Изобретение относится к металлургическому производству и может быть применено при автоматизации машин непрерывного литья заготовок.
Цель изобретения - повьшение точности.
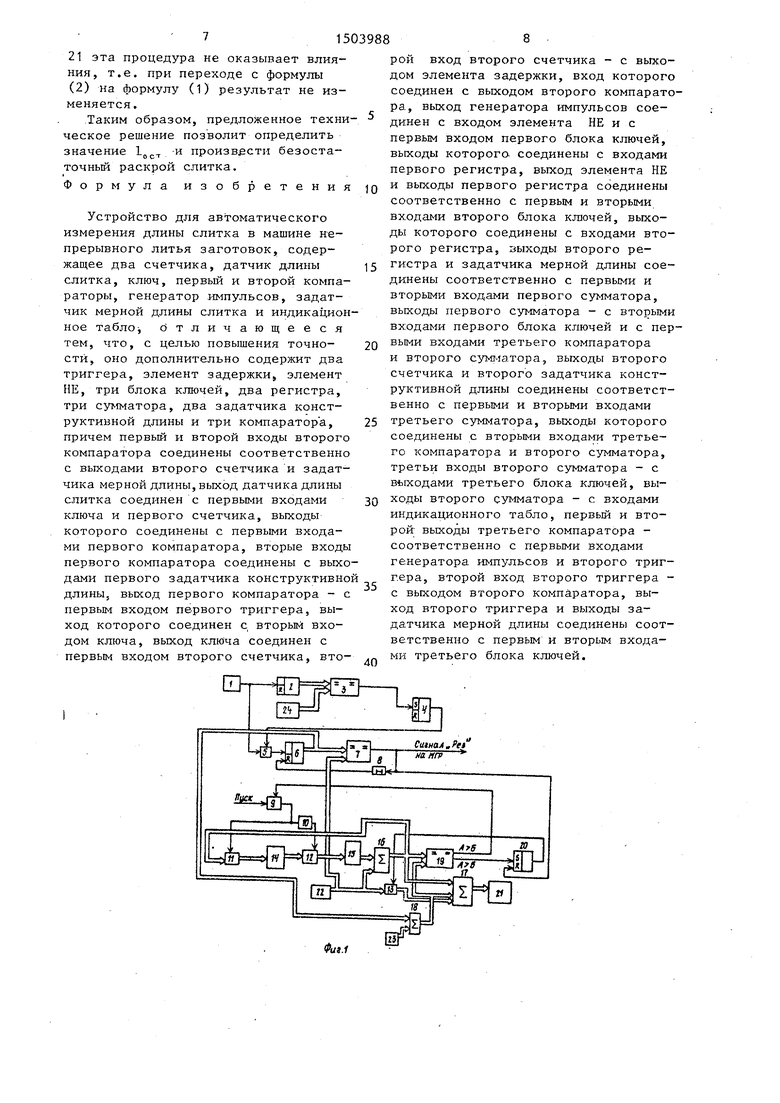
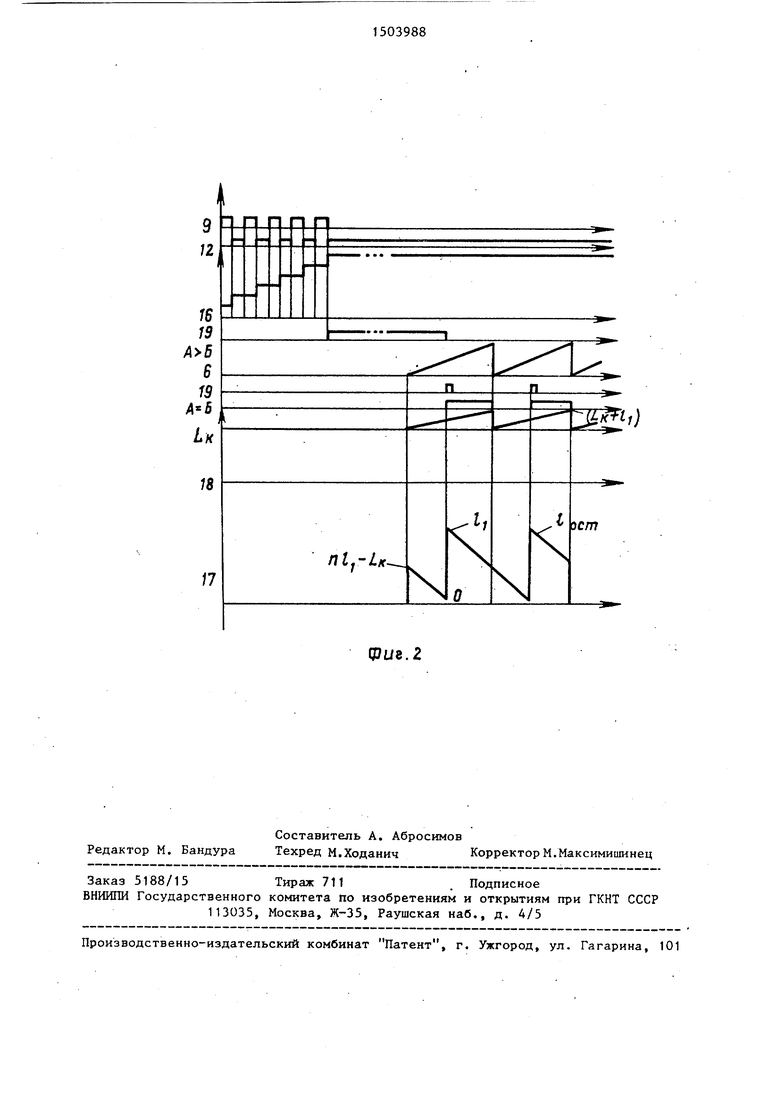
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - диаграммы изменения сигналов на выходах различных элементов устройства.
Устройство (фиг. 1) содержит датчик 1 длины слитка, первый счетчик 2 и первый компарат ор 3, предназначенные для измерения общей длины слитка и запуска схемы мерного реза, состоящей из первого триггера 4, первого ключа 5, второго счетчика 6, второго компаратора 7 и элемента 8 задержки. Кроме того, устройство содержит управляющий генератор 9 импульсов, элемент 10 НЕ, второй, третий.и четвертьш ключи 11, 12 и
13, первый и второй регистры 14 и 15, первый, второй и третий сумматоры 16, 17 и 18, третий компаратор 19, второй триггер 20, индикационное табло 21 и задатчики 22, 23 и 24, предназначенные для представления информации оператору о величине 1 , на которую нужно удлинить находящий- .ся в установке непрерывной разливки слиток, чтобы обеспечивался безос- таточный раскрой этого слитка на мерные заготовки заданной длины. Выход датчика 1 длины слитка соединен с первым входом первого счетчика 2 и первым входом ключа 5. Выходы первого счетчика 2 и выходы первого за- датчика 24 конструктивной длины соединены соответственно с первыми и вторыми входами первого компаратора 3, выход которого соединен с первым входом первого триггера 4. Выход первого триггера 4 соединен с втоИтА.
СП
Од
3. 150
рым. входом ключа 5. Выход ключа 5 соединен с первым входом второго счетчика 6. Выходы второго счетчика 6 и выходы задатчика 22 мерной длины соединены соответственно с первыми и вторыми входами второго компаратора 7, выход которого соединен через элемент 8 задержки с вторым входом второго счетчика 6. Выход ге- нератора 9 импульсов соединен с входом элемента 10 НЕ и с первым входом первого блока 11 ключей.
Выходы первого блока 11 ключей через первый регистр 14 соединены с вторыми входами второго блока 12 ключей, первый вход которого соединен с выходом элемента 10 НЕ. Векоды второго блока 12 ключей через второй регистр 15 соединены с первыми вхо- дами первого сумматора 16, вторые входы которого соединены с выходами задатчика 22 мерной длины. Выходы первого сумматора 16 соединены с первыми входами третьего компарато- ра 19 и первыми входами второго сумматора 17, вторые входы которого соединены с выходами третьего сумматора 18. Первый и второй входы сумматора 18 соединены соответственно с выходами второго счетчика 6 и выходами второго задатчика 23 конструктивной длины, а выходы сумматора 17 соединены с входами индикационного табло 21. Первый и второй выходы тре тьего компаратора 19 соединены соответственно с первым входом генератора 9 импульсов и первым входом второго триггера 20. Второй вход второго триггера 20 соединен с выходом второго компаратора 7, выход которого соединен также с блоком управления машины газовой резки (не показан) . Выход второго триггера 20 и выходы задатчика 22 мерной длины соединены соответственно с первым и вторыми входами третьего блока 13 ключей, выходы которого соединены с третьими входами второго сумматора 17.
Вторые входы первого счетчика 2, первого триггера 4 и генератора 9 импульсов соединены с пусковой кнопкой (не показана).
Уставка времени элемента 8 задержки вдвое превьшает. время срабатывания управляющего блока машины газовой резки ИГР (не показана), сигнал на вход которого передается с
s 0 5 0 с 0 с
0
5
выхода второго компаратора 7. В за- датчике 22 устанавливается число, соответствующее заданной на данную разливку мерной длине 1 заготовки. В задатчике 23 установлено число, соответствующее конструктив-Hoii длине L тракта роликовой проводки слитка от уровня металла в кристаллизаторе до исходного положения резаков ИГР за минусом величины лп/2, учитывающей длину некондиционной хвостовой части слитка. В задатчике 24 устанавливается величина (Ьц + --), обеспечивающая получение информации о выходе за линию нулевого положения резаков ИГР некондиционной головной части слитка, подлежащей удалению.
Частота генератора 9 принимается такой, чтобы при скважности 0,5 длительность прямоугольного импульса вдвое превышала сз ммарное время переключения ключа 11 (12) и регистра 14 (15).
В качестве датчика 1 длины использован стандартньш импульсньй датчик угла поворота, механически сочленен- ньш с мерным роЙиком, который приводится в движение слитком без про- ск,альзывания и пробуксовки. В начале разливки работа датчика начинается с момента пуска стали в кристаллизатор за счет воздействия на мерный ролик затравки.
Принцип действия установки заключается в следующем.
При включении устройства в работу от пусковой кнопки (не показана) проходит краткрвременньй единичный импульс, обнуляющий все счетчики, регистры и триггеры устройства и запускающий в работу генератор 9. По первому импульсу генератора 9 открывается первый блок 11 ключей и с выходов первого сумматора 16 число, соответствующее 1, переписывается в параллельном коде в первый регистр 14 через вторые входы блока 11 ключей. В период последующей паузы генератора 9 появляется единичный сигнал на выходе элемента 10 НЕ, открывающий второй блок 12 ключей. При этом число, соответствующее 1, , из регистра 14 переписывается в параллельном коде во второй регистр 15. Так как выходы регистра 15 связаны с первыми входами первого сумматора 16, то на выходах последнего оказывается число, соотпетствующее 21. На следующий период генератора 9 описанный цикл повторяется и на выходах сумматора 16 окажется число, соответствующее 31 . Так будет продолжаться до тех пор, пока при очередном п-м цикле число п1 на выходах сумматора 16 не окажется больше L(. Тогда на первом выходе третьего компаратора 19 появится единичный сигнал, который поступит на управляющий вход генератора 9 и остановит его работу. Таким образом, на выходах сумматора 16 окажется зафиксированным (в параллельном коде) число п1, большее L к и ближайшее к нему, кратное 1, В процессе разливки увеличивается содержимое первого счетчика 2 и в момент появлени головки слитка (с учетом исключения некондиционной части длиной
ЛПч
г
у исходного положения ИГР сработает первый компаратор 3 и его выходным сигналом включится первый триггер 4. Указанньп период разливки является нерабочим для схемы индикации 1р(-т- Выходным сигналом триггера 4 включается в работу (включение ключа 5 по его второму входу) схема мерного реза слитка. С этого, момента во втором счетчике 6 начинает отсчитываться величина текущей длины заготовки 1, т.е. головная часть слитка, вьпяедшая за линию начального положения ИГР. Значение
в этот период будет определять-
(О
ся:
(
/т -1 ЗП
-(L,+ -).
Величина
а.- - 1) получается
на выходах третьего сумматора 18 и поступает в параллельном коде на вторые (вьгчитающ1- е) входы второго сумматора 17, на первые (суммирующие) входы которого поступает число в параллельном коде с выходов сумматора 16. Таким образом, на выходах сумматора 17 получается величина Ijg, которая будет уменьшаться до тех пор, п1 не станет равным
(L. -
W).
В этот момент 1
,,л -J л J 1. .4. Л О СТ
О Ипри продолжении разливки
нужнорассчитывать по следующей формуле :
л п.
1 ,.(п-Ы)(Ь,-Ы,)
(2)
5039886
Это обеспечивается подключением в указанный момент на третьи (суммиру ющие) входы сумматора 17 выходов за- 22 мерной длины через третий блок 13 ключей по его вторым входам, первый (управляющий) вход которого оказывается под единичным потенциалом с выхода второго триггера 20. Триггер 20 включается в результате прихода на его первый вход единичного сигнала с второго выхода (выход равенства) третьего компаратора 19 при условии
dn
10
15
20
25
30
35
40
1г).
, п1„ (
В момент осуществления очередного отреза мерной заготовки общая длина слитка становится равной L (т.к. 1 0),-и поэтому для определения 1 ост нужно вновь вернуться к вычислению по формуле (1). Это обеспечивается гашением второго три1- гера 20 (по его второму входу) единичным сигналом Рез с выхода второго компаратора 7. При этом третий блок 13 ключей выключается, в результате чего обеспечивается нуль на третьих входах су 1матора 1 7. Дальнейшая работа устройства дополняется по описанному принципу.
Основная задача устройства - определение величины .e. длины, на которую еще HJWHO нарастить слиток, чтобы было вьтолнено условие безостаточного раскроя:
п1, (L - 1 + 1).
В этот момент IOCT О и он используется для планируемой остановки процесса. Если же остановка не требуется, то следующей длиной без- остаточного раскроя будет - (п+1)1,. Поэтому значение l, , которое
до рассматриваемого момента монотонно убывало до нуля, в зтот момент должно скачком возрасти до величины 1 . Для выполнения этого условия и необходимо перейти от формулы (1) к формуле (2), что в устройстве обеспечивается подключением к третьему входу сумматора 17 величины, пропорциональной 1, с задат- чика 22 по команде от т риггера 20. Обратный переход на формулу (1)
обусловлен тем, что в момент отреза мерной заготовки длиной 1 величина общей длины слитка скачком уменьшается на 1,. На показания прибора
Фиг. Г
/2
-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство управления газорезкой машины непрерывного литья заготовок | 1986 |
|
SU1475765A1 |
| Устройство для контроля состояния механизма качания кристаллизатора машины непрерывного литья заготовок | 1990 |
|
SU1780919A1 |
| Устройство для контроля и управления работой механизма качания кристаллизатора машин непрерывного литья заготовок | 1986 |
|
SU1442977A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Устройство для контроля усилия вытягивания непрерывнолитого слитка | 1986 |
|
SU1399707A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Система автоматического регулирования вытяжки непрерывной полосы | 1988 |
|
SU1570814A1 |
Изобретение относится к области автоматического управления раскроем слитка. Цель изобретения - повышение точности измерения и увеличение за счет этого выхода годного металла и производительности МНЛЗ. Существо изобретения заключается в том, что во время разливки производится непрерывное определение длины, на которую необходимо нарастить слиток для выполнения условия безостаточного раскроя. 2 ил.
16 19
6
19 A B
LK
17
ntj-JLff
,)
N
j
ост
Фи8.2
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
