(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЗАГОТОВКИ ЛОПАТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования заготовок лопаток | 1981 |
|
SU971608A1 |
| Устройство для ориентирования заготовок лопаток | 1982 |
|
SU1057230A1 |
| Устройство для ориентации деталей сложной формы | 1982 |
|
SU1066772A1 |
| Устройство для распределения припускаНА зАгОТОВКЕ лОпАТКи и зАлиВКи EE лЕгКО-плАВКиМ МАТЕРиАлОМ B бРиКЕТ | 1979 |
|
SU850340A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ПРИПУСКА НА ЗАГОТОВКЕ ЛОПАТКИ | 1990 |
|
RU2029666C1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| Устройство для распределения припуска на заготовке лопатки | 1976 |
|
SU655498A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Установка для скругления кромок пера лопаток | 1980 |
|
SU984829A1 |
Изобретение относится к станкостроению.
известно устройство для ориентации заготовки лопаток относитель- 5 но теоретического положения профиля пера лопатки, содержащее камеру с соосно расположенными штырями и систему перемещения этих штырей, выполненную в виде конуса, уста- Ю новленного с возможностью перемещения вдоль своей оси и взаимодействующих с его поверхностью роликов, связанных со штырями посредством шариков, размещенных в трубопроводах, |j один конец которых .неподвижен относительно камеры l.
Недостатком этого устройства является низкая точность ориентации заго-2л товки лопаток.
. Цель изобретения - повышение точнрсти ориентации.
Указанная цель достигается тем, что устройство снабжено кареткой с 25 приводом, установленной с возможностью перемещения в направлении, перпендикулярном оси конуса, и в которой закреплен другой конец трубопроводов.
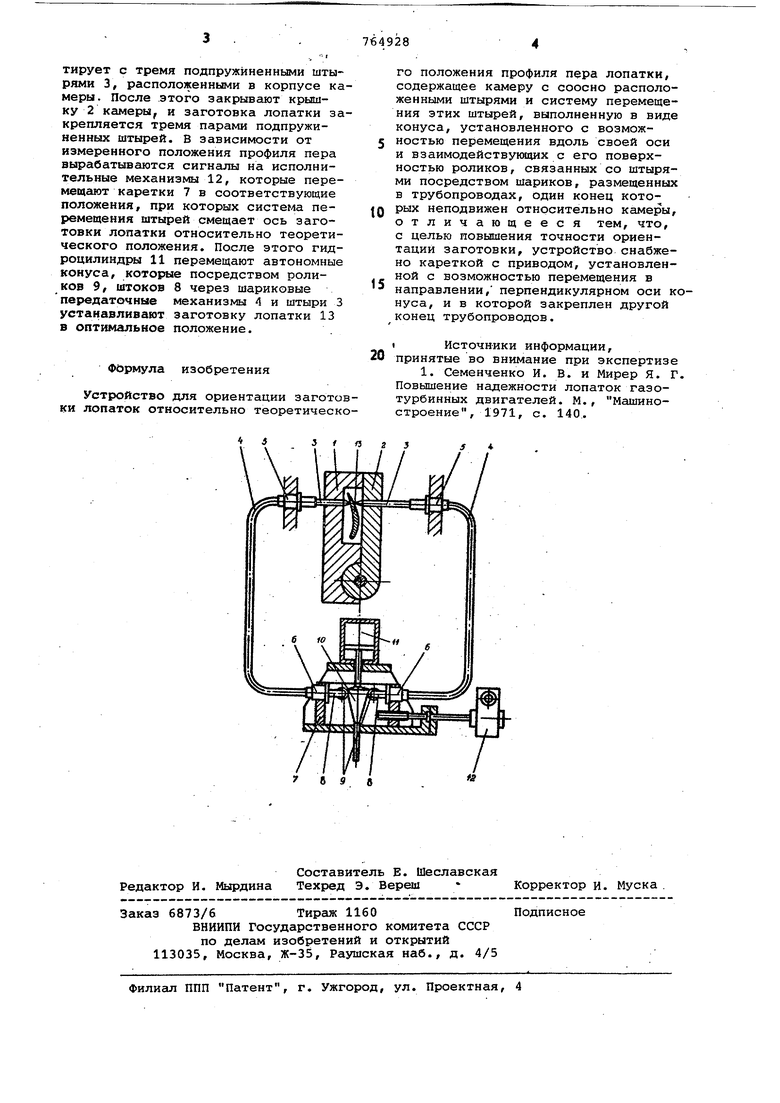
На чертеже изображена схема устройства для ориентирования заготоврк лопаток в разрезе по одной из базовых точек на перезаготовки лопатки.
Устройство содержит камеру, включающую в себя корпус 1 и крышку 2, в которых соосно расположены три пары, не лежащих в одной плоскости, подпружиненных штьзрей 3 расчетной длины, шариковые .передаточные механизмы 4, трубопроводы которых одними штуцерами 5 неподвижно закреплены относительно камеры и расположены соосно подпружиненным штырям 3, а другие штуцеры в соосно закреплены на каретке 7, штоки 8 через ролики 9, опирающиеся на боковые поверхности автономного конуса 10, перемещающиеся, в направляющих вдоль оси от гид- . родилиндра 11, и,исполнительный механизм 12, сообщакяций перемещение каретке 7.
Ориентирование заготовки лопатки осуществляется следукицим образом.
Заготовку лопатки с измеренным ранее профилем пера устанавливают Б корпус камеры 1 на базовые поверхности, при зтом профиль пера контактирует с тремя подпружиненными штырями 3, расположенными в корпусе камеры. После этого закрывают крышку 2 камеры, и заготовка лопатки закрепляется тремя парами подпружиненных штырей. В зависимости от измеренного положения профиля пера вырабатываются сигналы на исполнительные механизмы 12, которые перемещают каретки 7 в соответствующие положения, при которых система перемещения штырей смещает ось заготовки лопатки относительно теоретического положения. После этого гидроцилиндры 11 перемещают автономные конуса, которые посредством роликов 9, штоков 8 через шариковые передаточные механизмы 4 и штыри 3 устанавливают заготовку лопатки 13 в оптимальное положение.
Формула изобретения
Устройство для ориентации заготовки лопаток относительно теоретического положения профиля пера лопатки, содержащее камеру с соосно расположенными штырями и систему перемещения этих штырей, выполненную в виде конуса, установленного с возможностью перемещения вдоль своей оси и взаимодействукмцих с его поверхностью роликов, связанных со штырями посредством шариков, размещенных в трубопроводах, один конец которых неподвижен относительно камеры, отличающееся тем, что, с целью повышения точности ориентации заготовки, устройство снабжено кареткой с приводом, установленной с возможностью перемещения в направлении, перпендикулярном оси кнуса, и в которой закреплен другой конец трубопроводов.
I Источники информации, 20 принятые во внимание при экспертизе 1. Семенченко И. В. и Мирер Я. Г. Повышение надежности лопаток газотурбинных двигателей. М., Машиностроение, 1971, с. 140.
