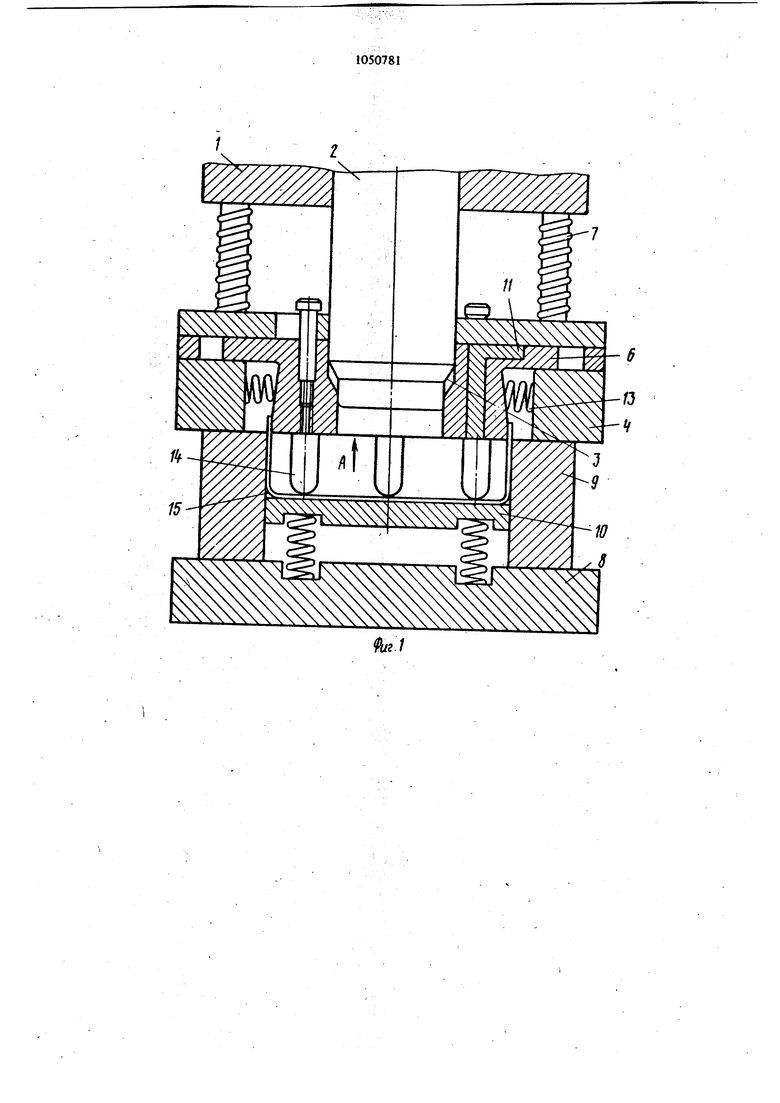
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки деталей из листового материала, и может бить использовано при обрезке кромок полых деталей. Известен штамп для обрезки кромок полы деталей, содержащий на нижней плите матрицу я выталкиватель, а на верхней плите пуансон в виде тарельчатой пружины с прорезями, образующими лепестки, на которых расположены ножи (1. Недостатком указанного щталота является сложность конструкщш пуансона ВгИзготочлеНИИ для обрезки деталей прямбутольных профилей с больщой разностью длины и щирины. Наиболее близким по технической сущнос, ти и достигаемому результату к предлагаемому является штамп Д71Я обрезки кромок полых деталей, содержащий матрицу с выталкивателем, жестко установленную на нижней плите, и размешенные на верхней плите систему клиньев, пуансон, состоящий из двух пар секций, расположенных с возможностью взаимодействия с клиньями и перемещен)Ь| одной пары противоположно лежащих секций в перпендикулярном направлении к перемещению другой пары в плоскости, перпендикулярной оси щтамна, и ограничитель высоты обрезки, выпол1сенный в виде обоймы, на которой уста новлены секции пуансона и один из торцов которой лежит в одной плоскости с режзоцими кромками секций пуансона 2. Недостатком указанного штампа является то, что при своем перемещении режущие кром ки секций пуансона не перекрьшают полностью весь периметр режущей кромки матрицы и су ществуют участки, где не происходит полиость разделения материала. Цель изобретения - повышение надежности обрезки. Указанная цель достигается тем, что в штампе для обрезки кромок полых деталей, содержащем матрицу с выталкивателем, жестко установленную на нижней плите, и размещенные на верхней плите систему клин| ев, пуансо состоящий из двух пар секций, расположенных с возможностью взаимодействия с клиньями и перемещения одной пары противоположно лежащих секций в перпендикулярном направлении к перемещению другой пары в плоскости, перпендикулярной оси штампа, и ограничитель высоты обрезки, вьшолненный в виде обоймы, на которой установлены секции пуансона и оди из тоцов которой лежит в одной плоскости с режущими кромками секций пуансона, в каждой секции одной из пар вьшолнеяы пазы, каждый из которых расположен со стороны, обращенной к смежной секции, и пуансон снабжен дополнительными режущими секциями по числу пазов, каждая дополнительная режущая секция установлена в пазу с возможностью взаимодействия со смежной секцией и снабжена упругим элементом. Обойма расположена с возможностью взаимодействия ннжним торцом с зеркалом матрицы. Взаимодействующие с клином поверхности секций пуансона, несущие дополнительные режущие секции, расположены ниже аналогичных псверхностей других секций. На фиг. 1 изображен щтамп для обрезки, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - последовательность работы секций пуансона при обрезке. Штамп содержит верхнюю плиту 1, на которой установлен стержень 2 с клиновыми поверхностями 3 и обойма 4, в которой установлены секции 5 и 6 пуансона и которая подпружинена пружинами 7, и нижнюю плиту 8, на которой установлена матрица 9 и выталкиватель 10. В секциях пуансона 6 выполнены пазы А, в которых установлены дополнительные режущие секции 11 с пружинами 12. Секции 5и6 подпружинены к обойме пружинами 13 и сиабжень фиксаторами 14. Штамп работает следующим образом. Заготовка устанавливается в матрицу 9. При ходе плиты 1 вниз заготовка 15 досылается в матрицу 9 фиксаторами 14, обойма 4 упирается в матрицу 9, пружины 7 сжимаются и стержень 2 своими поверхностями 3 перемещает сначала секции 5, так как их клиновые поверхности расположены выше, а затем секции 6. При перемещении секций 5 секции 11 выдвигаются из пазов А секции 6, а затем пермещаются вместе с ними, обеспечивая надежную обрезку всего контура. При поъеме плиты 1 пружина 7 возвращает обойму 4, а пружины 13 - секции 5 и 6 в исходное положение. Режущие кромки секций 5 и 6 могут быть вьшолнены с некоторым углом наклона по от-, ношению-. к обрезаемому контуру для уменьшения, си/i резания.. Внедрение изобретения позволит повысить надежность процесса обрезки.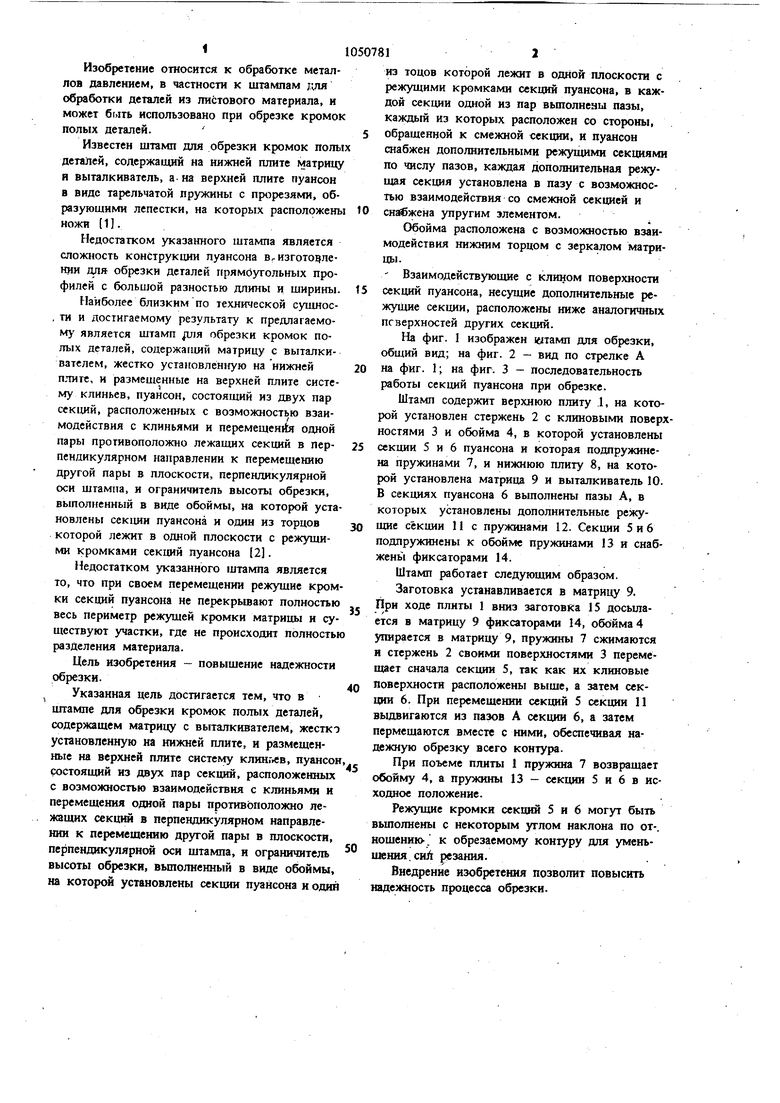
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп для обрезки кромок полых деталей | 1988 |
|
SU1546197A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для обрезки полых деталей | 1982 |
|
SU1123769A1 |
| Штамп для обрезки кромок пустотелых деталей | 1986 |
|
SU1368069A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |
1. ШТАМП ДЛЯ ОБРЕЗКИ КРОМОК ПО.ПЫХ ДЕТАЛЕЙ, содержащий матрицу с выталкивателем, жестко установленную на нижней плите; и размещенные на верхней плите систему клиньев, пуансон, состоящий из двух пар секций, расположенных с возможностью взаимодействия с клиньями и перемещения одной пары противоположно лежащих секций в перпендикулярном направлении к перемещению другой пары в плоскости, перпендикулярной к оси щтампа, и ограничитель высоты обрезки, вьшолненный в виде обоймы, на которой установлены секции пуансона, один из торцов которой лежит в одной плоскости с режущими кромками секций пуансона, от-; л и чающийся тем, что, с целью повышения надежности обрезки, в каждой секщш одной из пар выполнены пазы, каждый из которых расположен со стороны, обращенной к смежной секции, а пуансон снабжен дополнительными режущими секциями по числу пазов, каждая дополнительная режущая секши установлена в пазу с возможностью взаимодействия со смежной секцией и снабжена упругим элементом. 2.Штамп по п. 1,отличающййi с я тем, что обойма расположена с возможностью взаимодействия с нижним торцом с СЛ зеркалом матрицы. 3.Штамп по п. 1, о т л и ч а ю щ и и С с я тем, что взаимодействующие с клином поверхности секций пуансона, несущие допол.иительные режущие секции, расположены ниже аналогичных поверхностей других секций. СП о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU835669A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Малов А | |||
| Н | |||
| Технология холодной штамповки, М., Оборонгиз, 1949, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
