Предлагаемый способ относится к производству строительных материалов, в частности, к производству трехслойных панелей с утеплителем для ограждения стен и кровли зданий и сооружений, и может быть использован для изготовления наружных обшивок кровельных панелей как законченных элементов конструкций панелей без их дополнительной механической обработки.
- Наружная обшивка кровельных панелей представляет собой перфорированный гнутый профиль сложного поперечного сечения.
Известен способ изготовления гнутых профилей, заключающийся в перфорировании исходной полосовой заготовки на прессе с межоперационным перемещением заготовки на шаг подачи, профилировании заготовки на формовочном стане и резке перфорированной профилированной загр товки на участки мерной длины
Недостатком известного способа является его низкая производительность, невозможность обеспечить изготовление обшивок как готовых изделий для сборных конструкций кровельных панелей с утеплителем в связи с нестабильностью линии порезки
Наиболее близким к предлагаемому (прототип) является способ изготовления наружных обшивок для кровельных панелей с утеплителем, заключающийся в перфорировании исходной полосовой заготовки на
-xj 00
4 4 -А
оо
прессе с межоперационным перемещением заготовки на шаг подачи, профилировании непрерывно движущейся заготовки на формовочном стане и резке перфорированной профилированной заготовки на участки мерной длины с учетом расположения отверстий на автоматическом летучем прессе 2. ..Р,Я. ;
Недостатком известного способа (прототипа) являются его ограниченные техно- возможности из-за Пошаговой подачи исходной заготовки для перфорирования, К тому же с возможньГми о т клонени- ями шагов подачи от заданных, из-за отсутствия замков в обшивках для последующей механизированной сборки кровельных панелей, а также из-за низкой точности резки заготовки на участки мерной длины, вследствие накопления ошибок в измерении отрезаемых частей заготовки.
Целью предлагаемого способа является расширение его технологических возможностей.
Это достигается за счет того, что процесс перфорирования ведут при непрерывном движении заготовки, одновременно с перфорированием производят и отгибку лепестков для замковГ в -процессе перемещения заготовки из меряют величину шага подачи, сравнивают фактический шаг с заданным и, в случае их отличия, производят коррекцию величины подачи, а длину отрезаемой части заготовок измеряют числом шагов подачи. «,,..
Известное устройство для из готовления наружных обшивок для кровельных панелей с утеплителем содержит установленные в технологической последовательности формовочный стан, мерительные ролики с импульсным датчиком и отрезной летучий пресс с узлом управления, к первому входу которого электрически присоединен мм- пульСный датчик мерительных роликов.
С целью расширения его технологических возможностей устройство снабжено последовательно установленными перед формбвочнЫмстаном вторыми мерительными роликами со вторым импульсным датчиком, первым датчиком наличия металла, перфорированным летучим прессом с узлом управления, к первому входу которого под- клкзчен. второй импульсный датчик, датчиком перфорационных отверстий и установленным между первыми мерительными роликами и отрезным летучим прессом вторым Датчиком наличия металла, а также последовательно сШдине Шыми первым звеном И, первый вход которого присоединен ко второму импульсном у датчику, второй вход - к прямому выходу первого
датчика наличия металла, первым счетчиком, второй вход которого присоединен к инверсному выходу первого датчика наличия металла, первым звеном совпадений,
инверсный выход которого подключен к третьему входу первого звена И, прямой выход- ко второму входу узла управления перфорационным летучим прессом, и пёр- вым задатчиком длины, подключённым ко
второму входу первого звена совпадейий, а
таКжё вт б р ы м за да тч и ком дли н ы, первым и вторым одновибраторами, последовательно соединенными вторым счетчиком, к счетному входу кбтГорого присоединен второй
импульсный датчик, ко второму D-входу присоединен второй задатчик длины, а к третьему С-входу через первый одновибра- тор с задержкой присоединен выход узла управления перфорационным летучим
прессом, регистром памяти, к управляющему входу которого,присоединен через второй одновибратор выход узла управления перфорационным летучим прессом, вторым звеном И, вход которого присоединен к числовому выходу регистра памяти, а второй вход - к прямому выходу первого датчика наличия металла, и сумматором, к второму входу которого присоединен второй задатчик длины, а к третьему входу - знаковый
выход регистра памяти/а выход присоединен к третьему входу узла управления перфорационным летучим прессом, а также третьим и четвертым задатчикамй длины, последовательно соединенными с третьим
звеном И, первый вход которого присоединен к прямому выходу второго датчика наличия металла, вторым звеном совпадений, второй вход которого присоединен к третьему задатчику длины, а инверсный выход к третьему входу третьего звена И, четвертым звеном И, второй вход которого присоединен к выходу датчика перфорационных отверстий, четвертым счетчиком, второй вход которого присоединен к четвертому задатчику длины, нуль-органом и первым звеном ИЛИ, второй вход которого присоединен к инверсному выходу второго датчика наличия металла, а выход - к третьему входу четвертого счетчика, и, кроме того, пятым и шестым задатчикамй длины, последовательно соединенными с третьим звеном совпадений, первый вход которого присоединен к выходу четвертого счетчика, а второй вход - к пятому задатчику длины, и
первый триггер, второй вход которого присоединён к выходу узла управления отрезного летучего пресса, а выход - к первому входу четвертого звена И, причем шестой задатчик присоединен ко второму входу узла управления отрезного летучего пресса.
На чертеже приведена функциональная схема устройства для изготовления наружных обшивок для кровельных панелей с утеплителем, где приняты следующие обозначения.
Исходная металлическая полоса 1 разматывается мз рулона 2 и транспортным устройством 3 перемещается к мерительным роликам 4 и датчику 5 наличия металла. К мерительным роликам 5 пристроен импуль- сный датчик 6. Далее полоса 1 перемещается к перфорационному летучему прессу 7, пуансон и матрица которого предварительно разведены. Летучий пресс имеет узел 8 управления, в состав которого входят при- вод 9 продольного хода с блоком 10 управления и привод 11 пуансоное с блоком 12 управления. К приводу 9 пристроены импульсный датчик 13, путевой выключатель 14 и датчик 15 исходного положения.
Верхнее и нижнее положение матриц, летучего пресса 7 контролируются датчиками Соответственно 16 и 17 Датчик 15 подключен через регулятор 18 исходного положения и управляемый ключ 19 к входу назад блока 10 управления К этому же входу присоединен через управляемый ключ 20 источник 21 постоянного сигнала Назад.
К входу вперед блока 10 присоедине- ны через управляемый ключ 22 последовательно соединенные цифроаналоговый параболический преобразователь 23 и сумматор 24 с однополярным выходом. Ко второму входу последнего присоединен импульсный датчик б через преобразователь 25 частота-напряжениеВход цифроаналогового параболического преобразователя 23 связан со входом нуль-органа 26, который соединен последо- вательно со звеньями И 27 28 задержки, триггером 29, первый и второй выходы которого соединены соответственно с первым и вторым входами блока 12 управления приводом 11 режущих элементов летучего прес- са 7, Второй-вход звена И 27 соединен с входом управления ключа 22 и с выходом триггера 30. Вход управления ключа соединен с выходом триггера 31 и со входом звена 32 задержки, выход которого соеди- нен с S-входом триггера 30, S-вход триггера 31 соединен с R-входами триггеров 33 и 34 и с путевым выключателем 14, R-вход триггера 31 соединен также с выходом триггера 30. Вход управления ключа 20 соединен с выходом триггера 33. S-вход последнего соединен с R-входом триггера 30 и с выходом звена 35 И. Первый вход последнего присоединен к выходу триггера 34 и к R-входу триггера 29, а второй вход соединен с датчиком 16, S-вход триггера 34 соединен с датчиком 17.
К входам параболического преобразователя 23 и нуль-органа 26 присоединен выход цифрового интегратора 36 Первый и второй счетные входы последнего через звенья 37 и 38 И соединены с выходом звена совладения 39. Второй вход звена 37 И присоединен к импульсному датчику 13, а второй вход звена И 38 к импульсному датчику 6
Третий С-вход цифрового интегратора 36 соединен с выходом звена 35 И. Четвертый D-вход цифрового интегратора 36 соединен с выходом сумматора 40 с задатчиком 41 длины. Первый вход звена 39 совпадений соединен с задатчиком 42 длины. Ко второму входу звена 39 совпадений присоединен выход счетчика 43, первый вход которого присоединен к импульсному датчику 6 через звено И 44, а второй вход - к инверсному выходу датчика 5 наличия металла Ко второму входу звена И 44 присоединен прямой выход датчика 5 наличия металла, а к третьему входу - инверсный выход звена 39 совпадений
Датчик 15 исходного положения состоит из последовательно соединенных сельсин-датчика 45 и сельсин-трансформатора 46
Ко второму числовому входу сумматора 40 присоединен числовой выход регистра 47 памяти через звено И 48, к второму входу которого присоединен пря мой выход датчика 5 наличия металла.
Исходное положение оси перфорирующих элементов (пуансонов и матриц) летучего hpecca 7 обозначено цифровой 50, оси датчика 5 наличия металла - 51, а оси перфорации на полосе 1-52. Формовочным станом 53 полоса 1 непрерывно формуется в гнутый профиль 54 с перфорированными боковыми стенками и перемещается через ме- рительные ролики 55 с импульсным датчиком 56 к отрезному летучему прессу 57 Отрезной летучий пресс 57 имеет узел управления 58, аналогичный по составу и связям узлу управления 8. Отличие состоит лишь в том, что к третьему D-входу цифрового интегратора 36 присоединен задатчик 59 длины, а первый и второй входы цифрового интегратора 36 присоединены через звенья 14 37 и 38 к триггеру 60.
Ось исходного положения летучего пресса 57 обозначена цифровой 61.
Между осью 61 и мерительными роликами 55 установлен датчик 62 наличия металла, а между формовочным станом 53 и летучим прессом 7 установлен датчик 63 перфорационных отверстий
Прямой выход последнего соединен со счетным входом счетчика 64 через звено И 65 Вход сброса счетчика 64 соединен с ин- верйным выходом датчика 62 наличия металла. Выход счетчика 64 соединен с первым входом звена 66 совпадений, ко второму входу которого присоединен задатчик
67длины, равной расстоянию между осью
68установки датчика 62 И осью 61 исходного положения отрезного летучего пресса 57 Инверсный выход звена 66 совпадений присоединен к третьему входу звена И 65, а прямой выход звена 66 присоединен ко входу звена И 69. Через первый вход последнего к счетному входу счетчика 70 присоединен датчик 63 перфорационных отверстий, его прямой выход.
К информационному D-входу счетчика 70 присоединен задатчик 71 длины, ауправ- ляющий С-вход присоединен к инверсному выходу датчика 62 наличия металла через звено 72ИЛИ. Выход счетчика 70 присоединен к нуль-орТану 73 и к звену 74 совпадений, ко второму входу которого присоединен задатчик 75 длины, механически связанный с задатчиком 59 длины. Выход Нуль-органа 73 соединен также с С-входом счетчика 70 через второй вход звена ИЛИ 72. Выход звена 74 совпадений со- с S-входом триггера 60, и R-входу которого присоединен выход звена 35 И узла 58 управления. К счетному входу вычитающего счетчики 76 присоединен импульсный датчик 6. К второму, D-входу, счетчика 76 присоединен задатчик 41 длины, а к третьему, С-входу, присоединен через одновибратор 79 с задержкой выход узла 8 управления. Числовой и знаковый выходы счетчика 76 присоединены к первому и второму информационным входам регистра 47 памяти, а к управляющему. С-входу, последнего присоединен через одновибратор 80 выход узла 8 управления.
Работа устройства происходит следующим образом.
Исходная металлическая полоса 1 разматывается из рулона 2 и транспортным устройством 3 перемещается к перфорационному летучему прессу 7 Последним на полосе 1 в зоне боковых стенок гнутого профиля 54 накосятся с постоянным шагом перфорационное отверстия для ликвидации в панелях мостиков холода и одновременно выдйвлИваютс замки для последующего сцепления наружной и внутренней обшивок при сборке панелей. Затем перфорированная Полоса 1 формовочным станом 53 непрерывно формуется в гнутый профиль 54 и ffepeMeujaef ся к отрезному летучему прессу 57 для разрезания гнутого профиля 54 на
требуемые мерные длины. При этом разрезание на мерные длины производится по оси межперфорационных промежутков, которые, как было указано выше, наносятся на
полосу 1 летучим прессом 7 с постоянным шагом Дли этого управление летучим прессом 7 производится следующим образом,
Исходное положение 50 летучего пресса 7 устанавливается при включенном ключе
19, присоединяющем к входу Назад блока 10 регулятор 18 с датчиком 15, входящим сигнал обратной связи по положению летучего пресса 7. отличный от нуля при отклонении последнего от исходного положения
50.
Для возможности корректировки исходного положения 50 летучего пресса 7 применяется сельсин-трансформатор 46 датчика 15 исходного положения. Поворотом сельсмн-трансформатора 46 можно изменить положение сельсин-датчика 45 и соответственно оси 50 исходного положения, при котором выходной сигнал датчика 15 становится нулевым.
При подходе переднего конца полосы 1 к датчику 5 наличия металла последний срабатывает и с его прямого выхода подается сигнал на вход звена И 44. При этом звено И 44 начинает пропускать импульсы датчика
6 к счетному входу счетчика 43, поскЬльку на третьем входе звена И 44 присутствует сиг- нал с инверсного выхода звена 39 совпадений, Счетчик 43 отсчитывает импульсы датчика 6. число которых соответствует пути
перемещения полосы 1.
После перемещения переходного конца полосы 1 от датчика 5 к летучему прессу 7 на расстояние U:
40
Ln-UHV2.
(D
которое регламентируется задатчиком
42 длины на входе звена 39 совпадений,
последнее срабатывает, т.к. выходной сигнал счётчика 43 уравнивается с сигналом
задатчика 42.
В уравнении (1):
L-51 - расстояние между осями 51 и 50;
Ц - расстояние на полосе 1 между смежными осями полей перфорации 52, выполняемыми штампом летучего пресса 7; расстояние Ц, кроме того регламентируется задатчиком 41 длины на входе сумматора 40
При срабатывании звена 39 совпадений на его инверсном выходе сигнал исчезает, а на прямом появляется, При исчезновении сигнала на инверсном выходе звена 39 закрывается звено И 44, не пропускаются через него к счетному входу счетчика 43
импульсы датчика 6, прекращается изменение выхода счетчика 43, а звено 39 остается во включенном состоянии
Сигналом с прямого выхода звена 39 открываются звенья 37 и 38 И узла 8 управления и разрешается поступление счетных импульсов датчиков 6 и 13 к цифровому интегратору 36. Последний, отсчитывая импульсы датчика б контролирует перемещение первого поля перфорации, расположенного на переднем конце полосы 1, и его оси 52 к летучему прессу В момент открытия звеньев 37 и 38 И, или в момент срабатывания звена 39 совпадений, указанная выше ось поля перфорации 52 находится на расстоянии от оси 50 исходного положения летучего пресса 7, т.е. при перемещении переднего конца полосы 1 на расстояние (1) от оси 51 первая ось поля перфорации 52 на полосе 1 окажется на расстоянии LH от оси 50 Благодаря этому полоса 1 используется полностью, безотхо- дов переднего конца в обрезь. При поступлении в цифровой интегратор 36 импульсов датчика 6 на его выходе списывается предварительно введенное в него от задатчика 41 в качестве начальных условий число ц, соответствующее циклическим расстояниям на полосе 1 между смежными полями перфорации, циклически накладываемыми перфорационным лету- чим прессом 7.
По мере списывания числа Lu в цифровом интеграторе 36 уменьшается его выходной сигнал, что соответствует приближению оси поля перфорации 52 на полосе 1 к исходному положению 50 оси перфорирующих элементов летучего пресса 7
Пока сигнал на выходе интегратора 36, скорректированный для оптимизации момента включения летучего пресса 7 параболическим преобразователем 23, превышает сигнал противоположного знака преобразователя 25 частота-напряжение, пропорциональный скорости V полосы 1 на входе сумматора 24 с рднополярным выходом, выходной сигнал последнего нулевой. Когда очередная ось поля перфорации 52 на полосе 1 приблизится к оси 50, или так уменьшится выход цифрового интегратора 36, что выходной сигнал параболического преобразователя 23 станет меньше сигнала скорости V на входе сумматора 24, появляется сигнал на выходе последнего и на входе вперед блока 10 при включенном ключе 22,
После появления сигнала на входе управления вперед блока 10 привод 9 начинает перемещать по ходу полосы 1 летучий пресс 7. При этом на вход + цифрового
интегратора 36 поступают импульсы датчика 13, число которых пропорционально текущему перемещению летучего пресса 7 от исходного положения 50, и учитывает удаление пресса 7 от оси поля перфорации 52 на полосе 1.
Когда сигнал на выходе цифрового интегратора 36 становится нулевым (поскольку при разгоне пресса 7 поступления
0 импульсов от датчика 6 на вход - происходят с большей частотой, чем поступление импульсов на вход + от датчика 13), через сумматор 24 проходит только сигнал скоро-, сти полосы V, что соответствует совмеще5 нию оси 50 пресса 7 с осью 52 на полосе 1 и их синхронному перемещению При этом срабатывает нуль-орган 26 и через звено 27 И с задержкой по времени, определяемой звеном 28 задержки, включается триггер 29
0 Временная задержка звена 28 необходима для окончания переходных процессов синхронизации по скорости и по положению летучего пресса 7 с полосой 1 при совмещении оси 50 пресса 7 и оси поля перфорации 52
5 на полосе 1
При включении триггера 29 подается сигнал на вход Вниз блока 12 управления приводом 11 пуансонного штампа пресса 7, опускаются на полосу 1 пуансоны штампа и
0 производят вырез отверстий и выдавливание замков При опускании пуансонов штампа пресса 7 срабатывает датчик 17, включается триггер 34 и отключается триггер 29. С инверсного выхода последнего по5 дается сигнал на вход Вверх блока 12 и приводом 11 пуансоны пресса 7 возвращаются в исходное верхнее положение. При этом срабатывает датчик 16 и через звено 35 И при включенном триггере 34 включается
0 триггер 33 и выключается триггер 30. При этом отключается ключ 22 и от входа вперед блока 10 управления отсоединяется сумматор 24. т.е. снимается задающий сигнал скорости V.
5 Одновременно включается ключ 20 и к входу управления назад блока 10 присое.- диняется источник 21. Привод 9 реверсируется, и летучий пресс 7 перемещается к исходному положению 50. При подходе
0 пресса 7 к оси 50 срабатывает путевой выключатель 14, отключаются триггеры 33 и 34, ключ20,и выключается триггер 31 иключ 19. Последним к входу управления Назад блока 10присоединяется регулятор 18сдат5 чиком 15 исходного положения, которым ось пресса 7 совмещается с осью 50 исходного положения Затем с выдержкой времени звена 32 вновь включается триггер 30 и ключ 22, которым к входу Вперед блока 10 управления вновь присоединяется сумма
тор 24, т е блок 10 управления приводом 9 подготовлен к новому циклу выполнения операции перфорирования и выдавливания замков по очередной оси поля перфорации 50
Каждый новый цикл перфорирования полосы 1 летучим прессом 7 регламентируется циклической работой цифрового интегратора 36, К D-входу интегратора 36 присоединен задатчик 41 длины, выходной код которого , записываемый в каждом цикле в интегратор 36, представляет собой число импульсов датчика 6, которое размещается на длине одного поля перфорации полосы 1 Код задатчика 41, Написанный в интегратор 36, списывается в каждом цикле перфорации импульсами, датчика 6. Таким образом, каждый цикл перемещения полосы 1 на длину ц соответствует обнулению цифрового интегратора 36 по сигналам импульсного датчика 6, пристроенного мерительным роликом 4. При каждом очередном обнулении интегратора 36 повторяются описанные выше события по управлению приводом 9 для совершения очередного цикла перфорации полосы 1 и выдавливания при этом замков для последующего сцепления обшивок Контроль пЬстоянства шагов полей перфорационных отверстий, накладываемых летучим прессом 7 на полосе 1, осуществляется с помощью узлов схемы, состоящих из звеньев 40, 47, 48, 76-80. В момент срабатывания штампа перфорационного летучего пресса 7, т е наложейия очередного поля перфорационных отверстий, включается триггер 34 узла 8 управления, и по его сигналу одновибратором 80 генерируется импульс перезаписи содержимого счетчика 76 (кода выходного числа и его знака) в регистр 47 памяти, а одновибратором 79 с некоторой задержкой по времени генерируется импульс загтиси в счетчик 76 кода задатчика 41 длины Импульсами датчика 6, поступающими к вычитающему входу счетчика 76, списывается введенный в него код задатчика 41. Как указано выше, код задатчика 41 длины пропорционален расстоянию LU на полосе 1 между смежными осями полей перфорации
При новом срабатывании штампа летучего пресса 7 повторяются вышеописанные операции с перезаписью в регистр 47 текущего кода счетчика 76 и с записью в счетчик 76 кода длины 1Ц Если действительное расстояние I между полями перфорации в точности равно требуемому Ц, т е
I L4
то введенное в счетчик 76 число будет полностью описано и на числовом выходе
76 имеет место нулевой код Если же расстояние I меньше , либо больше Ц, те I Ц, либо ,
то На числовом выходе счетчика 76 будет иметь место код разности (Н-ц). а на знаковом выходе - код знака в первом случае и код знака - во втором случае. Таким образом, на числовом выходе счетчика 76
образуется код отклонения 51 1-Ц дейст- вительнь1х раестояний I между смежными полями перфорации от требуемых 1ц.
Как показано выше, код д из счетчика 76 переписывается в регистр 47 памяти с соответствующим знаком, а с выхода регистра 47 подводится к сумматору 40 для корректировки заданного расстояния Ц между осями смежных полей перфорации и компенсации возникшего отклонения dl.
Т е на выходе сумматора 40 образуется код алгебраической суммы (ц ), который подводится к счетчику 36 узла 8 управления и вводится в него в качестве начальных условий, как описано выше Благодаря этому,
При очередном цикле перфорации происходит компенсация возникшего отклонения 5l, и исключается накопление ошибок и сдет/ir по полосе I полей перфорации При этом повышается точность изготовления обшивок. ,
Формовочным станом 53 исходная полоса 1 с перфорацией преобразуется е гнутый профиль 54 с перфорированными боковыми стендами и перемещается к мерительным роликам 55 и далее к отрезному летучему прессу 57 для разделения гнутого профиля на мерные обшивки.
Для того, чтобы и первый рез был мерным, установлен датчик 62 наличия металла,
размещенный перед летучим прессом 57 (ось 68) на расстоянии от оси его исходного положения 61
При срабатывании датчика 62 открыва- ется звено 65 И и пропускает к счетному входу счетчика 64 сигналы датчика 63 перфорационных отёерстий. При накоплении счетчиком 64 числа Отверстий, размещающихся на длине , срабатывает звено .66 совпадений ко второму входу которого присоединен задатчик 67 длины Lni (числом перфорационных отверстий на длине Lni). При срабатывании звена 66 исчезает сигнал на его инверсном выходе и на третьем входе звена 65 И, которые при этом перекрывает канал прохождения сигналов датчика 63 к счетному входу счетчика 64 Счетчик 64 прекращает счет, а звено 66 совпадений остается во включенном состоянии
Это состояниё звена 66 соответствует перемещению переднего конца гнутого профиля 54 к оси 61 исходного положения отрезного летучего пресса 57.
Сигналом с прямого выхода звена 66 открывается звено И 69 и канал для прохождения сигналов датчика 63 перфорационных отверстий к счетному входу вычитающего счетчика 70. Предварительно в счетчик 70 было введено от задатчика 71 длины число перфорационных отверстий пи, размещающих на мерной длине обшивки LM. пм LM/LQ. где и - расстояние между осями смежных перфорационных отверстий.
По мере продвижения гнутого профиля 54 число пм в счетчике 70 списывается сигналами датчика 63 Когда число пм спишется до нуля, срабатывает нуль-орган 73 и подает импульс на С - вход счетчика 70 для ввода новых начальных условий - числа пм Т.е. счетчик 70 работает в циклическом режиме, отмеряя заданную задатчиком 71 мерную длину обшивок LM числом перфорационных отверстий пм размещающихся на длине LM. Это позволяет исключить накопление ошибок в измерении длины LM и смещение линии реза. Когда число в счетчике 70 снизится до PL
Щ Пм-Пр,
где пр - выраженное числом межперфорационных промежутков перемещение гнутого,профиля 54 за время разгона летучего пресса 57 до скорости перемещения V гнутого профиля 54.
Срабатывает звено 74 совпадений, поскольку на втором его входе присутствует сигнал m задатчика 75 длины. По сигналу звена 74 включается триггер 60, и его выходным сигналом открываются звенья 37 и 38 И узла 58 управления, давая возможность поступления к счетным входам + цифрового интегратора 36 сигналов датчика 13 и 56 соответственно.
Работа цифрового интегратора 36 узла 58 управления отрезного летучего пресса 57, как и всего узла 58, аналогична узлу 8 управления перфорационного летучего пресса 7, При остановленном летучем прессе 57 ко входу - цифрового интегратора 36 поступают только импульсы датчика 56 мерительных роликов 55, число которых пропорционально пути перемещения гнутого профиля 54. В цифровой интегратор 36 предварительно (а качестве начальных условий) по сигналу с выхода звена И 35 введено числом LI, от задатчика 59 длины, механически связанного с датчиком 75 через редуктор, изменяющий масштаб числа ги (2Х поскольку задатчик 75 выражает путь LI чис- л ом межперфорационных промежутков щ, а цифровой интегратор 36 накапливает им5 пульсы датчиков 56 и 13, то с помощью задатчика 59 число ni на входе интегратора 36 выражается числом Li в масштабе дискрет датчиков 56 и 13
Импульсами датчика 56, поступающими
0 на вход - цифрового интегратора 36 узла 58 управления, списывается введение в него число LI. Уменьшение числа Li соответствует приближению к оси 61 исходного положения отрезного летучего пресса 57 ли5 нии мерного реза гнутого профиля 54. Включение летучего пресса 57 для совершения отрезания от гнутого профиля 54 обшивки происходит аналогично включению перфорационного летучего fipecca 7 для соверше0 ния очередной операции перфорирования полосы 1, описанному выше. Затем циклы отрезания мерных обшивок циклически повторяются аналогично описанному выше соответственно циклической работе счетчика
5 70. Обнуление счетчика 70 совпадает во времени с совмещением линии реза на гнутом профиле 54 и оси режущих элементов летучего пресса 57 и их синхронным перемещением непосредственно перед выполнением
0 операции реза. Эта же операция соответствует фиксации на гнутом профиле54 очередной линии реза относительно эси 61 исходного положения летучего пресса 57. А текущий выходной код счетчика 70 соответ5 ствует текущему перемещению линии реза от первоначального ее положения к оси 61 исходного положения пресса 57 в процессе перемещения гнутого профиля 54 Благодаря фиксации приближения линии реза на
0 профиле 54 к летучему прессу 57 с помощью датчика 63 перфорационных отверстий обеспечивается безошибочное определение местоположения линии реза относительно оси 61, поскольку датчик 63
5 фиксирует перемещение гнутого профиля 54 без проскальзывания. Это также позволяет исключить накопление ошибки от цикла к циклу отрезания обшивок и постепенный относительный сдвиг линии
0 реза относительно перфорационных отверстий на гнутом профиле 54, т.е. ухудшение качества изготовления обшивок.
Таким образом обеспечивается изго- 5 товление наружных обшивок как готовых деталей для сборных конструкций кровельных панелей, включая и первую обшивку, с возможностью механизированной сборки панелей.
Формула изобретения
1.Способ изготовления наружных обшивок для кровельных панелей с утеплителем, заключающийся в перфорировании исходной полосовой заготовки на прессе с межоперационным перемещением заготовки ка шаг подачи, профилировании непре рывно движущейся aafotuB KH на формовочном стане и резке перфорированной профилированной заготовки на участки мерной длины с учетом расположения отверстий на автоматическом летучем прессе, отличающийся тем, что, с целью расширения технологических возможностей, процесс перфорирования ведут при непрерывном движении заготовки, одновременно с перфорированием производят надрезку и отгибку лепестков для замков, в процессе перемещения заготовки измеряют шаг подачи, сравнивают фактический шаг с заданным и в случае их отличия производят коррекцию подачи, а длину отрезаемой часТи заготовок измеряют числом шагов подачи.
2.Устройство для изготовления наружных обшивок для кровельных панелей с утеплителем, содержащее установленные в технологической последовательности формовочный стан, мерительные ролики с импульсным датчиком и отрезкой летучий пресс С узлом управления, к первому входу которого электрически присоединен импульсный датчик мерительных роликов, о т- личающееся тем, что, с целью расширения технологических возможностей, устройство снабжено последовательно установленными перед формовочным станом вторыми мерительными роликами с вторым импульсным датчиком, первым датчиком наличия металла, перфорационным летучим прессом с узлом управления, к первому входу которого подключен второй импульсный датчик, датчиком перфорационных отверстий и установленным между первыми мерительными роликами и отрезным летучим прессом вторым датчиком наличия металла, а также последовательно соединенными первым звеном И, первый вход которого присоединен к второму импульсному датчику, второй вход - к прямому выходу первого датчика наличия металла,
первым счетчиком, второй вход которого присоединен к инверсному выходу первого датчика наличия металла, первым счетчиком, второй вход котороф подключен к инверсному выходу первого датчика наличия металла, первым звеном совпадений,
инверсный выход которого подключен к третьему входу первого звена И, прямой выход - к второму входу узла управления перфорационным летучим прессом, и первым задатчиком длины, подключенным к второму входу первого звена совпадения, а также вторым задатчиком длины, первым и вторым одновибраторами, последовательно соединенными вторым счетчиком, к счетному входу которого присоединен второй импульсный датчик, к второму D-входу присоединен второй задатчик длины, а к третьему С-входу через первый одновибра- тор с задержкой присоединен выход узла
управления перфорационным летучим прессом регистром памяти, к управляющему входу которого присоединен через второй одновибратор выход узла управления перфорационным летучим прессом, вторым
звеном И, вход которого присоединен к числовому выходу регистра памяти, а второй вход - к прямому выходу первого датчика наличия металла, и сумматором, к второму входу которого присоединен второй задатчик длины, а к третьему входу - знаковый выход регистра памяти, а выход присоединен к третьему входу узла управления перфорационным летучим прессом, а также третьим и четвертым задатчиками длины,
последовательно соединенными третьим звеном 1/1, первый вход которого присоеди- нен к прямому выходу второго датчика наличия металла, вторым звеном совпадений, второй вход которого присоединен к третьему задатчику длины, а инверсный выход - к третьему входу третьего звена И, четвертым звеном И, второй вход которого присоединен к выходу датчика перфорационных отверстий, четвертым счетчиком, второй
вход которого присоединен к четвертому задатчику длины, нуль-органом и первым звеном ИЛИ, второй вход которого присоединен к инверсному выходу второго датчика наличия металла, а выход - к третьему входу четвертого счетчика, а кроме того пятым и шестым задатчиками длины, последовательно соединенными третьим звеном совпадений, первый вход которого присоединен к выходу четвертого счетчика, а второй вход - к пятому задэтчику длины, и первый триггер, второй вход которого присоединен к выходу узла управления отрезного летучего пресса, а выход - к первому входу четвертого звена И, причем шестой
задатчик присоединен к второму входу узла управления отрезного летучего пресса.
у N
%
csi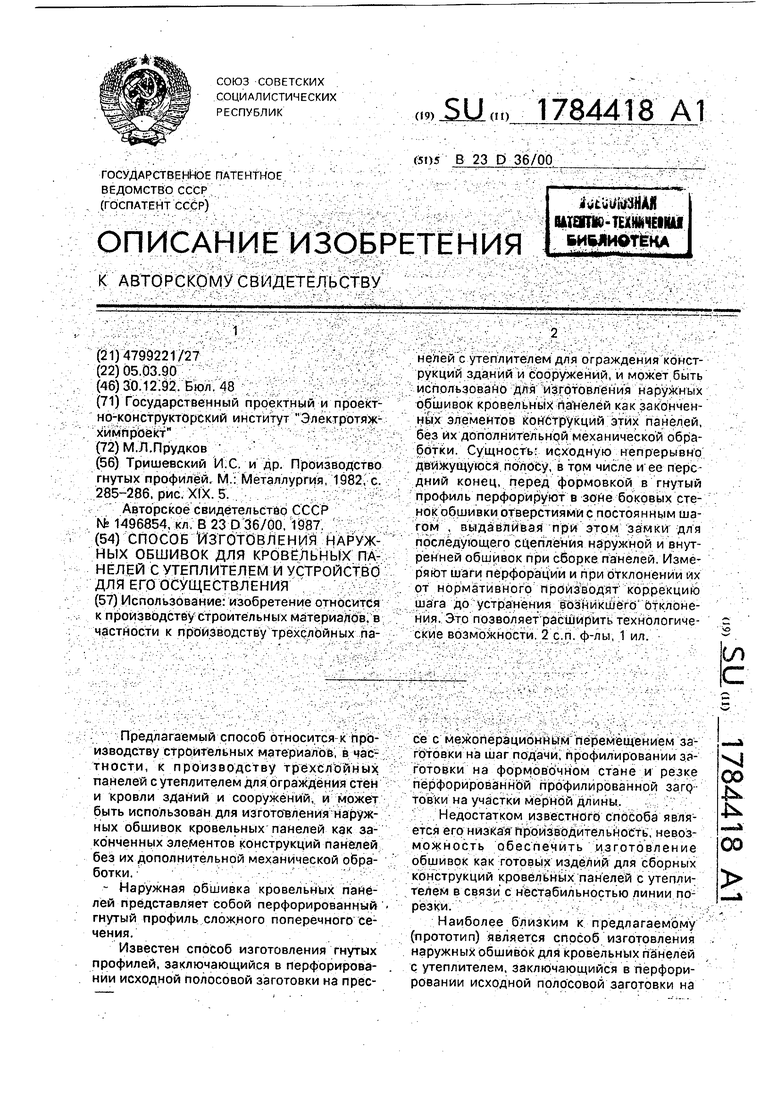







Использование: изобретение относится к производству строительных материалов, в частности к производству трехслойных панелей с утеплителем для ограждения конструкций зданий и сооружений, и может быть использовано для изготовления наружных обшивок кровельных панелей как законченных элементов конструкций этих панелей, без их дополнительной механической обработки Сущность исходную непрерывно движущуюся полосу, в том числе и ее перс дний конец, перед формовкой в гнутый профиль перфорируют в зоне боковых стенок обшивки отверстиями с постоянным шагом , выдавливая при этом замки для последующего сцепления наружной и внутренней обшивок при сборке панелей Измеряют шаги перфорации и при отклонении их от нормативного производят коррекцию шага до устранения возникшего отклонения. Это позволяет расширить технологические возможности 2 с п ф-лы 1 ил. (Л С

| Тришевский И С и др | |||
| Производство гнутых профилей | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
