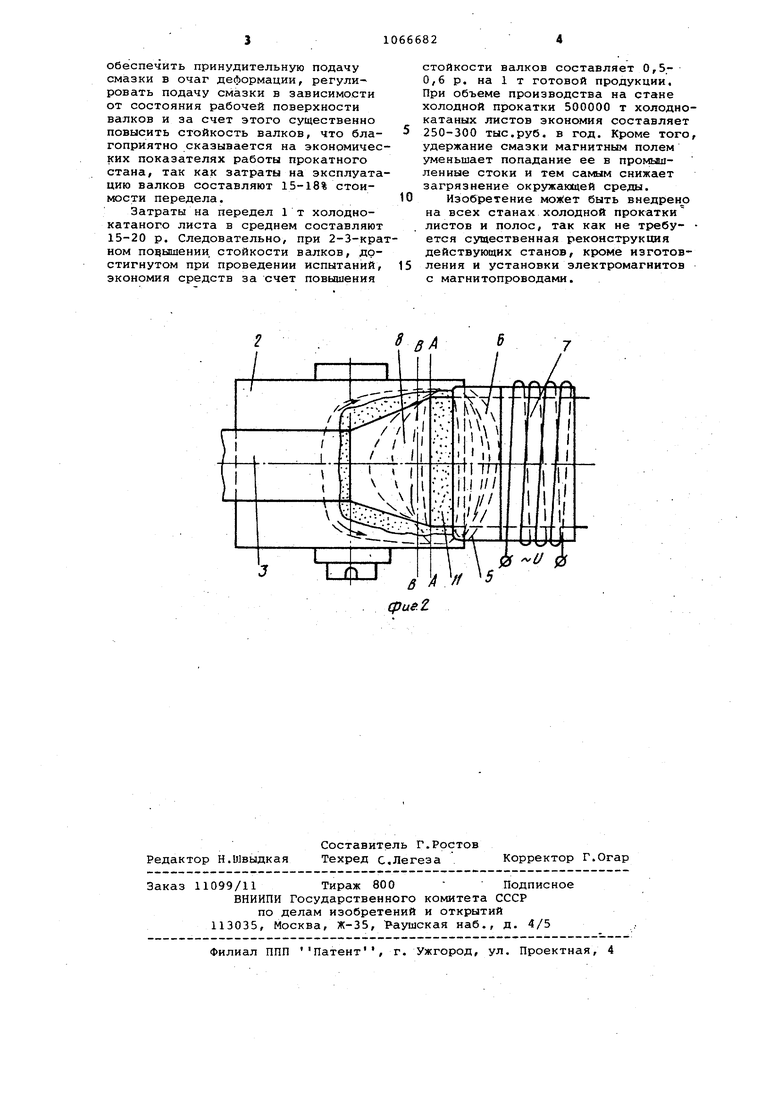
Изобретение относится к металлу гии и может быть использовано в прокатном производстве при производстве листов и полос из черных и цветных металлов, Известен способ подачи смазки, включающий подачу смазки со сторон входа в валки в зазор между металлом и поверхностью валков, причем объем поступления смазки в очаг деформации зависит от угла масляно го клина, вязкости и смачивающей способности смазки СХД. Однако этот способ не позволяет регулировать поступление в очаг деформации смазки в зависимости от износа рабочей поверхности в процессе эксплуатации валков. Известен способ подачи смазки в очаг деформации, включающий подачу ферромагнитной смазки в зазор между металлом и валком, созда в образующемся масляном клине подпора путем воздействия на него магнитным полем Е21. В указанном способе воздействие магнитного поля недостаточно эффективно, так как его влияние непосредственно на масляный клин сла бое, что не позволяет улучшить качество смазки рабочей поверхности валка в очаге деформации, а также регулировать ее поступление в очаг деформации в зависимости от состоя ния рабочей поверхности валков и материала прокатываемой полосы, чем повышается износостойкость рабочей поверхности валков. Цель изобретения - повьииение эф фективности воздействия магнитного поля и за счет этого снижение расхода электроэнергии и повышение ст кости валков. Поставленная цель достигается т что согласно способу подачй смазки в очаг деформации,, включающему подачу ферромагнитной смазки в зазор между металлом ивалком, созда ние в образующемся масляном клине подпора путем воздействия на него магнитным полем, в масляный клин вводят магнитопровод, максимум маг нитной индукции которого смещен от носительно линии касания поверхности валков с металлом в направлении прокатки полосы на 0,053,10 длины очага деформации. На фиг,1 схематически изображен эчаг деформации для реализации пре ложенного способа; на фиг.2 - то же, вид сверху (верхний валок не показан, чтобы не затемнять чертеж Способ подачи смазки в очаг деформации включает подачу смазки 1 в зазор между рабочей поверхностью валков 2 и металлом 3, при этом в .смазку введены частицы 4 ферромагн тика. На вход очага деформагдаи воздействуют магнитным полем 5, подводя его по магнитопроводам 6 от электромагнитов 7 в масляный клин 8, причем максимум 9 магнитной индукции смещен от линии АА касания металла 3 с валками 2 в направлении прокатки полосы на 0,05-0,10 длины очага деформации /j. , что соответствует линии ВВ. Под действием максимума индукции магнитного поля частицы ферромагнетика втягиваются в очаг деформации, вовлекая с собой за счет сил поверхностного натяжения смазку, в результате наблюдается создание подпора смазки, появление избыточного давления, причем величиной этого подпора можно управлять, меняя напряженность MaiHHTHoro поля, тем самыг можно управлять толщиной слоя 10 смазки в очаге деформации. После выхода из очага деформации (фиг,2) основной объем 11 смазки удерживается магнитным полем 5 и через зазор между валка -ш 2 по боковым торцам полосы прокатываемого металла 3 возвращается на вход очага деформации. (фиг.2г стрелки). Это позволяет значительно снизить расход смазки, уменьшить эагрязне.ние окружающей среды. Пределы положения максимут ла 9 магнитной индукции выбраны на основакии опытных данных исходя из следующего . При смещении максимума магнитной индукции от линии касания металла с валками АА в направлении прокатки полосы на расстояние менее 0,05 длины очага деформации Ч. наблюдается ухудшение заполнения зазора между рабочей поверхностью валков 2 и поверхностью прокатываемого металла 3, так как частища 4 ферромагнетика удерживаются силовыми магнитными- полями и препятствуют поступлению смазки 1 в очаг деформации, и уменьшается износостойкость рабочей поверхности валков. При смещении максимума 9 магнитной индукции от линии АА касания металла 3 с валками 2 в направлении прокатки на расстояние более 0,10 длины очага деформации уменьшается поступление смазки в очаг де-формации, так как действие силовых линий магнитного поля на частицы 4 ферромагнетика ослабевает,- в связи с чем снижается износостойкость рабочей поверхности валков. Внедрение изобретения возможно на действующих прокатных станах без их существенной реконструкции. Воздействие магнитного поля на смазку . с введенными в нее частицгхми ферромагнетика на входе в очаг деформации позволяет создать подпор смазки, обеспечить принудительную подачу смазки в очаг деформации, регулировать подачу смазки в зависимости от состояния рабочей поверхности валков и за счет этого существенно повысить стойкость валков, что благоприятно сказывается на экономичес ких показателях работы прокатного стана, так как затраты на эксплуата цию валков составляют 15-18% стоимости передела. Затраты на передел 1 т холоднокатаного листа в среднем составляют 15-20 р. Следовательно, при 2-3-кра ном повышении, стойкости валков, достигнутом при проведении испытаний, экономия средств за счет повышения стойкости валков составляет 0,50,6 р. на 1 т готовой продукции. При объеме производства на стане холодной прокатки 500000 т холоднокатаных листов экономия составляет 250-300 тыс.руб. в год. Кроме того, удержание смазки магнитным полем уменьшает попадание ее в промышленные стоки и тем самым снижает загрязнение окружающей среды. Изобретение может быть внедренр на всех станах холодной прокатки листов и полос, так как не требу- ется существенная реконструкция действующих станов, кроме изготовления и установки электромагнитов с магнитопроводами.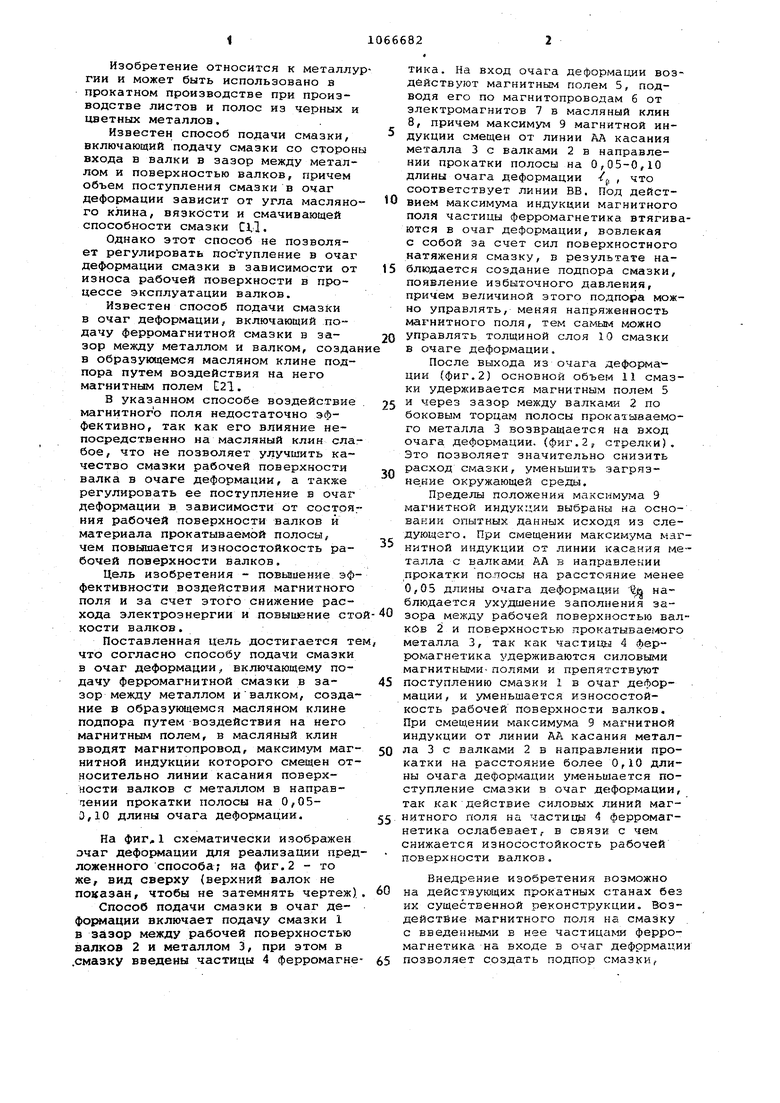
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗКИ В ОЧАГ ДЕФОРМАЦИИ | 2011 |
|
RU2481906C2 |
| СПОСОБ ПОРЕЗКИ ПОЛОСЫ | 2011 |
|
RU2456131C1 |
| Прокатный стан | 1977 |
|
SU638390A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2004 |
|
RU2271255C1 |
| Способ прокатки профилей | 1989 |
|
SU1750826A1 |
| РАБОЧАЯ КЛЕТЬ | 2011 |
|
RU2463119C1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| МАШИНА ПРАВКИ ПОЛОСЫ | 2010 |
|
RU2456109C1 |
| Прокатная клеть для измерения толщины слоя смазки при прокатке | 1980 |
|
SU899174A1 |
СПОСОБ ПОДАЧИ СМАЗКИ В ОЧАГ ДЕФОРМАЦИИ, включающий подачу ферромагнитной смазки в зазор между металлом и валком, создание в образующемся масляном клине подпора путем воздействия на него магнитным полем, отлич. ающийсятем, что, с целью повышения эффективности воздействия магнитного поля и за счет этого снижения рас- хода электроэнергии и повьляения стой-кости валков, в масляный клин вво- дят магнитопровод, максимум магнитной индукции которого смещен относительно линии каса«ия поверхности валков с металлом в направлении прокатки, полосы на 0,05-0,10 длины очага деформации. В f( 1 Щ-7. о о о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Теория прокатки | |||
| Материалы Всесоюз.ной научно-технической конференции | |||
| Пол редакцией А.П.Чекмарева | |||
| М., Металлургия С..432-434; 2..Авторское свидетельство СССР №701733, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
