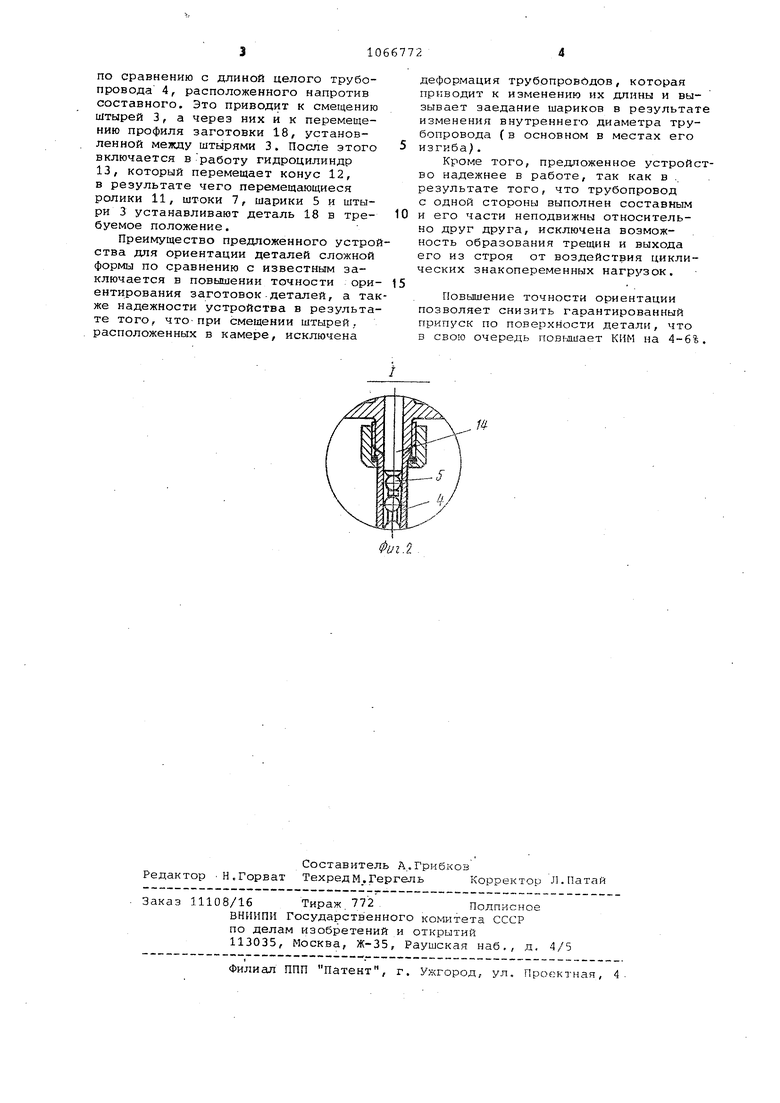
Изобретение относится к метгшлообработке, предназначено для ориентации деталей сложной формы относительно теоретического положения про филя детали перед обработкой и может быть использовано для иэготовле НИН деталей сложной формы в самоле тостроении, двигателестроении, судостроении. Известно устройство для (риентирования заготовок лопаток, содер жащее камеру с тремя парами соосно расположенных штырей расчетной длины и систему перемещения штырей, выполненную в виде рычагов, опирающихся на поверхность конусов, имеющих возможностьосевого перемещения Г1 . Недостатком указанного устройств является низкая точность ориентирования. Наиболее близким к предлагаемому является устройство для ориентации деталей сложной формы, содержащее камеру с соосно расположенными штыря ми и механизм перемещения этих шты рей, выполненный в виде конуса, уст новленного с возможностью перемещения вдоль своей оси, и .поджатых к его поверхности роликов, связанных со штырями посредством шариков, размещенных в трубопроводах, и меха низм смещения штырей с приводом 2 Известное устройство характеризуется невысокой точностью ориентации деталей, имеющих поверхность сложной формы, относительно теоретического положения профиля, детали, а также не достаточной надежностью устройства в работе. При смещении штырей происход деформация трубопроводов с размещенными в них шариками, соединяющих шты ри камеры и поверхность к:онуса, что приводит к заеданию шариков за счет изменения внутреннего диаметра трубопровода, а при длительной работе к выходу из строя трубопровода в результате длительного воздействия циклических знакопеременных нагрузок Цель изобретения - повышение точ ности ориентации и надежности его работы. Указанная цель достигается тем, что в устройстве для ориентации дет лей -сложной формы, содержащем камеру с соосно расположенными штырями и механизм перемещения этих штырей, выполненный в виде конуса, установленного с возможностью перемещения вдоль оси, и поджатых к его поверхности роликов, связанных со штырями посредством шариков, размещенных в трубопроводах, и механизм смещения штырей с приводом, механизм смещения штырей выполнен в виде двух .полуосей,противоположные концы ко торых контактируют с шариками, а внутренние концы соединены между собой посредством резьбы лротивоположного направления через втулку, на наружной поверхности которой выполнены зубья, предназначенные для взаимодействия с рейкой. Такое выполнение повышает точность ориентации и надежность работы устройства. На фиг. 1 представлена схема устройства для ориентации деталей сложной формы в разрезе -по одной из базовых точек в сечении профиля; на фиг о 2 - узел 1 соединения полуоси с, трубопроводом на фиг.1. Устройство содержит камеру, содержащую корпус 1 и крышку 2, в которых соосно расположены три пары не лежащих в одной плоскости подпружиненных штырей 3 расчетной длины, трубопроводы 4 с размещенными в них шариками 5, толкателями б и штоками 7. Трубопроводы 4 с одной стороны закреплены с помощью штуцеров 8 соосно подпружиненным штырям 3, а с другой стороны концы трубопроводов с помощью штуцеров 9 соосно закреплены на основании 10, и штоки 7 трубопроводов 4 опираются через ролики 11 на боковые поверхности .конуса 12, установленного в направляющих основания 10 и связанного со штоком гидроцилиндра 13. Трубопровод 4, соединяющий штыри 3 и ролик 11 со стороны корпуса 1 камеры выполнен из двух частей, имеющих полуоси 14, противоположные концы которых взаимодействуют с шариками 5, а внутренние концы полуосей имеют правую и левую резьбу и соединены втулкой 15, зубья которой находятся в зацеплении с рейкой 16, соединенной с приводом 17. Ориентация деталей сложной формы относительно теоретического положения профиля осуществляется следуюЕцим образом. Деогаль, имеющую поверхность сложной формы, например, заготовку лопатки 18 с измеренным ранее профилем, устанавливают в корпус 1 камеры и пОдводят к ее поверхности подпружиненные штыри 3. После этого закрывают кры1.ику 2 камеры, при этом подпружиненные штыри 3, установленные в крышке 2, поджимают деталь 18 к штырям 3, установленным в корпусе 1. В привод 17 подают импульсы, количество которых зависит от,величины ранее измеренных отклонений относительно теоретического положения поверхности заготовки 18. Рейка 16 начинает перемещаться и вращать втулку 15, которая перемещает связанные с ней резьбой противоположного направления полуоси 14. В результате длина составного трубопровода со штоком 7 и штырем 3 изменяется
ПО сравнению с длиной целого трубопровода 4, расположенного напротив составного. Это приводит к смещению штырей 3, а через них и к перемещению профиля заготовки 18, установленной между штырями 3. После этого включается в работу гидроцилиндр 13, который перемещает конус 12, в результате чего перемещеиощиеся ролики 11, штоки 1, шарики 5 и штыри 3 устанавливают деталь 18 в требуемое положение.
Преимущество предложенного устройства для ориентации деталей сложной формы по сравнению с известным заключается в повышении точности ориентирования заготовок деталей, а также надежности устройства в результате того, что-при смещении штырей, расположенных в камере, исключена
деформация трубопроводов, которая приводит к изменению их длины и вызывает заедание шариков в результате изменения внутреннего диаметра трубопровода (в основном в местах его
изгиба.
Кроме того, предложенное устройство надежнее в работе, так как в .. результате того, что трубопровод с одной стороны выполнен составным
0 и его части неподвижны относительно друг друга, исключена возможность образования трещин и выхода его из строя от воздействия циклических знакопеременных нагрузок.
Повышение точности ориентации позволяет снизить гарантированный припуск по поверхности детали, что в свою очередь повииает КИМ на 4-6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации заготовки лопаток | 1978 |
|
SU764928A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| УСТРОЙСТВО ДЛЯ ЗАПАСОВКИ В КАМЕРУ ЗАПУСКА И ИЗВЛЕЧЕНИЯ ИЗ КАМЕРЫ ПРИЕМА СРЕДСТВ ОЧИСТКИ И ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 2008 |
|
RU2390392C1 |
| Устройство для ориентирования заготовок лопаток | 1981 |
|
SU971608A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| КРЕСЛО ЛЕТНОГО ЭКИПАЖА С ЧАШКОЙ ПОД ПАРАШЮТ (ВАРИАНТЫ) | 2014 |
|
RU2583102C2 |
| Автооператор для установки корпусных деталей | 1959 |
|
SU129458A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К ПРОФИЛЕНАКАТНОМУ СТАНКУ | 2002 |
|
RU2240889C2 |
УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ СЛОЖНОЙ ФОР№1, содержащее камеру с соосно расположенными штырями и механим перемещения этих штырей, выполненный в виде конуса, установленного с возможностью перемещения вдоль своей оси, и поджатых к его поверхности роликов, связанныхсо штырями посредством шариков, размещенных в трубопроводах, и механизм смещения штырей с приводом, отличающееся тем, что, с целью повьлпения точности ориентации и надежности его работы, механизм смещения штырей выполнен в виде двух полуосей, противоположные концы которых контактируют с шариками,а внутренние концы соединены между собой посредством резьбы противоположного направления через втулку, на наружной поверхности которой выполнены зубья, предназначенные для С взаимодействия с рейкой. @ СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семеченко И.в | |||
| и Мирер Я.Г | |||
| Повышение надежности лопаток газотурбинных двигателей | |||
| М., Машгиз, 1971, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ориентации заготовки лопаток | 1978 |
|
SU764928A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
