1
Изобретение относится к технике автоматического пакетирования штучных грузов.
Известны устройства для укладки изделий в стопу, содержащие укрепленные на их раме подающий конвейер, механизм выдачи пакета и механизм его формирования, оборудованный поддерживающими упорами, подвижными в горизонтальной плоскости для вертикального опускания рядов, а также подъемно-опускной стол.
Однако, известные устройства сложны по конструкции и непригодны для пакетирования тяжелых длинномерных ящиков, так как в них разделены функции подъема и опускания штабеля и удержания его на определенном уровне в процессе пакетирования.
Целью изобретения является достижение безударного пакетирования штучных грузов без поддонов.
Для этого пакетирование предлагается производить двумя парами вертикальных направляющих, в которых подвижно установлены штанги, каждая пара которых несет подвижно-опускную каретку, имеющую вертикальное возвратно-поступательное движение, передаваемое от двух параллельных бесконечных цепей, охватывающих блоки звездочек. Подвод и отвод траверс производится копирами, расположенными в каретках, причем копиры управляются теми же цепями.
С целью синхронизации движения механизмов пакетирующей машины механизм выдачи пакета выполнен в виде передвижной рельсовой тележки, приводимой в движение от привода подающего конвейера.
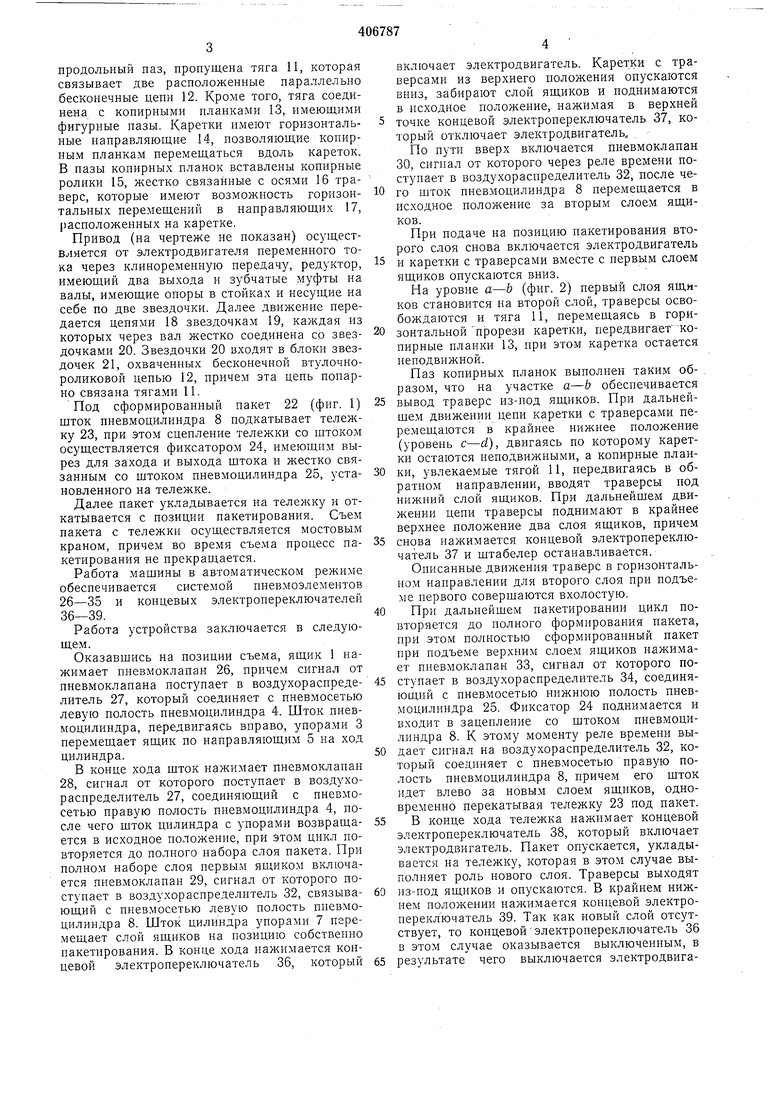
На фиг. 1 изображена принципиальная схема процесса; на фиг. 2 - кинематическая схема одной из стоек; на фиг. 3 - принципиальная схема управления.
Ящик 1 предварительно выравненный относительно конвейера выравнивателем (на чертеже не показан) поступает на цепном конвейере 2 на позицию съема. Прощелкивающимися в одном направлении упорами 3, расположенными на роликовых опорах, связанных со штоком пневмоцилиндра 4, ящик подается по направляющим 5 на позицию формирования горизонтального слоя 6. Сформированный слой прощелкивающимися в одном направлении упорами 7, расположенными на роликовых опорах, связанпых тягами со штоком пневмоцилиндра 8, подается на позицию формирования пакета.
Формирование происходит между двумя параллельно расположенными вертикальными направляющими 9, составляющими раму машины, в которых вертикально и возвратнопоступательно перемещаются две подъемноопускные каретки 10 (фиг. 2), по одной в каждой из стоек. Через каретку, имеющую продольный паз, пропущена тяга 11, которая связывает две расположенные параллельно бесконечные цепи 12. Кроме того, тяга соединена с копирными планками 13, нмеющими фигурные пазы. Каретки имеют горизонтальные направляющие 14, позволяющие копирным планкам перемещаться вдоль кареток. В пазы копирных планок вставлены копирные ролики 15, жестко связанные с осями 16 траверс, которые имеют возможность горизонтальных перемещений в направляющих 17, расположенных на каретке. Привод (на чертеже не показан) осуществляется от электродвигателя переменного тока через клиноремениую передачу, редуктор, имеющий два выхода и зубчатые муфты на валы, имеющие опоры в стойках и несущие на себе по две звездочки. Далее движение передается цепями 18 звездочкам 19, каждая из которых через вал жестко соединена со звездочками 20. Звездочки 20 входят в блоки звездочек 21, охваченных бесконечной втулочнороликовой цепью 12, причем эта цепь попарно связана тягами 11. Под сформированный пакет 22 (фиг. 1) шток пневмоцилиндра 8 подкатывает тележку 23, при этом сцепление тележки со щтоком осуществляется фиксатором 24, имеющим вырез для захода и выхода штока и лсестко связанным со щтоком пневмоцилиндра 25, установленного на тележке. Далее пакет укладывается на тележку и откатывается с позиции пакетирования. Съем пакета с тележки осуществляется мостовым краном, причем во время съема процесс пакетирования не прекращается. Работа мащины в автоматическом режиме обеспечивается системой пневмоэлементов 26-35 и концевых электропереключателей 36-39. Работа устройства заключается в следующем. Оказавщись на позиции съема, ящик 1 нажимает пневмоклапан 26, причем сигнал от пневмоклапана поступает в воздухораспределитель 27, который соединяет с пневмосетью левую полость пневмоцилиндра 4. Шток пневмоцилиндра, передвигаясь вправо, упорами 3 перемещает ящик по направляющим 5 на ход цилиндра. В конце хода щток нажимает пневмоклапан 28, сигнал от которого поступает в воздухораспределитель 27, соединяющий с пневмосетью правую полость пневмоцилиндра 4, после чего щток цилиндра с упорами возвращается в исходное положение, при этом цикл повторяется до полного набора слоя пакета. При полном наборе слоя первым ящиком включается пневмоклапан 29, сигнал от которого поступает в воздухораспределитель 32, связывающий с пневмосетью левую полость пневмоцилиндра 8. Шток цилиндра упорами 7 перемещает слой ящиков на нозицию собственно пакетирования. В конце хода нажимается концевой электропереключатель 36, который включает электродвигатель. Каретки с траверсами из верхнего положения опускаются вниз, забирают слой ящиков и поднимаются в исходное положение, нажимая в верхней точке концевой электропереключатель 37, который отключает электродвигатель, . По пути вверх включается пневмоклапан 30, сигнал от которого через реле времени поступает в воздухораспределитель 32, после чего шток пневмоцилиндра 8 перемещается в исходное положение за вторым слоем ящиков. При подаче на позицию пакетирования второго слоя снова включается электродвигатель и каретки с траверсами вместе с первым слоем ящиков опускаются вниз. Па уровне а-b (фиг. 2) первый слоя ящиков становится на второй слой, траверсы освобождаются и тяга 11, перемещаясь в горизонтальной прорези каретки, передвигает копирные планки 13, при этом каретка остается неподвижной. Паз копирных планок выполнен таким образом, что на участке а-b обеспечивается вывод траверс из-иод ящиков. При дальнейшем движении цепи каретки с траверсами перемещаются в крайнее нижнее положение (уровень с-d), двигаясь по которому каретки остаются неподвижными, а копирные планки, увлекаемые тягой 11, передвигаясь в обратном направлении, вводят траверсы под нижний слой ящиков. При дальнейшем движении цепи траверсы поднимают в крайнее верхнее положение два слоя ящиков, причем снова нажимается концевой электропереключатель 37 и щтабелер останавливается. Описанные движения траверс в горизонтальном направлении для второго слоя при подъеме первого соверщаются вхолостую. При дальнейшем пакетировании цикл повторяется до полного формирования пакета, при этом полностью сформированный пакет при подъеме верхним слоем ящиков иажимает пиевмоклапан 33, сигнал от которого поступает в воздухораспределитель 34, соединяющий с пневмосетью нижнюю полость пневмоцилиндра 25. Фиксатор 24 поднимается и входит в зацепление со штоком пневмоцилиндра 8. К этому моменту реле времени выдает сигнал на воздухораспределитель 32, который соединяет с пневмосетью правую полость пневмоцилиндра 8, причем его щток идет влево за новым слоем ящиков, одновременно перекатывая тележку 23 под пакет. В конце хода тележка нажимает концевой лектропереключатель 38, который включает лектродвигатель. Пакет опускается, укладывается на тележку, которая в этом случае выолняет роль нового слоя. Траверсы выходят з-под ящиков и опускаются. В крайнем нижем положении нажимается концевой электроереключатель 39. Так как новый слой отсуттвует, то концевойэлектропереключатель 36 этом случае оказывается выключепным, в езультате чего выключается электродвигатель и траверсы останавливаются в крайнем нижнем положении. К тому моменту, когда на направляющих 5 наберется новый слой ящиков, нажимается пневмоклапан 29, сигнал от которого поступает в воздухораспределитель 32, соединяющий с пиевмосетью левую полость пиевмоцилиндра 8, шток которого пойдет вправо, одновременно перемещая тележку с пакетом и новый слой ящиков. Новый слой ящиков включает концевой электропереключатель 36, включающий электродвигатель, после чего траверсы поднимают слой ящиков в крайнее верхнее положение и электродвигатель.отключается. Тележка с пакетом в крайнем правом положении нажимает пиевмоклапан 35, сигнал от которого поступает в воздухораспределитель 34, соединяющий с пневмосетью верхнюю полость пиевмоцилиндра 25, после чего фиксатор идет вниз, выходя из зацепления со щтоком пневмоцилиндра 8. В этот момент сигнал от пневмоклапана 30 поступает в воздухораспределитель 32 через реле времени. Воздухораспределитель соединяет с пневмосетью правую полость пиевмоцилиндра 8, щток которого перемещается влево за иовым слоем ящиков, при этом тележка с пакетом остается на месте. Предмет изобретения 1.Пакетоформирующая мащина, содержащая укрепленные на ее раме подающий конвейер, механизм формирования пакета и механизм выдачи пакета, отличающаяся тем, что, с целью безударного пакетирования щтучиых грузов без поддонов, механизм формирования пакета выполнен в виде двух пар вертикальных направляющих, в которых подвижно установлены щтанги, каждая пара которых иесет подъемно-опускную каретку с прямыми и профилированными в горизонтальной плоскости пазами с установленными в них копириыми роликами, связанными осями с грузоиесущей траверсой, причем на раме закреплены звездочки, огибаемые цепями, образующими вертикально-замкнутые контуры с горизонтальными участками, и на каждой цепи закреплена тяга, снабженная роликами, установленными в прямых пазах каретки. 2.Устройство по п. 1, отличающееся тем, что, с целью синхронизации движения механизмов пакетирующей мащииы, механизм выдачи пакета выполнен в виде передвижной рельсовой тележки, приводимой в движение от привода подающего конвейера.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИБИВКИ КРЫШКИ К КОРПУСУ ЯЩИКА | 1972 |
|
SU431006A1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1969 |
|
SU252917A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО МЕТАЛЛА В ПОТОКЕ ОБЖИМНОГО СТАНА | 1973 |
|
SU405617A1 |
| Установка для автоматической наплавки | 1973 |
|
SU524635A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ГРУЗОВ В МЯГКОЙ ТАРЕ | 1969 |
|
SU414165A1 |
| Устройство для загрузки и выгрузки изделий | 1989 |
|
SU1812409A1 |
| Устройство для пакетирования штучных изделий | 1987 |
|
SU1654179A1 |
| Устройство для перемещения листового материала | 1988 |
|
SU1581439A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ИЗДЕЛИЙ ИЗ БУМАЖНОВОЛОКНИСТОЙ МАССЫ | 1965 |
|
SU171730A1 |

:
%
Риг.1
