а о
оо
Изобретение относится к обработке листового материала давлением, в частности к устройствам для получения деталей из тонколистового материала типа фольги или пленки.
Наиболее близким к предлагаемому по техническому решению и достигае мому эффекту является штамп для вырезки деталей из тонколистового материала типа фольги или пленки, содержащий рабочие инструменты - пуансон и матрицу , один из которых выполнен в виде упругой полой детали, режущий контур пуансона полнее режущего контура матрицы и расположён наклонно относительно зеркала матрицы Ij.
Недостатком этого штампа является невысокое качество вырезаемых де талей.
Цель изобретения - повышение качества получаемых деталей.
Цель додтигается тем, что штамп для вырезки деталей из тонколистового материала типа фольги или пленки, содержащий рабочие инструменты пуансон и матрицу, один из которых выполнен в виде упругой полой детали, режущий контур пуансона выполнен полнее режущего контура матрицы и расположен наклонно относительно зеркала матрицы, снабжен обоймой в которой установлена матрица с возможностью перемещения в плоскости, перпендикулярной оси штампа пружино расположенной в обойме с возможностью поджима матрицы в направлении прямой, параллельной оси штампа и проходящей через точку пуансона, наиболее близко расположенную к зеркалу матрицы, и средствами, предотвращающими перемещение матрицы вдоль оси штампа, пуансон выполнен с боковой поверхностью в виде усеченного конуса, а матрица выполнена в виде упругой полой детали.
Угол наклона режущего контура пуансона к горизонтальной плоскости составляет 8-12°.
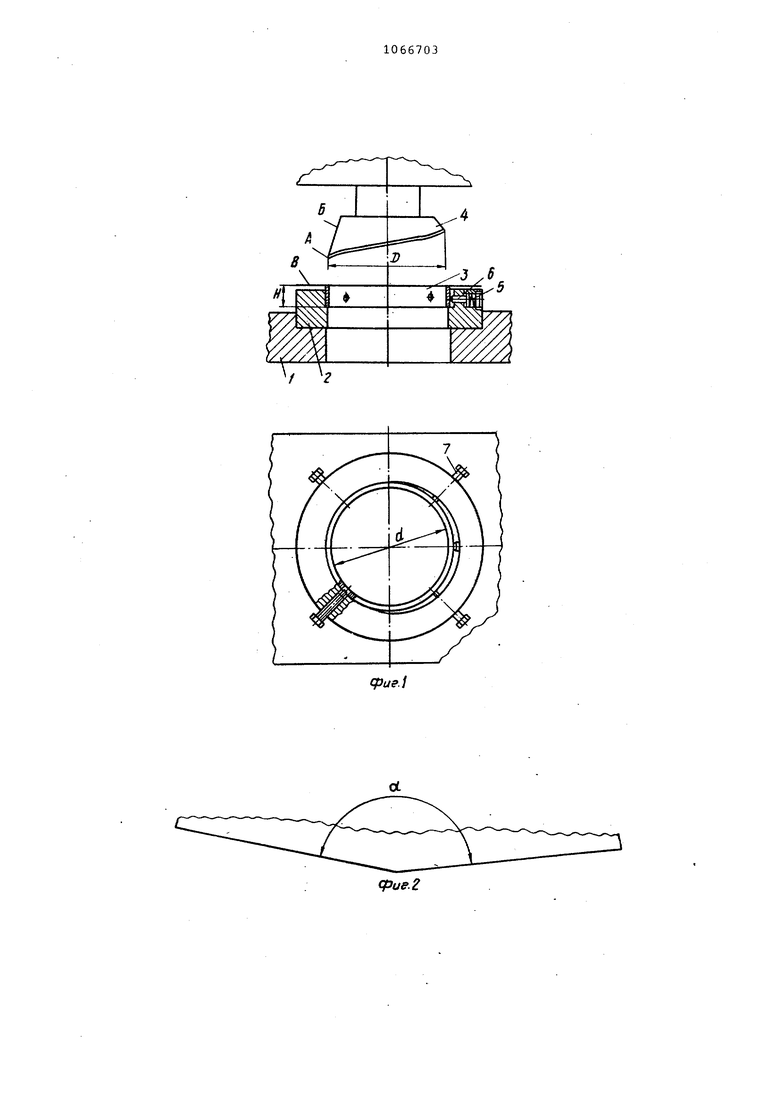
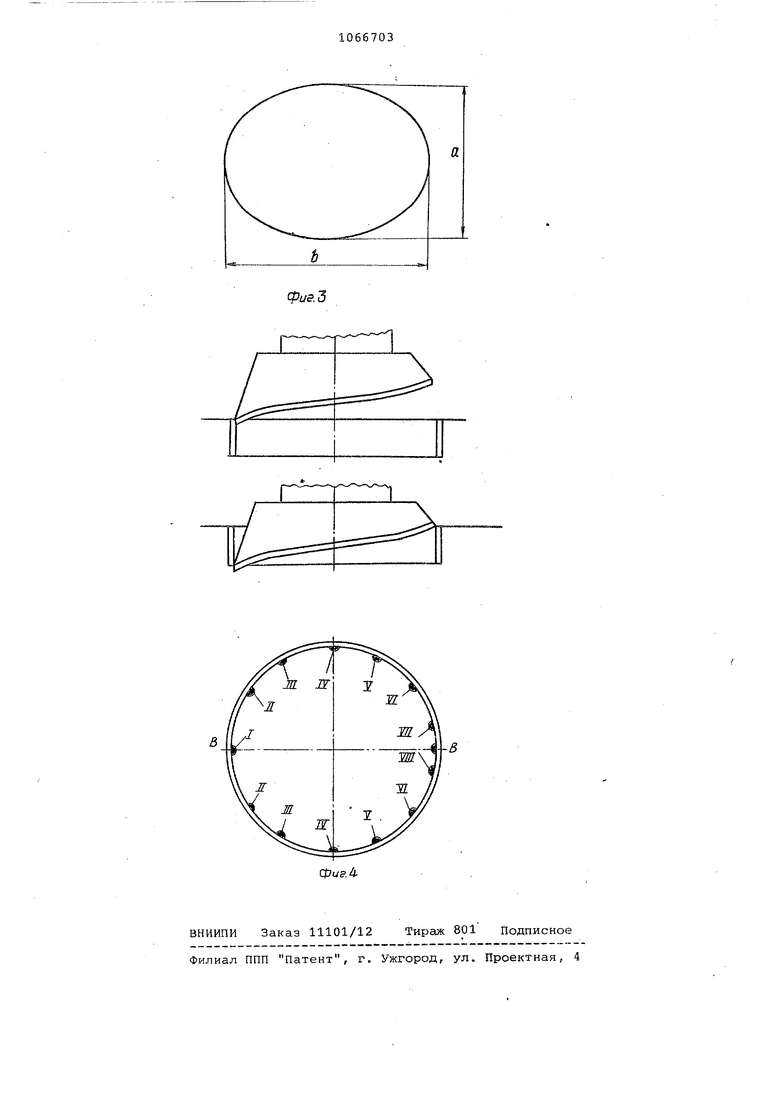
На фиг.1 показана схема штампа; на фиг.2 - развертка режущего контура пуансона; на фиг.3 - контур вырубаемой деталиj на фиг.4 - схема работы штампа.
На нижней плите 1 штампа распопожена обойма 2 и матрица 3, Последняя выполнена в виде тонкостенного упругого кольца и расположена вобойме 2 с возможностью перемещения в горизонтальной плоскости. Матрица 3 подпружинена в направлении примой , параллельной оси игеампа, проходящей через точку пуансона 4, наиболее близко расположенную к матрице, при помощи пружины 5 через толкатель 6.
Матрица 3 зафиксирована от вертикального перемещения винтами 7 , установочные концы которых входят в соответствующие отверстия матрицы на небольшую глубину не выходя на ео внутреннюю цилиндрическую поверхност и не препятствуя возвратно-поступательному перемещению пуансона.
Пуансон 4 выполнен с конической боковой поверхностью б .
Развертка режущего контура пуансона представляет собой ломанную линию с углом при вершине А у
156-164.
Штамп работает следующим образом.
Тонколистовой материал 8 укладывают на зеркало матрицы 3. При опускании верхней части штампа пуансон 4 вершиной А прокалывает обрабатываемый материал 3 в точке 1. При дальнейшем опускании пуансона происходит надрезка по дуге, причем контакт режущих кромок пуансона 4 и матрицы 3 происходит в двух точках которые по мере опускания пуансона скользят вдоль контура резания, занимая последовательно положения II, II и т.д., симметричные относительно оси В-В. В течение процесса вырезки благодаря отрицательному зазору матрице поджата к пуансону, разделение происходит подобно разделению ручными ножницами. На завершающем этапе разделения вершина А пуансона выходит из контакта с матрицей, что позволяет последней сместиться вправо, пропуская пуансон. Разделение завершается в точке VI11.
При подъеме пуансона установленны концы винтов 7 удерживают матрицу от перемещения вверх вместе с пуансоном.
Вырезанная деталь выталкивается напровал в тару последующими деталям
Предлагаемое устройство позволяет повысить качество вырезаемых деталей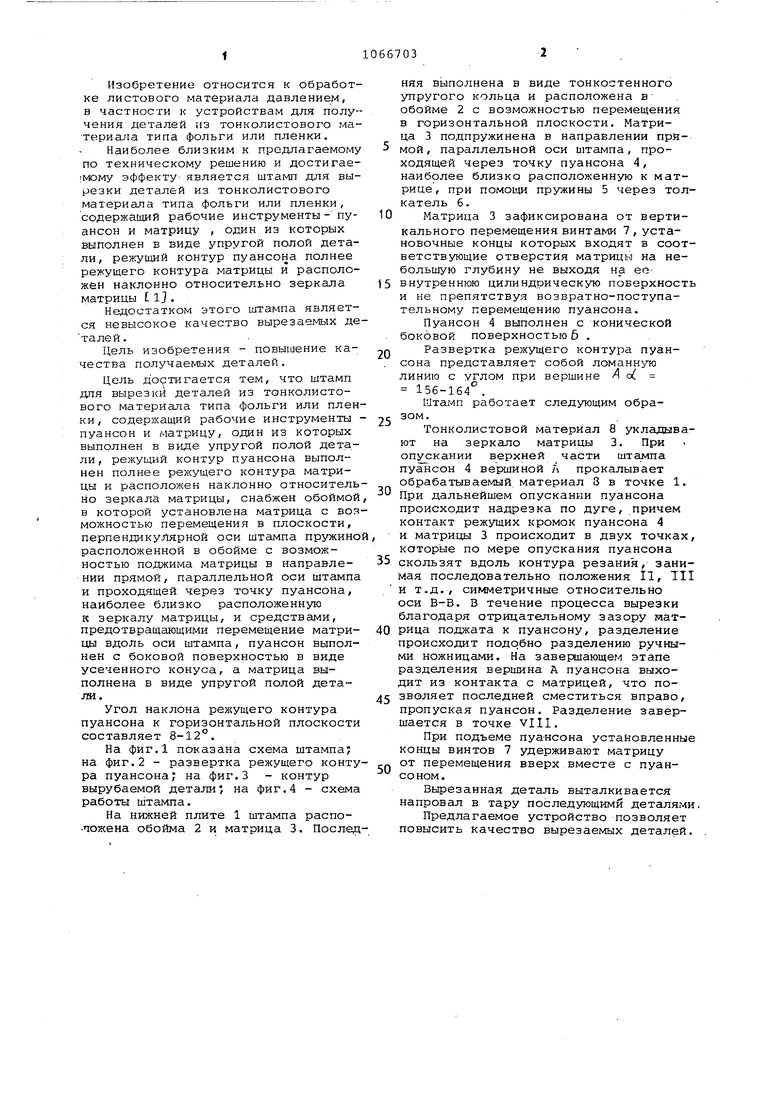
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА ТИПА ФОЛЬГИ | 1972 |
|
SU428826A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для разделения листового ма-ТЕРиАлА | 1979 |
|
SU804097A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
1: ШТАМП ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА ТИПА ФОЛЬГИ ИЛИ ПЛЕНКИ, содержащий рабочие инструменты - пуансон и матрицу, один из которых выполнен в виде упругой полой детали, режущий контур пуансона выполнен полнее режущего контура матрицы и расположен наклонно относительно зеркала ма трицы, отличающийся тем, что, с целью повышения качества получаемых деталей, он снабжен обоймой , в которой установлена матрица с возможностью перемещения в плоскости, перпендикулярной оси штампа, пружиной , расположенной в обойт е, с возможностью поджима матрицы э направлении прямой, параллельной оси штампа и проходящей через точку пуансона, наиболее близко расположенную к зеркалу матрицы, и средствами, предотвращающими перемещение матрицы вдоль оси штампа, пуансон выполнен с боковой поверхностью в виде усеченного конуса, а матрица выполнена в виде упругой полой детали. 2. Штамп по п.1, отличаю- § щ и и с я тем, что угол наклона (Л ре хуцего контура пуансона к горизднтальной плоскости составляет 8-12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА ТИПА ФОЛЬГИ | 1972 |
|
SU428826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
