1
Изобретение относится к внепечной обработке стали и может быть использовано для проведения процесса ковшевого вакуумирования.
Цель изобретения - сокращение времени вакуумирования и улучшение качества металла.
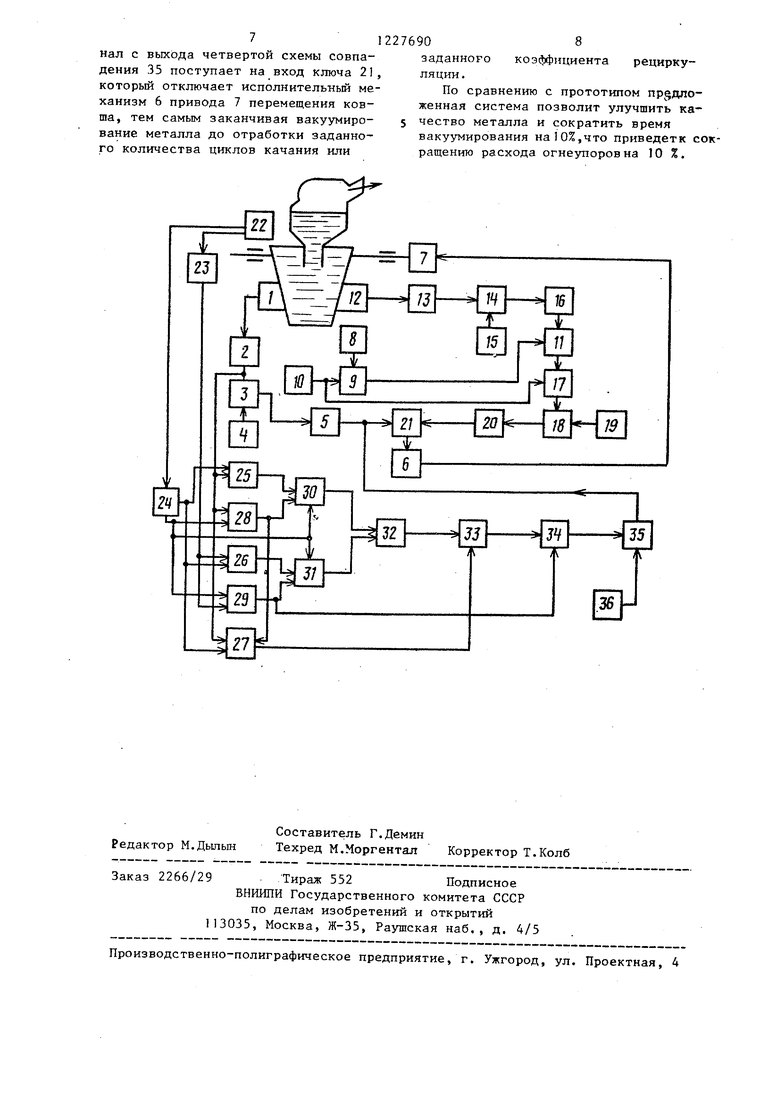
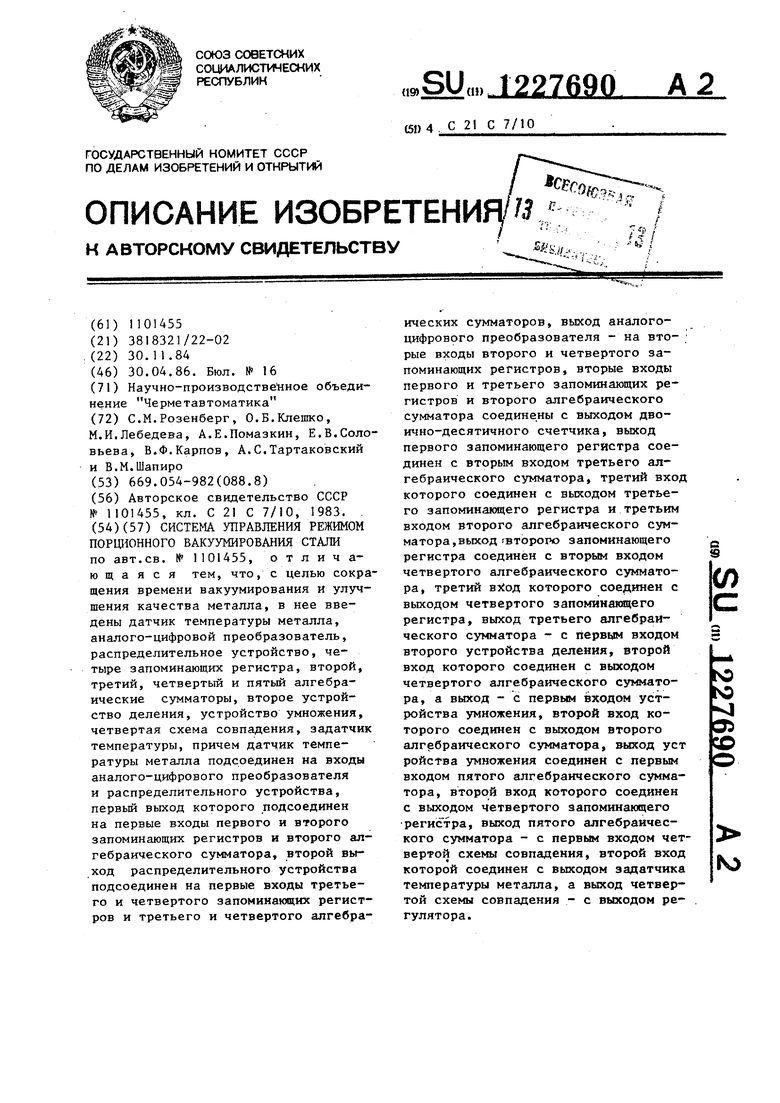
На чертеже изображена блок-схема предлагаемой системы.
Система содержит датчик I циклов качания ковша, двоично-десятичный счетчик 2, вход которого соединен с выходом датчика 1 циклов качания ковша, а выход - с первым входом первой схемы 3 совпадения, второй вход которой соединен с выходом задатчика 4 количества циклов, а выход - с входом регулятора 5, исполнительньш механизм 6, выход которого соединен с входом привода 7 перемещения ковша, датчик 8 массы стали в ковше, выход которого соединен с первым входом алгебраического сумматора 9, второй вход которого соединен с задатчиком 10 массы стали в ковше, а выход - с первым входом накапливающего сумматора 11, датчик 12 хода ковша, дифференциатор 13, вход которого соединен с выходом датчика 12, а выход - с первым входом второй схемы 14 совпадения, второй вход которой соединен с выходом задатчика 15 хода ковша, а выход - с входом первого сигнализатора 16, выход которого ерез накапливающий сумматор 11 соединен с первым входом устройства 17 деления, второй вход которого соединен с выходом задатчика 10 массы стали в ковше, а выход - с первым входом третьей схемы 18 совпадения, второй вход которой .соединен с задатчиком 19 коэффициента реци15куляции, а выход - с входом второго сигнализатора 20, ключ 21, первый вход которого соединен с выходом второго сигнализа .тора 20, второй вход - с выходом регулятора 5, а выход - с входом исполнительного механизма 6, датчик 22 температуры металла, подключенный на входы аналого-цифрового преобразова- ,-теля 23 и распределительного устройства 24, первьп выход которого подключен на первые входы первого и второго запоминающих регистров 25 и 26 и второго алгебраического сумматора 27, второй же выход распределительного устройства 24 подключен на первые входы третьего и четвертого за276902
помингиощих регистров 28 и 29 и третьего и четвертого алгебраических сумматоров 30 и 31, выход же аналого-цифрового преобразователя 23 под5 ключей на- вторые входы второго и чет-
вертого запоминающих регистров 26 и 29, вторые входы первого и третьего запоминающих регистров 25 и 28 и второго алгебраического сумматора 27 10 соединены с выходом двоично-десятичного счетчика 2, выход первого запоминающего регистра 25 соединен с вторым входом третьего алгебраического сумматора 30, третий вход ко15 торого соединен с выходом третьего запоминающего регистра 28 и с третьим входом второго алгебраического сумматора 27, выход же второго запоминающего регистра 26 соединен с вто20 рым входом четвертого алгебраического сумматора 31, третий вход которого соединен с выходом четвертого запоминающего регистра 29, выход третьего алгебраического сумматора 30
25 соединен с первым входом второго устройства деления 32, второй вход которого соединен с выходом четвертого алгебраического сумматора 31, а выход - с первым входом устройства
30 умножения 33, второй вход которого соединен с выходом второго алгебраического сумматора 27j выхбд же устройства умножения 33 соединен с первым входом пятого алгебраического
,, сумматора 34, второй вход которого соединен с выходом четвертого запоминающего регистра 29, выход пятого алгебраического сумматора 34 соединен с первым входом четвертой схемы
Q совпадения 35, второй вход которой соединен с выходом задатчика температуры металла 36, а выход четвертой схемы совпадения соединен с вы- ходом регулятора 5.
В качестве датчика температуры
металла может использоваться термопара ПР-30/6 в комплекте со вторичным прибором КСП4-282, обеспечивающие выдачу токового сигнала, пропорцио50 нального температуре стали, и позиционного сигнала в момент окончания измерения температуры.
В качестве алгебраических сумматоров, схем совпадения, устройств
55 умножения и деления, запоминакмцих регистров распределительного устройства могут использоваться любые серийно выпускаемые цифровые функциональные устройства. Например, в качестве алгебраических сумматоров применяют интегральные микросхемы К155 ИМ1, Б качестве запоминающих регистров - микросхемы К155 ТМ2, в качестве распределительного устройства можно использовать последовательно соединенный счетчик с дешифратором, выполненные на микросхемах К155 ИЕ5 и К155 ИДЗ.
Система работает следующим образом..
В процессе вакуумирования информация с выхода датчика 1 циклов качания ковша поступает на вход двоич- но-десятичного счетчика 2, на котором формируется величина, равная количеству отработанных циклов качания ковша. Сформированный таким образом сигнал сравнивается на первой схеме 3 совпадения с заданным по технологической инструкции для данной марки стали количеством циклов качания ковша, установленным в задатчике 4 циклов. Сигнал с выхода схемы 3 совпа- дения поступает на вход регулятора 5, который управляет исполнительным механизмом 6 привода 7 перемещения ковша.
При совпадении текущего значения двоично-десятичного счетчика 2 с заданным значением количества циклов схема 3 совпадения подает на регулятор 5 командный сигнал на отключение исполнительного механизма.
Кроме того, в процессе вакуумирования сигнал с выхода датчика 8 масы стали в ковше поступает на первый вход алгебраического сумматора 9, на второй вход которого поступает сигнал с выхода задатчика 10, пропорциональный заданной массе стали в ковше, поданном на установку вакуумирования. На выходе алгебраического сумматора 9 непрерывно формируется сигнал разности, пропорциональный массе порции стали iG, засасьгоаемой в вакуум-камеру из ковша за каждый цикл вакуумирования:
-с.
где заданная масса стали в ковше , поданном на установку вакуумирования;
С - текущее значение массы стали в ковше, измеренное в про- 55 цессе вакуумирования. Сформированный таким образом сигнал л С поступает на первый вход накапливающего сумматора 11, который суммирует массы порций металла, за- сасьшаемых в вакуум-камеру за все циклы вакуумирования, причем моменты суммирования определяются при нахождении ковша со сталью в верхнем рабочем положении, что достигается следующим образом. Сигнал с выхода датчика 12 хода ковша поступает на вход дифференциатора 13, на выходе которого формируется сигнал, пропорциональный производной во времени от величины кода ковша из нижнего в верхнее рабочее положение. Этот сигнал поступает на первый вход второй схемы 14 совпадения. При достижении ковшом своего верхнего рабочего положения, т.е.когда производная становится меньше заданной величины ff , установленнол в задатчике 15 хода ковша, срабатывает первый сигнализатор 16 и подает .команду на суммирование в накапливающий сумматор 11. Сигнал с выхода накапливающего сумматора 11 поступает на вход устройства 17 деления, на второй вход которого поступает сигнал с задатчика 10 массы стали в ковше. На выходе устройства 17 деления формируется сигнал, равный текущему значению коэффициента рециркуляции К
к - G,,
PU,
- сигнал с выхода накапливающего сумматора; G - сигнал с выхода задатчика
массы стали в ковше. В процессе вакуумирования вычисленное в устройстве 17 деления текущее значение коэффициента рециркуляции сравнивается на третьей схеме 18 совпадения с его заданным значением, установленным в задатчике 19 коэффициента рециркуляции в соответствии с технологической инструкцией на вакуумирование данной марки стали. При достижении коэффициентом рециркуляции своего заданного значения срабатьшает второй сигнализатор 20 и ключ 21 отключает исполнительный механизм 6 привода 7 перемещения ковша, тем самым заканчивая процесс вакуумирования металла.
Кроме того, в процессе вакуумирования два раза измеряют температуру металла датчиком 22, Первое измерение производят после усреднительHoro перемешивания (5-6 циклов от начала вакуумирования), Второе измерение обычно производят в заключительной стадии вакуумирования.
На выходе датчика 22 температуры металла формируется аналоговьй сигнал, пропорциоиальньй измеряемым тем пературам Т, , Тл . Этот сигнал через аналого-цифровой преобразователь 23 поступает на входы второго и четвертого запоминающих регистров 26 и 29.
На выходе датчика 22 температуры также формируется позиционный сигнал, фиксирующий момент окончания замера температуры. Этот позиционный сигнал поступает на вход распределительного устройства 24,, имеющего два выхода. Распределительное устройство работает таким образом, что при наличии на его входе позиционного сигнала об окончании первого замера температуры появляется сигнал на его первом выходе, при наличии же на его входе позиционного сигнала об окончании второго замера температуры появляется сигнал на его втором выходе.
Сигнал с первого выхода распределительного устройства 24 поступает на вход второго запоминающего регистра 26 и разрешает запись в него температуры Т , сигнал с второго выхода распределительного устройства 24 поступает на вход четвертого запоминающего регистра 29 и разрешает запись в него температуры Т. Таким образом, запоминание температур производится в момент окончания замера
В момент окончания замеров температуры также фиксируются значения количества циклов качания ковша гц , iij. Для этого сигнал с двоично-десятичного счетчика 2 поступает на вторые входы пер Вого и третьего запоминающих регистров 25 и 28, на певые же входы этих регистров поступают сигналы от первого и второго вы- ходов распределительного устройства 24, которые разрешают запись в регистры 25 и 28 значений.
Во втором алгебраическом сумматоре 27 формируется разность между текущим значением циклов качания п и величиной п, записанной в регистр 28 в момент окончания второго замера температуры. Для этого на второй вход алгебраического сумматора 27
0
5
0
5
0
5
5
0
5
поступает сигнал от двоично-десятичного счетчика 2, а на третий вход - сигнал с выхода третьего запоминающего регистра 28. Алгебраический сумматор 27 является управляемым, т.е. он начинает работу по сигналу окончания второго замера температуры, поступающему от распределительного устройства 24 на первый вход сумматора 27.
В третьем алгебраическом сумматоре 30 формируется разность ,-nj, а в четвертом алгебраическом сумматоре 31 - разность 4., , причем оба сумматора управляются сигналом от распределительного устройства 24 об окончании второго замера температуры металла. Обе сформированные разности поступают на входы второго устройства деления 32, в котором вычисляется падение температуры металла А за каждый цикл качания:
А- - .
in
Вычисленная величина поступает на первый вход блока умножения 33, на второй вход которого поступает сформированная в алгебраическом сумматоре 24 разность (п-п.). В блоке умножения 33 определяется дальнейшее падение температуры за время качания ковша после второго замера температуры:
дТ,А(п-п),
Эта разность аТ, поступает на первый вход пятого алгебраического сумматора 34, на второй вход которого поступает значение температуры Т с выхода четвертого запоминающего регистра 29. В пятом алгебраическом сумматоре 34 вычисляется величина Т :
4
(n-nj),
прогнозирующая температуру металла в каждом цикле ковша после второго замера температуры.
Величина Tj поступает на первый вход четвертой схемы совпадения 35, где сравнивается со значением заданной температуры металла, установленным задатчиком температуры 36, подключенным на второй вход четвертой схемы совпадения.
При достижении температурой металла своего заданного значения сигнал с выхода четвертой схемы совпадения 35 поступает на вход ключа 21, который отключает исполнительный механизм 6 привода 7 перемещения ковша, тем самым заканчивая вакуумиро- вание металла до отработки заданного количества циклов качания или
заданного коэффициента рециркуляции .
По сравнению с прототипом женная система позволит улучшить качество металла и сократить время вакуумирования на 10%,что приведетк сокращению расхода огнеупоров на 10 %.
7W г5
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления режимом порционного вакуумирования стали | 1983 |
|
SU1101455A1 |
| Система управления режимом порционного вакуумирования стали | 1988 |
|
SU1539214A2 |
| Система программного управления процессом порционной вакуумной обработки стали | 1989 |
|
SU1684347A2 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство контроля скорости заполнения вакуум-камеры металлом при вакуумировании | 1990 |
|
SU1712426A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Устройство автоматического контроля режимов работы порционного вакууматора | 1990 |
|
SU1721098A2 |
| Устройство для измерения мощности цилиндров двигателя внутреннего сгорания | 1990 |
|
SU1789898A1 |
| Устройство для прогнозирования времени восстановления сложного технического объекта | 1989 |
|
SU1661797A1 |
| Автоматизированная адаптивная система управления рудновосстановительной электропечи | 1989 |
|
SU1806448A3 |
Редактор М.Дылын
Составитель Г.Демин
Техред М.Моргентал Корректор Т. Колб
Заказ 2266/29 Тираж 552Подписное
ВНР1ИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Система управления режимом порционного вакуумирования стали | 1983 |
|
SU1101455A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
