пакетоформирующее устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг.З разрез Б-Б на фиг. 1; на фиг. 4 раз1рез В-В на фиг. 2, подъемно-опускной конвейер ,в нижнем положении; на фиг. 5 - разрез В-В на фиг. 2, подъемно-опускной конвейер в верхнем положении; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 6.
Устройство содержит подъемно-опусной цепной конвейер 1 и боковые прижимы 2, установленные на раме 3 симметрично относительно продольной оси конвейера. Шарнирно-рычажной механиз 4 подъема и опускания конвейера 11. содержит гидроцилиндр 5, расположенный под конвейером, копир 6 и направляющие 7 для перемещения свобоных концов рычагов механизма. Перемещение кипы 8 осуществляется посредством цепей, размещенных в направляющих 9. Конвейер I имеет выдвижну каретку 10 с неяриводными роликами 11, которая расположена в пространстве между цепями. Образующие роликов II распрложеиы парскллельно пере| мев|еи $ю кипы на конвейере. На конвейере симметрично его продольной оси шарнирно установлены рычаги 12. Один конец Ksmsiofo из рычагов 12 1Ю«еет каток ГЗ для воздействияi на каретку 10, а второй конец выходит за габаркт кт)вейера и взаимодействует с 14, закрепленными ма раме 3 устройства. Рычаги 12 содержат пружииы 15 возврата. Перемещение выдвижной каретки 10 относительно рабочей поверхности конвейера 1 зафиксировано цилиндрическими стернями 16, котс)ые обкатываются профилированню4и-роликами 17 каретки. Для перемещения каретки 10 между цепями вьтолнено окно 18. Для точной фиксации кип относительно боковых прижимов 2 после остановки конвейера на нем смонтирован выдвижной упор 19. Рычаги 12 шарнирно закреплены на кронштейнах 20, жестко соединенных с конвейером 1. Длина плеча ЕЯ:1чагов 12, вэаимо-. действующего с упором 14, меньше длины плеча, взаимодействующего с в{адвижной кареткой 10. Это необходшмо для выдвижения каретки 10 в верхнее положение при минимальной части хода конвейера 1, так как пере мещение концов каждого из плеч шгаагов 22 прямо пропорционально их дпинам. Устройство следующим образом. Кипа 8 подается на подъемно-опуск ной конвейер 1, находящийся в нижнем положении, и посредством цепей доставляется в зону пакетирования до упора 19, где по сигналу крнечного выключателя (не показан) отключаетСИ привод перемещения цепей и начина ется подъем конвейера 1. В этой пози ции боковые прижимы 2 разведены и образуют пространство для прохождени кипы. Подъем конвейера 1 осуществляется посредством шарнирно-рычажного механизма 4, приводимого в действие гидроцилиндром 5, шарнирно закреплен ным под конвейером. При перемещении конвейера вверх свободные концы рычагов 12 в определенный момент начинают взаимодейст вовать с неподвижными упорами 14, закрепленньши жестко на раме З.По мере подъема конвейера 1 рычаги 12 проворачиваются под действием упоров 14 вокруг шарниров и воздействуют посредством катков 13 на выдвижную каретку 10, которая начинает перемещаться по цилиндрическим стержням 16 вверх относительно поверхностей цепей транспортера. При этом выдвижная каретка 10 выходит через окно 18 выше цепей и кипа 8 ложится на ролики 11 выдвижной каретки 10. После окончания подъема конвейера 1 по сигналу путевого выключателя (не показан) срабатывают боковые прижимы, которые, выдвигаясь, центрируют и зажимают кипу, при этом кипа свободно перемещается по роликам 11.Кипа 8 фиксируется боковыми приркимс1ми 2, а конвейер опускается для приема второй кипы. При этом (иычаги 12,освобожденные от воздействия упоров 14, под действием пружин 15 возвращаются в исходное положение, а выдвижная каретка 10 под действием собственного веса опускается на катки 13 рычагов 12. Вторая кипа перемещается по цепям конвейера до упора 19, за счет чего исключается смещение кип в пакете друг относительно друга в направлении продольной оси конвейера. Конвейер поднимает вторую кипу и по сигналу фотоэлементов (не показаны) устанавливает ее под первой кипой, зафиксированной боковыми прижимами 2. Боковые прижиьвл 2 расходятся, первая кипа ложится на вторую и пакет из г двух кип снова перемещается вверх. Выдвижная каретка 10, как и в первом цикле подъема, под действием Еялчагов 12 поднимается выше уровня; цепей и пакет из двух кип ложится на ролики 11. После завершения подъема конвейера 1 боковые прижимы 2 вновь сдвигаются и центрируют кипы в пакете друг относительно друга, а сам пакет - относительно продольной оси конвейера. Таким образом образуется пакет из двух кип без смещения кип, друг относительно друга. После фиксации пакета из двух кип боков д И прижимами 2 конвейер 1 опускается дяя приема следующей кипы. Цикл повторяется до набора пакета из необходимого количества кип. Затем конвейер 1 с пакетом.кип опускается в нижнее положение, после чего упор . 19 опускается и пакет выдается к следующему транспортирующему устройству. в предлагаемом устройстве наличие выдвижной каретки с неприводным рольгангом позволяет исключить повреяздения кип при их центрировании и фиксации боковыми прижимами, снизить нагрузки на узлы подъемно-опускного конвейера и уменьшить затраты энергии Б приводе боковых прижимов. Тем самым значительно повышается качество сформированного пакета и улучшается условия работы устройства. Использование предлагаемого изобретения позволяет исключить потери, связанные с повреждением упаковки.
Фиг г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| (прототип). | |||
