Изобретение относится к области обработки металлов давлением и может быть использовано в различных отраслях машиностроения для изготовления полых деталей,
Целью изобретения является повышение качества и расширение диапазона изготавливаемых деталей по высоте.
На фиг,1 изображено исходное положение штампа, справа от оси положение штам- па после вытяжки в целом листовом материале; на фиг.2 - слева от оси изображено положение штампа после вырезки
контура заготовки, слева - заключительный момент вытяжки детали, на фиг 3 - варианты штампа с применением регулировочных прокладок, слева от оси пример размещения ее в нижней плите штампа, справа - в плите буфера.
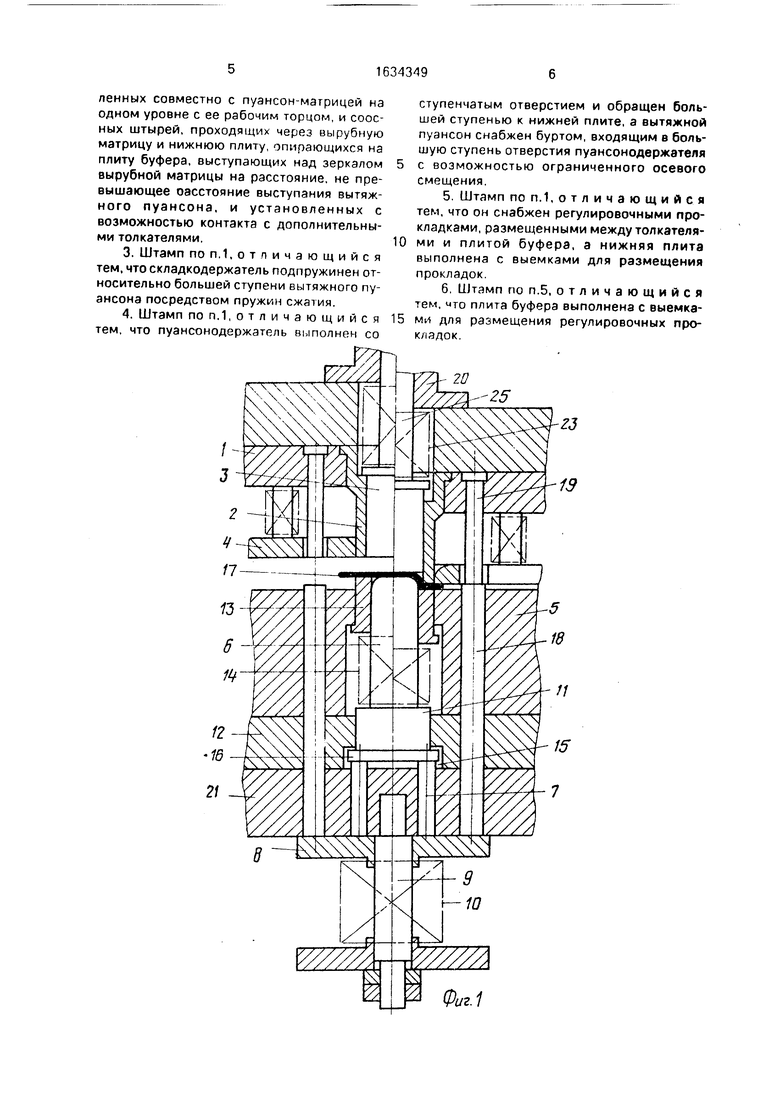
Штамп для изготовления полых деталей содержит в верхней части закрепленную з держателе 1 пуансон-матрицу 2, выталкиватель 3 и подпружиненный прижим 4. В нижней части штамп содержит вырубную матрицу 5, вытяжной пуансон 6, опирающийся через толкатели 7 на плиту 8 буфера 9,
о со
.N
СА)
Ьь Ч)
снабженного упругим элементом 10. Вытяжной пуансон 6 имеет дополнительную ступень 11, размещенную в отверстии пуан- сонодержателя 12 с возможностью осевого перемещения. На рабочей части вытяжного пуансона 6 установлен складкодержатель 13. Между ступенью 11 вытяжного пуансона 6 и складкодержателем 13 установлена пружина 14 сжатия.
Пуансонодержатель 12 имеет большую ступень отверстия 15, глубина которой превышает суммарное значение высоты бурта 16 вытяжного пуансона 6 и толщины штампуемого материала 17. На периферийной части торца плиты 8 установлены штыри 18, соосно которым в держателе 1 закреплены дополнительные толкатели 19.
Верхняя часть штампа хвостовиком 20 крепится к ползуну пресса (не показан) и связана с нижней плитой 21 штампа направляющими колонками и втулками (не показаны).
В исходном положении штампа плита 8 вплотную поджата к нижней плите 21 штампа упругим элементом 10, штыри 18 при этом могут быть установлены выше зеркала вырубной матрицы 5 на величину, равную толщине штампуемого материала 17, а дополнительные толкатели 19 расположены заподлицо с рабочим торцом пуансон-матрицы 2, что упрощает их установку и улучшает условия эксплуатации штампа.
Заданная глубина ступени 15 в пуансо- нодержателе 12 обеспечивает требуемое перемещение пуансона 6 при вырезке контура заготовки и тем самым приостанавливает процесс вытяжки в этот момент.
Диаметр рабочего отверстия вырубной матрицы 5 выполняется исходя из конкретных размеров готовой детали по высоте.
Для уточнения высоты штампуемой детали необходимо в штампе изменить распо- ложение рабочего торца вытяжного пуансона 6 относительно зеркала вырубной матрицы 5 за счет изменения толщины регулировочной прокладки 22.
Штамп работает следующим образом. Листовой материал устанавливают в рабочую зону штампа. При движении вниз пуансон-матрицы 2 листовой материал 17 вместе со складкодержателем 13 опускается, а вытяжной пуансон 6, оставаясь неподвижным, осуществляет вытяжку. Для этого усилие упругого элемента 10 буфера 9 должно превосходить суммарное значение усилия, необходимого для вытяжки на данном этапе, усилия пружины 14 сжатия и усилия упругого элемента 23.
При дальнейшем опускании пуансон- матрица 2 осуществляет вырезку контура
заготовки по вырубной матрице 5. Одновременно с началом вырезки контура заготовки дополнительные толкатели 19, взаимодействуя со штырями 18, опускают плиту 8, а
вытяжной пуансон 6, освобождаясь от опоры, также опускается под воздействием пуансон-матрицы 2 и пружины 14 сжатия. В это время вытяжка не происходит. После окончания процесса вырезки в листовом ма0 териале 17 вытяжной пуансон опускается до нижней плиты 21 и останавливается, а пуансон-матрица 2 возобновляет вытяжку детали 24.
При обратном ходе готовая деталь 24 с
5 вытяжного пуансона 6 снимается складкодержателем 13 с помощью пружины 14 сжатия. Если деталь 24 остается в рабочем отверстии пуансон-матрицы 2, то она удаляется выталкивателем 3 с помощью стержня
0 25, взаимодействующего с поперечиной ползуна пресса (не показана), и упругого элемента 23. Листовой материал 17 снимается с пуансон-матрицы 2 с помощью подпружиненного прижима 4. Упругий элемент
5 10 буфера возвращает штыри 18 и вытяжной пуансон 6 в исходное положение.
Готовая деталь удаляется из рабочей зоны штампа с помощью, например, воздуха. Штамп позволяет получить требуемое
0 качество и стабильность высоты в готовых деталях. Кроме того, легко осуществляется переналадка штампа на изготовление деталей с другим размером по высоте, что позво- ляет ускорить процесс подготовки
5 производства за счет более широкого использования предложенного штампа. Формула изобретения
1.Штамп для изготовления полых деталей, содержащий закрепленные в верхней
0 части пуансон-матрицу, выталкиватель и прижим, установленные на нижней плите вырубную матрицу, вертикально подвижный подпружиненный складкодержатель, ступенчатый вытяжной пуансон, установленный
5 большей ступенью в пуансонодержателе на одном уровне со складкодержателем, а также плиту буфера с толкателями, отличающи и - с я тем, что, с целью повышения качества и расширения диапазона изготавливаемых
0 деталей по высоте, вытяжной пуансон установлен с возможностью ограниченного осе- вогп смещения, выступания над зеркалом вырубной матрицы и в контакте с толкателями буфера, а также снабжен узлом осевого
5 смещения, при этом плита буфера установлена с возможностью контакта с нижней плитой.
2.Штамп по п.1, отличающийся тем, что узел смещения пуансона выполнен в виде дополнительных толкателей, закрепленных совместно с пуансон-матрицей на одном уровне с ее рабочим торцом, и соос- ных штырей, проходящих через вырубную матрицу и нижнюю плиту, опирающихся на плиту буфера, выступающих над зеркалом вырубной матрицы на расстояние, не превышающее оасстояние выступания вытяжного пуансона, и установленных с возможностью контакта с дополнительными толкателями.
3.Штамп по п. 1,отличающийся тем, что складкодержатель подпружинен относительно большей ступени вытяжного пуансона посредством пружин сжатия.
4.Штамп по п. 1,отличающийся тем, что пуансонодержатель выполнен со
0
5
ступенчатым отверстием и обращен большей ступенью к нижней плите, а вытяжной пуансон снабжен буртом, входящим в большую ступень отверстия пуансонодержателя с возможностью ограниченного осевого смещения.
5.Штамп по п.1, отличающийся тем, что он снабжен регулировочными прокладками, размещенными между толкателями и плитой буфера, а нижняя плита выполнена с выемками для размещения прокладок.
6,Штамп по п.5, отличающийся тем, что плита буфера выполнена с выемками для размещения регулировочных прокладок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1973 |
|
SU505469A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |

Изобретение относится к листовой штамповке. Цель изобретения - повышение качества и расширение диапазона изготавливаемых деталей по высоте. Детали штампуют в переналаживаемом штампе совмещенного действия. За счет возможности регулировки глубины предварительной (до вырезки контура заготовки) вытяжки в целом листовом материале получают детали с различной высотой. Регулировку производят путем изменения выступания рабочего торца вытяжного пуансона (ВП) над зеркалом вырубной матрицы. В процессе вырезки контура заготовки вытяжка приостанавливается за счет совместного движения пуансона-матрицы с ВП. Опора ВП отжимается дополнительным толкателем штампа, что исключает излишнее растяжение штампуемого материала, позволяет улучшить качество полых деталей и повысить точность их размера по высоте. ВП установлен с возможностью ограниченного осевого смещения узлом смещения. Последний содержит дополнительные толкатели в верхней части штампа и штыри в нижней части. Штыри отжимают плиту буфера, на которую опирается ВП. Штамп имеет регулировочные прокладки, размещаемые между толкателями и плитой буфера. Под регулировочные прокладки в нижней плите или плите буфера выполнены выемки. 5 з.п ф-лы, 3 ил. (л с
ФигА
тмъ 1
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Машгиз, 1979, с | |||
| Орнито-геликоптер | 1919 |
|
SU442A1 |
| Телефонная трансляция с местной цепью для уничтожения обратного действия микрофона | 1924 |
|
SU348A1 |
