Известны автооператоры, предназначенные для установки корнусных деталей в базировочное приснособленне, напрнмер, при загрузке агрегатных станков с поворотными столамн и являюпдиеся самоетоятельными кольцевымп автоматичеекимн линиями.
Отличительная особенность описываемого автооператора заключается в том, что его захват выполнен плавающим в п.юскости базирования посредством упругой муфты. Кроме того, базировочное пр способ.1енне снабжено конусными штифтами и клиповыми направ.чяющими, центрирующими деталь, и подпружиненной опорой для выравнивания детали относительно плоскости базировки.
Такое устройство автооператора обеспечивает сокрантение врел;ен), затрачиваемого на установку детали в приспособлении.
На фиг. 1 изображена схема ориентации детали на базовом зажимном приспособлении; ia фиг. 2-в плане муфта азтооператора; на фиг. 3 - муфта в осевом разрезе; на фиг. 4 - схематически )13ображен автооператор, установленный -л .|1П1ии станков с иаралле,1ьпо-последовательным агрегатированием; на фиг. 5 - то же, сечение по А - .4 на фиг. 4.
Обрабатываемые дета.ти устлшав.тиваются и закреп.:1яются на передвижных базировочных приспособлениях, которые, в свою очередь, укреплены на поворотном столе карусельного агрегатного стапка.
В описываемой системе транспортно-загрузочных устройств предварительная и окончательная ориентация детали относите.тьно рабочих инструментов станка происходит при посадке ее на базировочное зажимное приспособление станка.
Система базировки может быть обычная - плоскость и два отверстия. На базирвочком зажимном приспособлении / (фиг. 1) укрепляются клиновые направляющие, выполненные в в)(де наклонных щтырей 2. На концах фиксирующих щтифто) 3 приспособления де.частся направляющий конус под углом 15-20°.
№ 129458
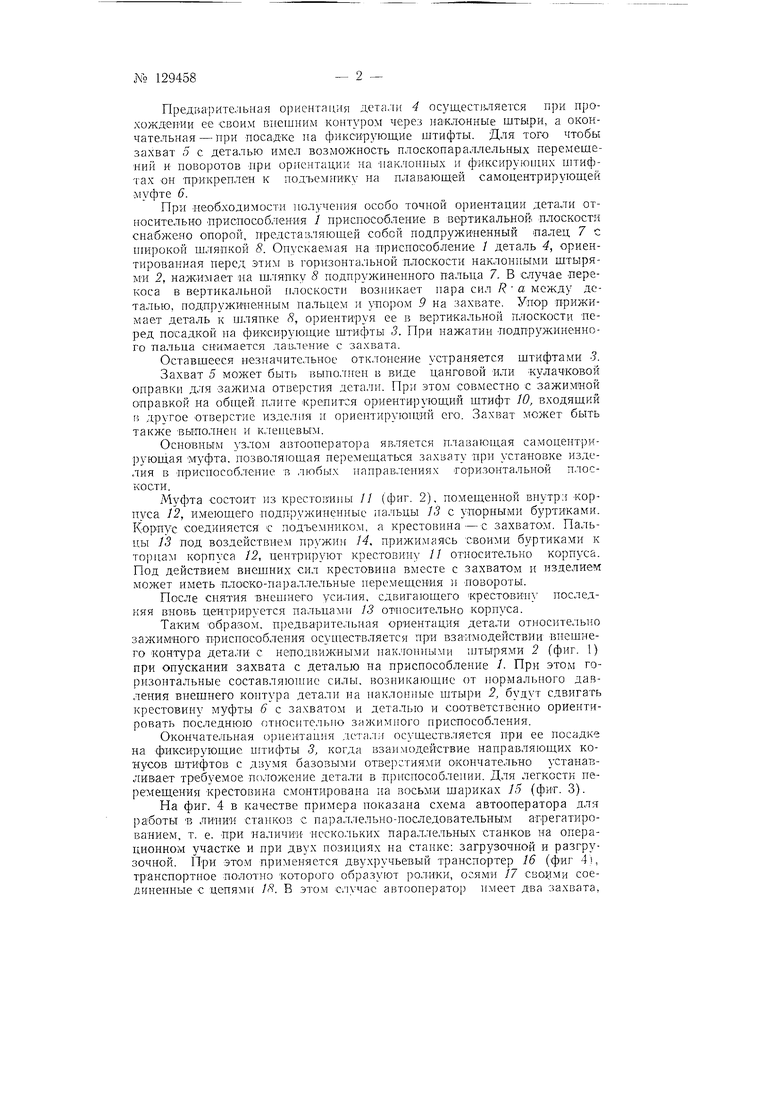
Предварительная ориентация дета.ти 4 осущести-ляется при прохождении ее своим внешним контуром через иаклонные штыри, а окончательная - при посадке на фиксируюш,ие штифты. Для того чтобы захват 5 с деталью имел возмол ность плоскопараллельных перемещений и поворотов При орнентациИ на наклонных и фиксируюи1нх Н1тифтах он -прикреплен к подъемнику на плавающей самоцентрирующей муфте 6.
При необходимости получения особо точной ориентации детали относительно лриспособлсНИя / приспособление в вертикальной плоскости снабжено опорой, нредставляюшей собой подпружиненный палец 7 с ншрокой шляпкой 8. Опускаемая на нриспособление / деталь 4, ориентированная неред этим в горизонтальной -плоскости наклонными штырям-и 2, нажимает иа шляпку 8 ноднрзокиненного п-альца 7. В случае перекоса в вертикальной плоскости возникает пара сил R а между деталью, ноднружнненным нальнем и упором 9 на зах-вате. Упор -п-рижимает деталь к шлян-ке , ориентируя ее в вертикальной плоскости -перед посадкой па фи-ксирующие штифты 3. При нажатии Подп-ружиненного ттальца снимается давление с захвата.
Оставшееся незначительное отк.гоненне устраняется штифтами 3.
Захват 5 может быть выно.тнен в виде цанговой нли кулачковой опра-вки для залсима отверстия детали. При этом совместно с зажимной отправкой на обтцей плнте крепится ориентирующий штифт 10, входящий к другое отверстие изделия и ориентируюн.дай его. Захват может быть также -выполнен и к.тегневым.
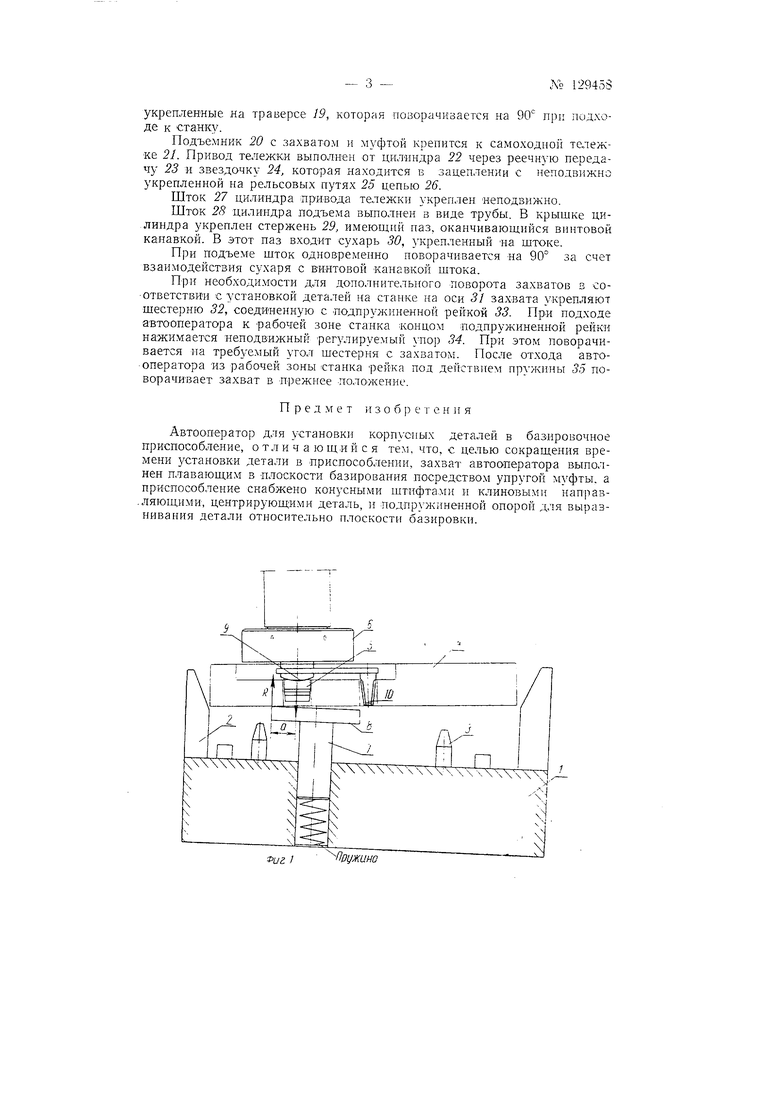
О-сновным узлом автоонератора является плавающая самонентрирующая М-уфта. позволяющая перемещаться захвату -нрн установке изделия в п-риснособление -в любых иаирав.пениях го-ризонтальной плоскости.
Муфта -состоит из крес7-ов-И11Ы // (фиг. 2), помещенной внутри -корпуса 12, имеющего подпружиненные иальцы 13 с упорными буртиками. Корпус соединяется с подъемником, а крестовина-с захватом. Пальцы 13 под воздействием пр-ужин 14, пpижи гaяcь своими бурт-и-ками к торнам корпуса 12, центр-нруют крестовину // относительно корпуса. Под действием внешних сил крестовнна вместе с захватом и изделием может иметь -плоско-параллельные иеремещения и повороты.
После снятия внешнего усилия, сдвигающего К-ресто-внн последняя в-новь центрируется пальнам-н 13 относительно ко-риуса.
Та-ким образом, предварительная о-риентация детали относительно зажимного -прнсио-соблеиия осуществляется при вза-имодействин внешнего контура детали с неподвижными наклонными шты-рямн 2 (фиг. 1) при опускании захвата с деталью на приспособление /. При этом горнзонтальные составляюнгие силы, возникающие от нормального давления внешнего контура деталн на наклонные штыри 2, будут сдвигать крестовину муфты 6 с захватом и деталью и соответственно ориентировать последнюю относительно зажимного приспособления.
О-кончательная ориентация дета.ти осуществ.ляется н-ри ее носадке на фиксирующие штифты 5, когда взаимодействие направляющих конусов штифтов с двумя базовымн отверс-гия:,1И окончательно устанавливает требуемое положение детали в -приспособлении. Для легкости неремещения крестовина сл-гонтирована на восьми шариках Л5 (фиг. 3).
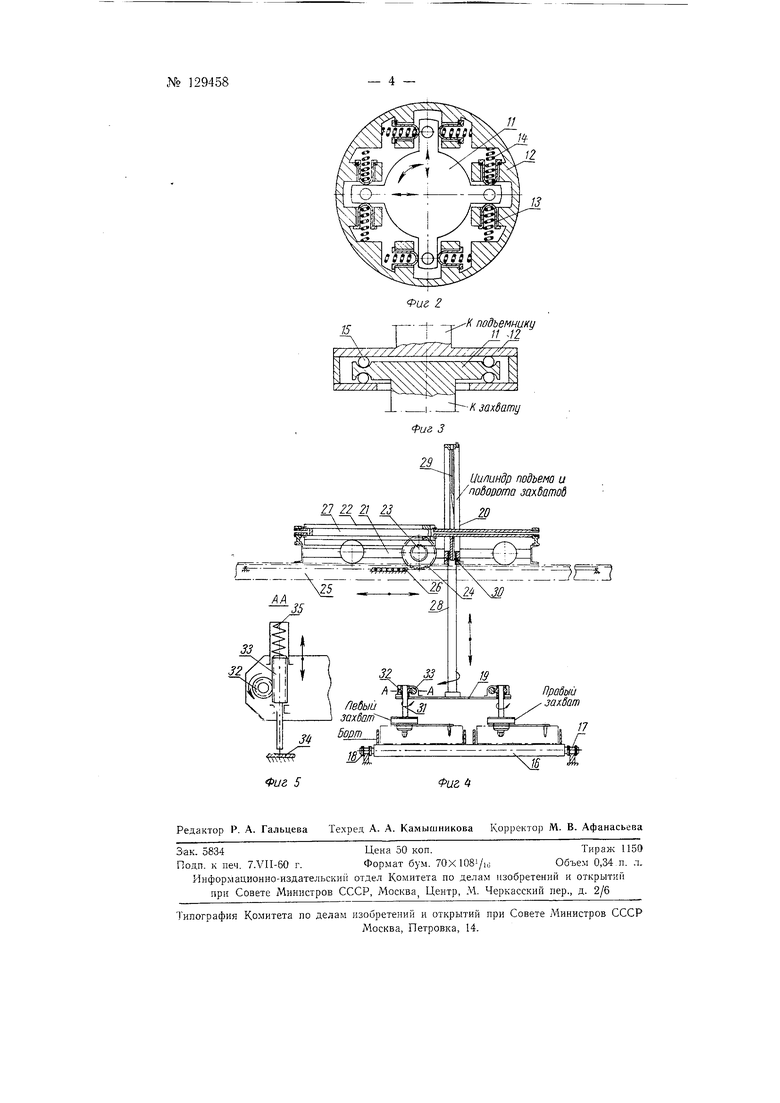
На фиг. 4 в качестве примера показана схема автооператора для работы в линии сташшв с нараллельно-последовательным агрегатированием, т. е. -при наличии- -неско,:1ькнх параллельных станков на операционном участке и нри двух нозициях на станке; загрузочной и разгрузочной. При этом применяется двухручьевый транспо-ртер 16 (фиг 4, транспортное по-лотно которого образуют ролики, осям-и /7 соединенные -с цепями 18. В этом iC/n-Hac автоонератор имеет два захвата.
укрепленные на траверсе 19, которая поворачивается на 90 при подхо 4прпленной на рельсовых путях 25 цепью 2Ь.
ТТТток 27 цилиндра привода тележки укреплен неподвижно.
Шток 28 цитГдра подъема выполнен в виде трубы. В крышке цилиндра укреплен стержень П имеющий паз. оканчивающийся винтовой канавкой В этот паз входит сухарь 30, укрепленный «а штоке.
При подъеме шток одновременно поворачивается на 90 .а счст
пГ ди;;: ти г. -™ , Сталей на станке на оси 5/ 52соединенную с лодпружиненной рейкой 33. При подходе аТоСтара Г Рабояей зоне .онцом нажимается неподвижный регулируемый упо 54. ,™°Рвто.on jSo;: Sni i;; rnS™:ncT:;sп -жи ы .5 поворачивает захват в прежнее положение.
Предмет изобретения Автооператор для установки корпусиых деталей в базнровочное
приспособление снабжено конусными щтнфталги п напр ,HMn, центрируюш;нми деталь, и .подпружиненной опорой для выраз ниваиия детали относительно плоскости базировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для установки корпусных деталей | 1985 |
|
SU1303369A2 |
| Устройство для обработки деталей на доводочном станке | 1984 |
|
SU1171297A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Устройство для подачи изделий к станкам автоматической линии | 1960 |
|
SU132549A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Ориентирующее устройство | 1989 |
|
SU1761437A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Устройство для обработки деталей на доводочном станке | 1990 |
|
SU1816667A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
fui /
-Поашно
