Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов и сплавов, а также при прокатке неметаллических материалов.
Известен валок прокатного стана, в котором с целью защиты рабочей поверхности валка от электрохимического износа на валке установлена индукционная катушка и магнит (Германия, 42-43-599, М.кл. В 21 В 27/00, РЖ ИСМ N 15, 1995 г.).
Недостатком данного устройства является то, что оно не может служить для создания распределенного вдоль бочки валка компенсированного усилия прокатки и изменения межвалкового зазора с целью регулирования величины усилия, а значит и качества проката.
Известен наиболее близкий к предложенному способ продольной прокатки, включающий воздействие на заготовку в очаге деформации регулируемым магнитным потоком, вектор которого направлен вдоль образующих бочки валка (А.с. N 737032, М.кл. В 21 В 1/02, опубл. 1980 г.).
Недостатком этого способа является передача усилия прокатки на элементы клети и, как следствие, возникновение упругих деформаций станины, валков, подушек, что приводит к колебаниям межвалкового зазора и размеров профиля прокатываемой полосы, а следовательно, снижает качество готового проката. Для получения больших усилий прокатки необходимы большие токи, что приводит к перегреву валков, изменению теплового профиля валков, т.е. к снижению качества продукции. Кроме того, получение больших токов связано с определенными техническими трудностями.
Цель изобретения - повышение качества проката, стойкости валков и надежности оборудования.
Поставленная цель достигается тем, что в способе прокатки, включающем создание и использование регулируемого магнитного поля в очаге деформации, распределенное вдоль бочек валков компенсированное усилие прокатки создают с помощью взаимодействия электромагнитных сил отталкивания и/или притяжения между валками, размещая последние во внешнем электромагнитном поле поперек вектора магнитного потока. Регулирование распределенного компенсированного усилия можно осуществлять путем изменения тока в катушках электромагнитов, создающих основной магнитный поток, и путем перемещения вдоль бочек валков дополнительных магнитов (электромагнитов) или изменением воздушного зазора между полюсами электромагнитов (магнитов) и валком.
Распределенное вдоль бочки валков компенсированное усилие прокатки создают с помощью электромагнитной силы притяжения рабочих (опорных) валков друг к другу при размещении их во внешнем электромагнитном поле, которое можно рассчитать по формуле:
где P - сила взаимного притяжения валков, Н;
B - магнитная индукция, Тл;
S - суммарная площадь полюсов притяжения одного валка, м2
μo-4π•10-7 гн/м - магнитная проницаемость воздуха.
На фиг. 1 показана схема прокатной клети "Дуо";
на фиг. 2 показана схема прокатной клети "Кварто".
Способ осуществляется следующим образом. На электромагнитные катушки 1, 2, 3, 4 подается ток I от источника постоянного тока 5 такого направления, при котором магнитопроводы 6 и 7 обращены к валкам разноименными полюсами. При этом возникает магнитный поток φ1 , который за счет эксцентриситета "е" отводит валки от оси прокатки, давая возможность развести валки на величину требуемого межвалкового зазора h (условно не показан). После ввода полосы 8 в зазор между валками 9 и 10 полярность в одном из магнитопроводов 6 и 7 меняется на противоположную. При этом магнитопроводы 6 и 7 оказываются обращенными к валкам 9 и 10 одноименными полюсами. При этом возникают магнитные потоки φ2 и φ3, пронизывающие валки 9 и 10 и дополнительные магнитопроводы 11 и 12 в направлении, перпендикулярном плоскости прокатки. Создаваемые в этом случае силы притяжения P валков направлены навстречу друг другу, их равнодействующая равна нулю и, следовательно, упругие деформации клети отсутствуют. Привод валков условно не показан.
Для раздвижения валков клети "Кварто" используется дополнительный электромагнит 13, создающий магнитный поток φ4, с помощью которого изменяют также усилие, распределенное вдоль бочки валков 14 и 15 путем смещения электромагнита 13 к центру или к краю валков 14 и 15. Усилие прокатки P передается через валки 14 и 15 на рабочие валки 16 и 17, привод которых условно не показан. При взаимодействии магнитных потоков φ2 и φ3 с потоком φ4 происходит изменение магнитной индукции вдоль валков 14 и 15, за счет чего можно изменять давление валков 14 и 15 вдоль их образующих, т.е. контролировать и регулировать профиль прокатываемой полосы 8.
Пример. Расчет усилия прокатки (схема на фиг. 1). Диаметр валка D = 2 м, длина валка L = 2 м. Суммарная площадь полюсов S = πDL•K, где K - коэффициент охвата полюсами валка, K ≈ 0,6, тогда S = 3,14 • 2 • 2 • 0,6 = 7,54 м2, по формуле (1) при В = 2 Тл, имеем:
Мощность источника тока, сила тока I и параметры катушек подбираются так, чтобы в рабочих зазорах σ магнитная индукция была равна примерно 2 Тл.
Усилие, созданное между валками в очаге деформации, способно выполнять все функции прокатки на более высоком технологическом уровне, чем в существующих прокатных клетях, включая и процессы его регулирования.
Регулирование компенсированного усилия прокатки можно осуществлять как путем раздельного, так и совместного (фиг. 1 и 2):
- изменения тока в обмотках 1, 2, 3, 4;
- перемещения вдоль бочек валков, как основных, так и дополнительных электромагнитов (магнитов);
- изменения воздушных зазоров между полюсами электромагнитов (магнитов) и валками.
Применение указанного способа прокатки позволяет повысить качество проката за счет предотвращения таких дефектов как коробоватость, желобчатость, серповидность, поперечная и продольная разнотолщинность, связанных с недостаточной жесткостью клети.
Отсутствие изгибающих моментов в валках значительно повышает их долговечность. Упрощается управление процессом прокатки в связи с отсутствием в предлагаемых для реализации способа клетях нажимных механизмов, устройств для противоизгиба валков и их осевого перемещения. Регулирование профиля полосы и ее толщины осуществляется путем изменения тока в валках и катушках электромагнитов, т.е. непосредственно, а не с помощью инерционных систем, к которым относятся гидравлические и электромеханические устройства в существующих прокатных клетях. Применение указанного способа позволяет осуществлять прокатку жести в клетях "Кварто" взамен двадцативалковых клетей. Применение способа позволяет значительно поднять КПД прокатных клетей за счет уменьшения работы, затрачиваемой приводом валков на преодоление упругих деформаций элементов прокатной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ И ПРОФИЛЯ ПРИ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2216417C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |

Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов и сплавов, а также при прокатке неметаллических материалов. Способ прокатки включает создание и использование регулируемого магнитного поля в очаге деформации. При этом распределенное вдоль бочек валков компенсированное усилие прокатки создают с помощью взаимодействия электромагнитных сил отталкивания и/или притяжения между валками. Валки размещают во внешнем электромагнитном поле поперек вектора магнитного потока. Регулирование распределенного по требуемому закону компенсированного усилия можно осуществлять путем перемещения вдоль бочек валков дополнительных магнитов (электромагнитов) или изменением воздушного зазора между полюсами электромагнитов (магнитов) и валком. Регулирование равномерно распределенного, компенсированного усилия прокатки можно осуществлять за счет изменения тока в создающих основной магнитной поток катушках электромагнитов. Изобретение позволяет повысить качество проката, стойкость валков и надежность оборудования, 3 з.п.ф-лы, 2 ил.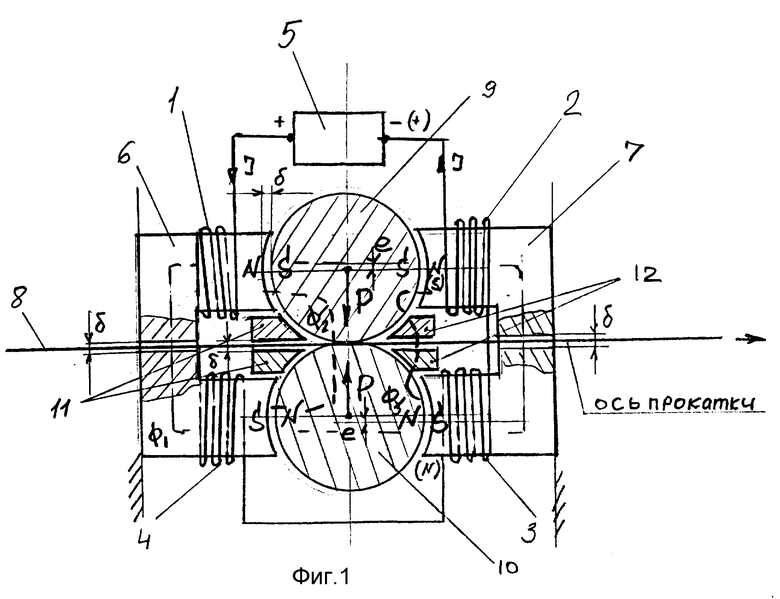
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
| Способ пластической деформации металлических листов | 1990 |
|
SU1784289A1 |
| DE 4243599 A1, 23.06.94. | |||

