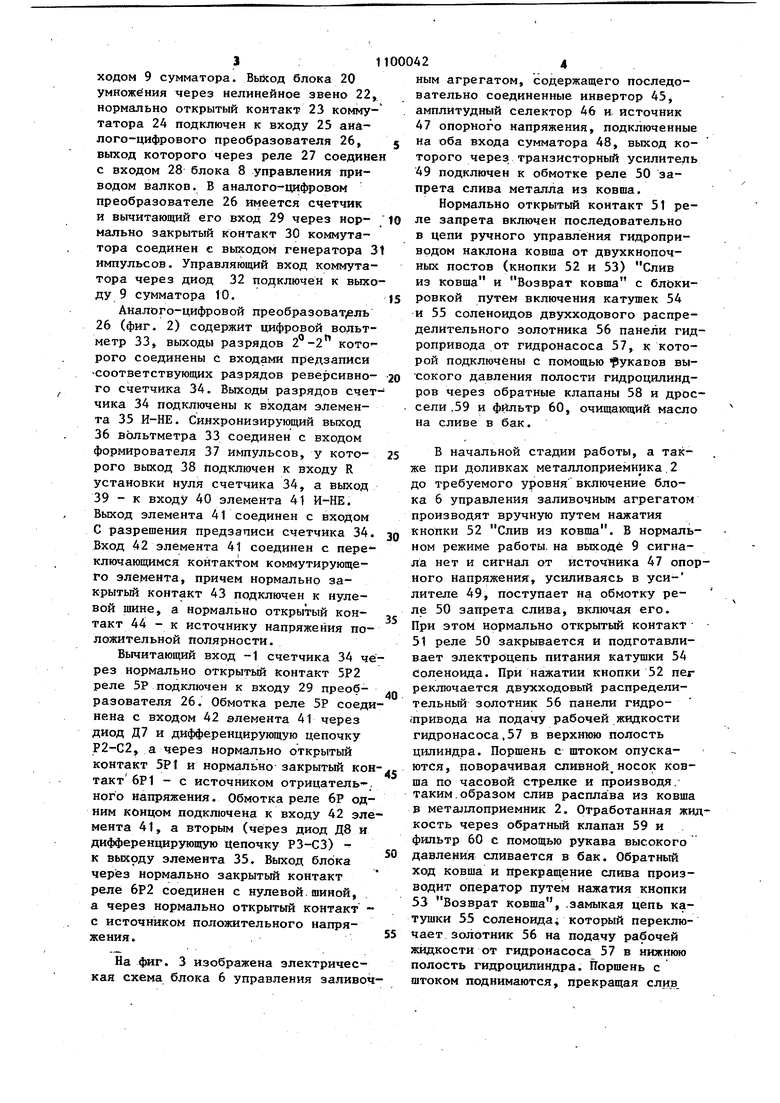
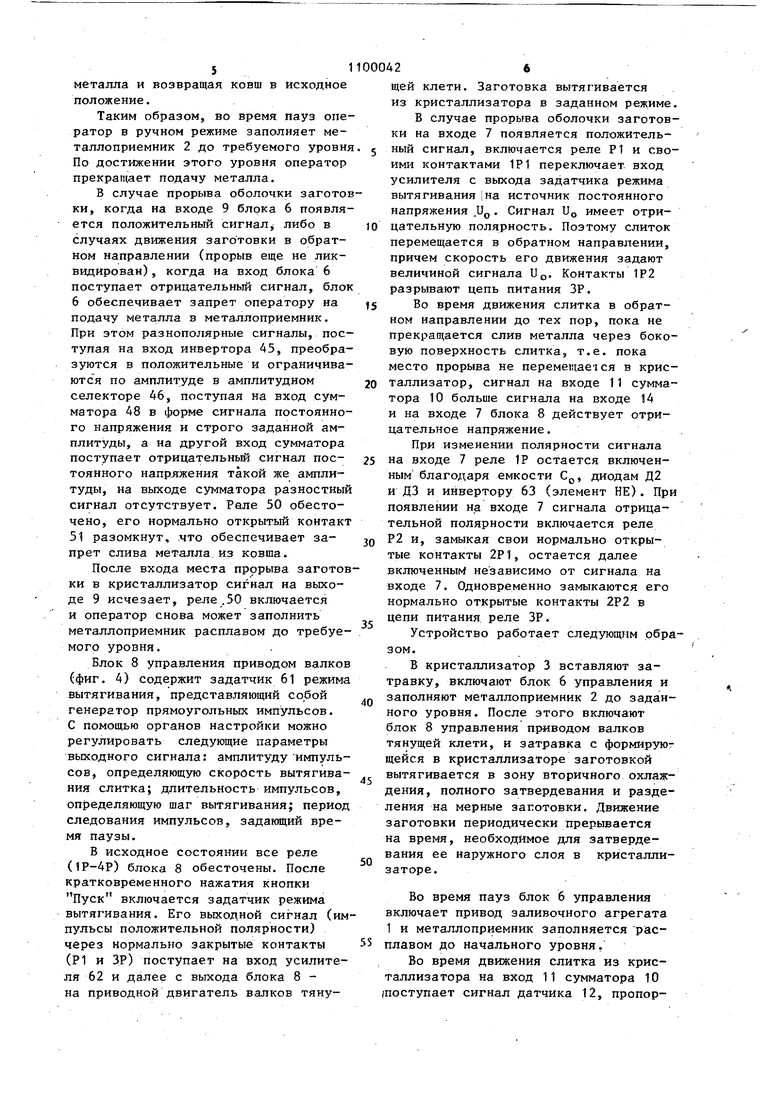
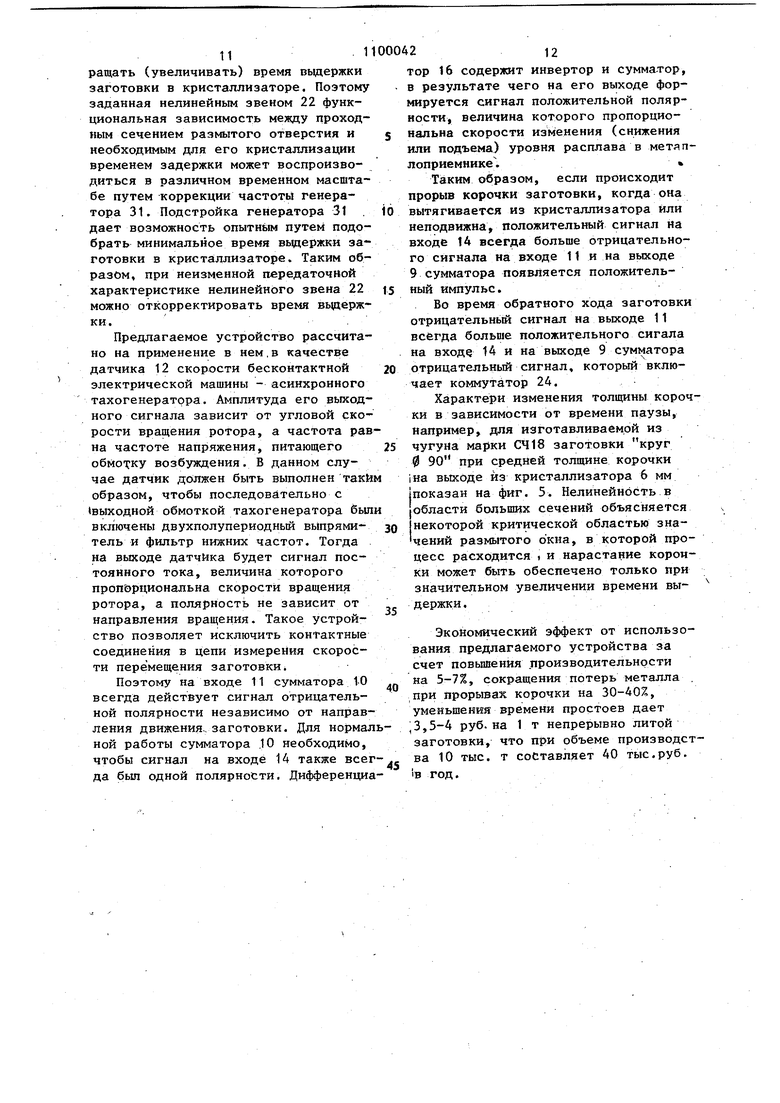
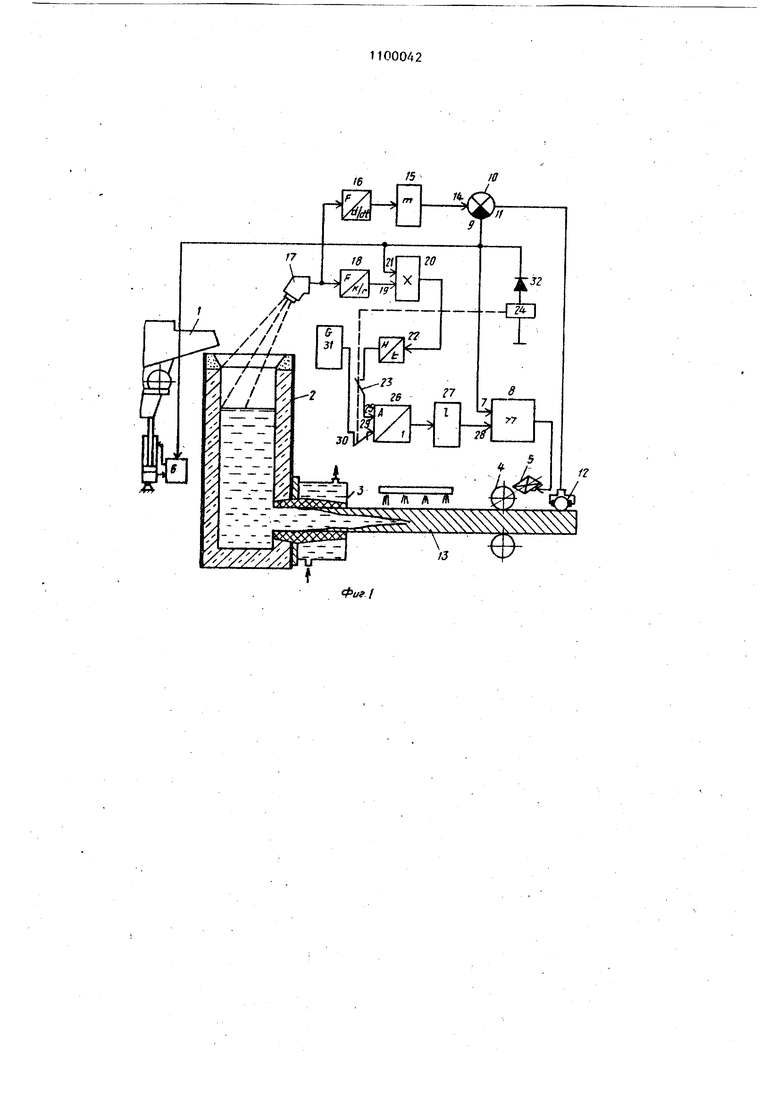
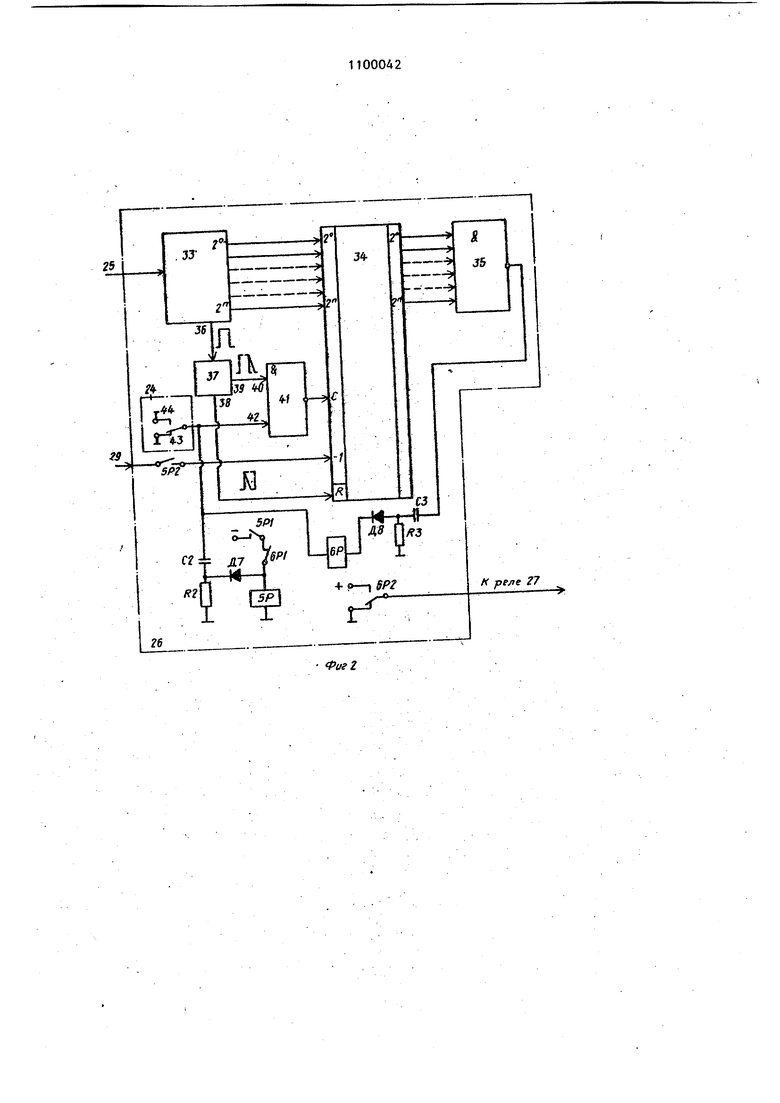
i Изобретение относится к литейно му производству, а именно к автома зации для непрерывного горизонтального литья чугунньк заготовок. Известно устройство для непрерыв ного литья, содержащее специальный датчик прорыва оболочки слитка в зоне вторичного охлаждения, Датчик выполнен в виде кожуха, окружающего слиток в зоне наиболее вероятного прорыва оболочки. В кожуха расположен элемент, чувствительный к измен нию температуры или яркости метал- ла П. Недостаток устройства заключается в том, что при прорыве металла чувствительный элемент выходит из строя. Наиболее близким по технической сущности к предлагаемому является устройство для управления процессом непрерывного литья, содержащее раздаточную емкость, тянущую клеть с электроприводом и кристаллизатор, на выходном торце которого установлен датчик прорыва оболочки слитка, подключенный к системе управления процессом литья и по его сигналу прекращают подачу металла в кристал лизатор, а также датчик скорости-вы тягивания заготовки, датчик уровня металла, сумматор, диф1})еренциатор, масштабный и функциональный преобра зователи, блок умножения и блок управления электроприводом тянущих валков С 2 .Недостаток устройства состоит в том, что при каждом прорыве оболочки заготовки .расплав попадает в полость кожуха датчика и выводит из строя его чувствительный элемент. Потери времени на замену прибора снижают производительность, а при .горизонтальном непрерывном литье мо гут привести к аварийной ситуации перемещению фронта затеердевания на внутренний торец кристаллизатора .Датчик контролирует лишь часть зоны ВО314ОЖНОГО прорыва оболочки и не фиксирует аварийной ситуации на другом ее участке. Это снижает надежность работы установки непрерывного литья. Цель изобретения - увеличение производительности путем обеспечения безаварийной работы при прорыва жидкого металла и повьшгсние надежности. 422 Поставленная цель достигается тем, что в устройство для управления процессом непрерывного горизонтального литья заготовок, содержащее блок управления, заливочный агрегат, а также датчик скорости вытягивания заготовки и датчик уровня расплава в металлоприемнике, подсоединенные через сумматор, дифференциатор, масштабный и функциональный преобразователи и блок умножения к блокам управления электроприводом валков и заливочным агрегатом, введены нелинейное звено, аналого-цифровой преобразователь, реле, генератор импульсов, коммутатор и диод, при этом выход блока умножения соединен с входом нелинейного звена, выход которого через нормально открытый контакт коммутатора соединен с входом аналогоцифрового преобразователя, другой вход которого соединен через нормально закрытый контакт коммутатора с выходом генератора импульсов, а выход аналого-цифрового преобразователя соединен с входом реле, выход которого соединен с первым входом блока управления электроприводом валков, второй вход которого соединен через диод с коммутатором. На фиг. 1 приведена схема устройства; на фиг. 2 - схема аналого-цифрового преобразователя; на фиг. 3 схема блока управления заливочньм агрегатом; на фиг. 4 - схема блока управления привода валков; на фиг. 5пример зависимости времени паузы и толщины корочки для заготовки из чугуна. Заливочный агрегат 1 (фиг. 1), металлоприемник 2 с кристаллизатором 3, тянущая клеть 4 с электроприводом 5 составляют линию непрерывного литьй. Вход блока 6 управления заливочным агрегатом и вход 7 блока 8 управления приводом валков тянущей клети подключены соответственно к выходу 9 сумматора 10. Вход 11 сумматора соединен с датчиком 12 скорости движения заготовки 13. Второй вход 14 сумматора через масштабный преобразователь 15 и дифференциатор 16 соединен с измерителем 17 уровня расплава в металлоприемнике. Кроме того, выход измерителя уровня через функциональный преобразователь 18 подключен к входу 19 блока 20 умножения, второй вход 21 которого соединен с выходом 9 сумматора. Выход блока 20 умножения через нелинейное звено 22, нормально открытый контакт 23 коммутатора 24 подключен к входу 25 аналого-цифрового преобразователя 26, выход которого через реле 27 соедине с входом 28 блока 8 управления приводом валков. В аналого-цифровом преобразователе 26 имеется счетчик и вычитающий его вход 29 через нормально закрытый контакт 30 коммутатора соединен е выходом генератора 3 импульсов. Управляющий вход коммутатора через диод 32 подключен к выхо ду 9 сумматора 10. Аналого-цифровой преобразоват ель 26 (фиг. 2) содержит цифровой вольтметр 33, выходы разрядов 2-2 которого соединены с входами предзаписи соответствующих разрядов реверсивного счетчика 34. Выходы разрядов счет чика 34 подключены к входам элемента 35 И-НЕ. Синхронизирующий выход 36 вольтметра 33 соединен с входом формирователя 37 импульсов, у которого выход 38 подключен к входу R установки нуля счетчика 34, а выход 39 - к входу 40 элемента 41 И-НЕ. Выход элемента 41 соединен с входом С разрешения предзаписи счетчика 34 Вход 42 элемента 41 соединен с переключающимся контактом коммутирующего элемента, причем нормально закрытый контакт 43 подключен к нулевой шине, а нормально открытый контакт 44 - к источнику напряжения положительной полярности. Вычитающий вход -1 счетчика 34 ч рез нормально открытый контакт 5Р2 реле 5Р подключен к входу 29 преобразователя 26. Обмотка реле 5Р соед нена с входом 42 элемента 41 через диод Д7 и дифференцирующую цепочку Р2-С2, а через нормально открытый контакт 5Р1 и нормально закрытый ко такт 6Р1 - с источником отрицательного напряжения. Обмотка реле 6Р од ним концом подключена к входу 42 эл мента 41, а вторым (через диод Д8 и дифференцирующую цепочку РЗ-СЗ) к выходу элемента 35. Выход блока через нормально закрытый контакт реле 6Р2 соединен с нулевой шиной, а через нормально открытый контакт с источником положительного напряжения. На фиг. 3 изображена электрическая схема блока 6 управления заливо ным агрегатом, содержащего последовательно соединенные инвертор 45, амплитудный селектор 46 и источник 47 опорного напряжения, подключенные на оба входа сумматора 48, выход которого через, транзисторный усилитель 49 подключен к обмотке реле 50 запрета слива металла из ковша. Нормально открытый контакт 51 реле запрета включен последовательно в цепи ручного управления гидроприводом наклона ковша от двухкнопочных постов (кнопки 52 и 53) Слив из ковша и Возврат ковша с блокировкой путем включения катушек 54 и 55 соленоидов двухходового распределительного золотника 56 панели гидропривода от гидронасоса 57, к которой подключены с помощью высокого давления полости гидроцилиндров через обратные клапаны 58 и дрЬссели .59 и фильтр 60, очищающий масло на сливе в бак. Б начальной стадии работы, а таке при доливках металлоприемника.2 до требуемого уровня включение блока 6 управления заливочным агрегатом производят вручную путем нажатия кнопки 52 Слив из ковша. В нормальном режиме работы, на выходе 9 сигнала нет и сигнал от источника 47 опорного напряжения, усиливаясь в усилителе 49, поступает на обмотку реле 50 запрета слива, включая его. При этом нормально открытый контакт 51 реле 50 закрьгоается и подготавливает электроцепь питания катушки 54 Соленоида. При нажатии кнопки 52 пег реключается двухходовый распределительный золотник 56 панели гидро(Привода на подачу рабочей жидкости гидронасоса,57 в верхнюю полость цилиндра. Поршень с штоком опускаются, поворачивая сливной,носок ковша по часовой стрелке и производя, таким,образом слив расплава из ковша в металшоприемник 2. Отработанная жидкость через обратный клапан 59 и фильтр 60 с помощью рукава высокого давления сливается в бак. Обратнь ход ковша и прекращение слива производит оператор путем нажатия кнопки 53 Возврат ковша, .замыкая цепь катушки 55 соленоида; который переключает золотник 56 на подачу рабочей жидкости от гидронасоса 57 в нижнюю полость гидроцилиндра. ГГоршень с штоком поднимаются, прекращая слив
5.
металла и возвращая ковш в исходное
положение.
Таким образом, во время пауз оператор в ручном режиме заполняет металлоприемник 2 до требуемого уровня По достижении этого уровня оператор прекращает подачу металла.
В случае прорыва оболочки заготов ки, когда на входе 9 блока 6 появляется положительный сигнал либо в случаях движения заготовки в обратном направлении (прорыв еще не ликвидирован) , когда на вход блока 6 поступает отрицательный сигнал, блок 6 обеспечивает запрет оператору на подачу металла в металлоприемник. При этом разнополярные сигналы, поступая на вход инвертора 45, преобразуются в положительные и ограничиваются по амплитуде в амплитудном селекторе 46, поступая на вход сумматора 48 в форме сигнала постоянного напряжения и строго заданной амплитуды, а на другой вход сумматора поступает отрицательный сигнал постоянного напряжения такой же амплитуды, на выходе сумматора разностный сигнал отсутствует. Реле 50 обесточено, его нормально открытый контакт 51 разомкнут, .что обеспечивает запрет слива металла из ковша.
После входа места прорыва заготовки в кристаллизатор сигнал на выходе 9 исчезает, реле ,50 включается и оператор снова может заполнить металлоприемник расплавом до требуемого уровня.
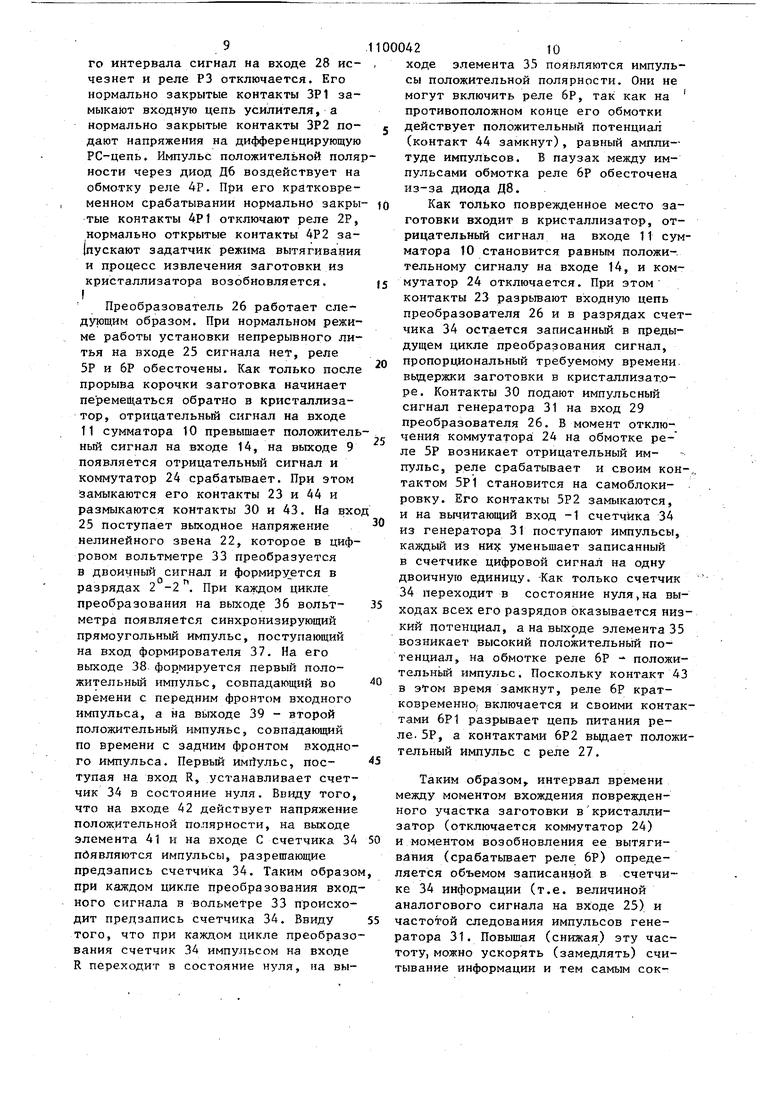
Блок 8 управления приводом валков (фиг. 4) содержит задатчик 61 режима вытягивания, представляющий собой генератор прямоугольных импульсов. С помощью органов настройки можно регулировать следующие параметры выходного сигнала: амплитудуимпульсов, определяющую скорость вытягивания слитка; длительность импульсов, определяющую щаг вытягивания; период следования импульсов, задающий время паузы.
В исходное состоянии все реле (1Р-4Р) блока 8 обесточены. После кратковременного нажатия кнопки Пуск включается задатчик режима вытягивания. Его выходной сигнал (импульсы положительной полярности) через нормально закрытые контакты (Р1 и ЗР) поступает на вход усилителя 62 и далее с выхода блока 8 на приводной двигатель валков тяну000426
щей клети. Заготовка вытягивается из кристаллизатора в заданном режиме. В случае прорыва оболочки заготовки на входе 7 появляется положитель5 ный сигнал, включается реле Р1 и своими контактами 1Р1 переключает, вход усилителя с выхода задатчика режима вытягивания на источник постоянного напряжения .Up. Сигнал UQ имеет отри10 цательную полярность. Поэтому слиток перемещается в обратном направлении, причем скорость его движения задают величиной сигнала UQ. Контакты 1Р2 разрывают цепь питания ЗР.
15 Во время движения слитка в обратном направлении до тех пор, пока не прекращается слив металла через боковую поверхность слитка, т.е. пока место прорыва не перемещает ся в крис20 таллизатор, сигнал на входе 11 сумматора 10 больше сигнала на входе 14 и на входе 7 блока 8 действует отрицательное напряжение.. При изменении полярности сигнала
25 на входе 7 реле IP остается включенным благодаря емкости С, диодам Д2 и ДЗ и инвертору 63 (элемент НЕ). При появлении на входе 7 сигнала отрицательной полярности включается реле
30 Р2 и, замыкая свои нормально открытые контакты 2Р1, остается далее включенныг независимо от сигнала на входе 7. Одновременно замыкаются его нормально открытые контакты 2Р2 в цепи питания реЛе ЗР.
Устройство работает следующим образом.
В кристаллизатор 3 вставляют затравку, включают блок 6 управления и
.Q заполняют металлоприемник 2 до заданного уровня. После этого включают блок 8 управления приводом валков тянущей клети, и затравка с формируют щейся в кристаллизаторе заготовкой
.. вытягивается в зону вторичного охлаждения, полного затвердевания и разделения на мерные заготовки. Движение заготовки периодически прерывается на время, необходимое для затвердевания ее наружного слоя в кристаллизаторе.
Во время пауз блок 6 управления включает привод заливочного агрегата 1 и металлоприемник заполняется рас55 плавом до начального уровня.
Во время движения слитка из кристаллизатора на вход 11 сумматора 10 (Поступает сигнал датчика 12, пропорииональный скорости перемещения заготовки. На вход 14 сумматора поступает противоположный по знаку сигнал пропорциональный скорости снижения уровня расплава в металлоприемнике. Коэффициент передачи масштабного преобразователя 15 выбран таким, чтобы в нормальном режиме.литья (при этом скорость снижения уровня определяется скоростью перемещения заготовки) сигналы на входах 11 и 14 сумматора были равными. Поэтому, если прорыва корочки заготовки нет, на выходе 9 сумматора 1 сигнал отсутствует и блоки 6 и 8 обеспечивают периодическое вытягивание заготовки, а во время его остано вок - подачу расплава в металлоприем ник. в случае прорыва корочки заготовки скорость снижения уровня в метал лоприемнике возрастает из-за расхода расплава через боковую поверхность заготовки. Сигнал на входе 14 сумматора превьпиает сигнал на входе 11, на вход блока 6 поступает сигнал, - прекращающий подачу расплава в метал лоприемник, а на вход 7 блока 8 сигнал, реверсирующий привод валков. Функциональный преобразователь 18 выполняет операцию извлечения.квадратного корня из величины, обратной входному сигналу, т.е. уровню расплава в металлоприемнике. Поэтому, если возникает слив расплава через отверстие, образовавшееся в корочке заготовки, на выходе 9 сумматора 10 появ ляется сигнал, пропорциональный разности между скоростью снижения уровня и скоростью извлечения слитка, а на выходе блока умножения - сигнал пропорциональный Алощади отверстия, размытого в корочке. Нелинейное звено 22 реализует предварительно определенную расчетным или опытным путем зависимость между проходным сечением размытого отверстия и оптимальным временем паузы, необходимым для егр зарастания в кристаллизаторе.. Коммутатор 24, подключенный управ ляющим входом к выходу 9. сумматора через диод, находится в включенном состоянии, если на выходе 9 суммато-г ра действует отрицательный .сигнал, т.е. во время обратного хода заготов ки. При этом его контакт 23 замкнут, S. контакт 30 - разомкнут. Поэтому во время обратного хода заготовки выходной сигнал с вькода звена 22 доступает на вход 25 ана.аогоцифрового преобразователя 26, на выходе которого в цифровой форме формируется сигнал, пропорциональный Оптимальному времени паузы. Если выходной сигнал преобразователя 26 не равен нулю, на выходе реле 27 и на входе 28 блока 8 действует напряжение, достаточное для включения реле ЗР. Как только поврежденный участок слитка входит в кристаллизатор, сигналы на входах 11 и 14 сумматора 10 становятся равными и напряжение на входе 7 блока 8 исчезает. В результате этого реле IP отключается и своими нормально закрытыми контактами 1Р1 соединяет входную цепь усилителя с выходом задатчика режима вытягивания. Одновременно нормально закрытые контакты 1Р2 замыкают цепь питания, реле ЭР. Оно срабатывает и нормально закрытыми контактами ЗР1 размыкает входную цепь усилителя. Поэтому приводной двигатель валков тянущей клети останавливается и поврежденный участок заготовки остается в кристаллизаторе. Одновременно отключается коммутатор 24 и своим контактом 23 разрывает цепь входного сигнала аналого-цифрового преобразователя 26, на . выходе которого в цифровой форме фик-сируется сигнал, пропорциональный оптимальному времени паузы. Контакт 30 коммутатора подключает выход генератора 31 импульсов к вычитающему входу 29 счетчика в преобразователе 26, после чего выходной сигнал, записанный в счетчике, уменьшается. Как только он становится равным, нулю, напряжение на выходе реле 27 исчезает .и реле ЗР отключается. Таким образом, величина временного интервала, в течение которого поврежденный участок заготовки находится в кристаллизаторе, задается сигнало пропорциональным площади размытого участка корочки заготовки. астотой импульсов, поступающих из генератора 31, подбирают масштаб времени задержки. Сигнал на входе 28, пЬступаюи1ий с выхода реле 27, действует в тече,ние времени, необходимого для затвердевания поврежденной оболочки заготовки. По истечении заданного времен:.ого интервала сигнал на входе 28 исчезнет и реле РЗ отключается. Его нормально закрытые контакты ЗР1 замыкают входную цепь усилителя, а нормально закрытые контакты ЗР2 подают напряжения на дифференцирующую РС-цепь, Импульс положительной поля ности через диод Д6 воздействует на обмотку реле 4Р. При его кратковременном срабатывании нормально закры тые контакты 4Р1 отключают реле 2Р, нормально открытые контакты 4Р2 за пускают задатчик режима вытягивания и процесс извлечения заготовки из кристаллизатора возобновляется. I Преобразователь 26 работает следующим образом. При нормальном режиме работы установки непрерывного литья на входе 25 сигнала нет, реле 5Р и 6Р обесточены. Как только после прорыва корочки заготовка начинает перемещаться обратно в кристаллизатор, отрицательный сигнал на входе 11 сумматора 10 превышает положитель ный сигнал на входе 14, на выходе 9 появляется отрицательный сигнал и коммутатор 24 срабатьгоает. При этом замыкаются его контакты 23 и 44 и размыкаются контакты 30 и 43. На вхо 25 поступает выходное напряжение нелинейного звена 22, которое в цифровом вольтметре 33 преобразуется в двоичный сигнал и формиру ется в разрядах 2 -2 . При каждом цикле преобразования на выходе 36 вольтметра появляется синхронизирующий прямоугольный импульс, поступающий на вход формирователя 37. На его выходе 38 формируется первый положительный импульс, совпадающий во времени с передним фронтом входного импульса, а на вьпсоде 39 - второй положительный импульс, совпадающий по времени с задним фронтом входного импульса. Первый имйульс, поступая на вход R, устанавливает счетчик 34 в состояние нуля. Ввиду того, что на входе 42 действует напряжение положительной полярности, на выходе элемента 41 и на входе С счетчика 34 пбявляются импульсы, разрешающие предзапись счетчика 34. Таким образо при каждом цикле преобразования вход ного сигнала в вольмеТре 33 происходит предзапись счетчика 34, Ввиду того, что при каждом цикле преобразо вания счетчик 34 импульсом на входе R переходит в состояние нуля, на выходе элемента 35 появляются импульсы положительной полярности. Они не могут включить реле 6Р, так как на противоположном конце его обмотки действует положительный потенциал (контакт 44 замкнут), равный амплитуде импульсов. В паузах между импульсами обмотка реле 6Р обесточена из-за диода Д8. Как только повреткденное место заготовки входит в кристаллизатор, отрицательный сигнал на входе 11 сумматора 10 становится равным положи-, тельному сигналу на входе 14, и коммутатор 24 отключается. При этом контакты 23 разрьгоают входную цепь преобразователя 26 и в разрядах счетчика 34 остается записанный в предыдущем цикле преобразования сигнал, пропорциональный требуемому времени, вьщержки заготовки в кристаллизаторе. Контакты 30 подают импульсный сигнал генератора 31 на вход 29 преобразователя 26. В момент отключения коммутатора: 24 на обмотке реле 5Р возникает отрицательный импульс, реле срабатывает и своим кон-,, тактом 5Р1 становится на самоблокировку. Его контакты 5Р2 замыкаются, и на вычитающий вход -1 счетчика 34 из генератора 31 поступают импульсы, каждый из них уменьшает записанный в счетчике цифровой сигнал на одну двоичную единицу. -Как только счетчик 34 переходит в состояние нуля,на выходах всех его разрядов оказывается низкий потенциал, а на выходе элемента 35 возникает высокий положительный потенциал, на обмотке реле 6Р положительньй импульс. Поскольку контакт 43 в этом время замкнут, реле 6Р кратковременно; включается и своими контактами 6Р1 разрывает цепь питания реле. 5Р, а контактами 6Р2 вьщает положительный импульс с реле 27. Таким образом,, интервал времени между моментом вхождения поврежденного участка заготовки в кристаллизатор (отключается коммутатор 24) и моментом возобновления ее вытягивания (срабатывает реле 6Р) определяется объемом записанной в счетчике 34 информации (т.е. величиной аналогового сигнала на входе 25) и частотой следования импульсов генератора 31. Повышая (снижая) эту частоту, можно ускорять (замедлять) считывание информации и тем самым сокращать (увеличивать) время выдержки заготовки в кристаллизаторе. Поэтому заданная иелинейным звеном 22 функциональная зависимость между проходным сечением размытого отверстия и необходимым для его кристаллизации временем задержки может воспроизводиться в различном временном масштабе путем коррекции частоты генератора 31. Подстройка генератора 31 дает возможность опытнь1м путем подобрать минимальное время вьвдержки заготовки в кристаллизаторе. Таким образом, при неизменной передаточной характеристике нелинейного звена 22 можно откорректировать время вьщержки.. Предлагаемое устройство рассчитано на применение в нем.в качестве датчика 12 скорости бесконтактной электрической машины - асинхронного тахогенератрра. Амплитуда его выходного сигнала зависит от угловой скорости вращения ротора, а частота рав на частоте напряжения, питающего возбуждения. В данном случае датчик должен быть выполнен таки образом, чтобы последовательно с (выходной обмоткой тахогенератора был включены двухполупериодный выпрямитель и фильтр нижних частот. Тогда на выходе датчика будет сигнал постоянного тока, величина которого пропорциональна скорости вращения ротора, а полярность не Зависит от направления вращения. Такое устройство позволяет исключить контактные соединения в цепи измерения скорости перемещения заготовки Поэтому на входе 11 сумматора 1-0 всегда действует сигнал отрицательной полярности независимо от направления движения., заготовки. Для нормал ной работы сумматора .10 необходимо, чтобы сигнал на входе 14 также всег да бьш одной полярности. Дифференциа тор 16 содержит инвертор и сумматор, в результате чего на его выходе формируется сигнал положительной полярности, величина которого пропорциональна скорости изменения (снижения или подъема) уровня расплава в метяплоприемнике. Таким образом, если происходит прорыв корочки заготовки, когда она вытягивается из кристаллизатора или неподвижна, положительный сигнал на входе 14 всегда больше отрицательного сигнала на входе 11 и на выходе 9 сумматора появляется положительный импульс. Во время обратного хода заготовки отрицательный сигнал на выходе 11 всегда больше положительного сигала на входе 14 и на выходе 9 сумматора отрицательный сигнал, который включает коммутатор 24. Характери изменения толщины корочки в зависимости от времени паузы, например, для изготавливаемой из чугуна марки СЧ18 заготовки круг 0 90 при средней толщине корочки |На выходе из кристаллизатора 6 мм шоказан на фиг. 5. Нелинейность в области больших сечений объясняется некоторой критической областью значений размытого окна, в которой процесс расходится ) и нарастание коронки может быть обеспечено только при значительном увеличении времени выдержки. Экономический эффект от использования предлагаемого устройства за счет повышения производительности на 5-7%, сокращения потерь металла . при прорывах корочки на 30-40%, уменьшения времени простоев дает 3,5-4 руб. на 1 т непрерывно литой заготовки, что при объеме производства 10 тыс. т составляет 40 тыс.руб. 1В год. б Ч Ht%-f: .f te ...lO; -ifff Pf Г7 tf ЯШ
ТТТ
i т iu
f/ 2PL i Г-, 1г
Kjitmna НприВо1н.9Л. 1 Seufamffln goffffpf irrwj/aifi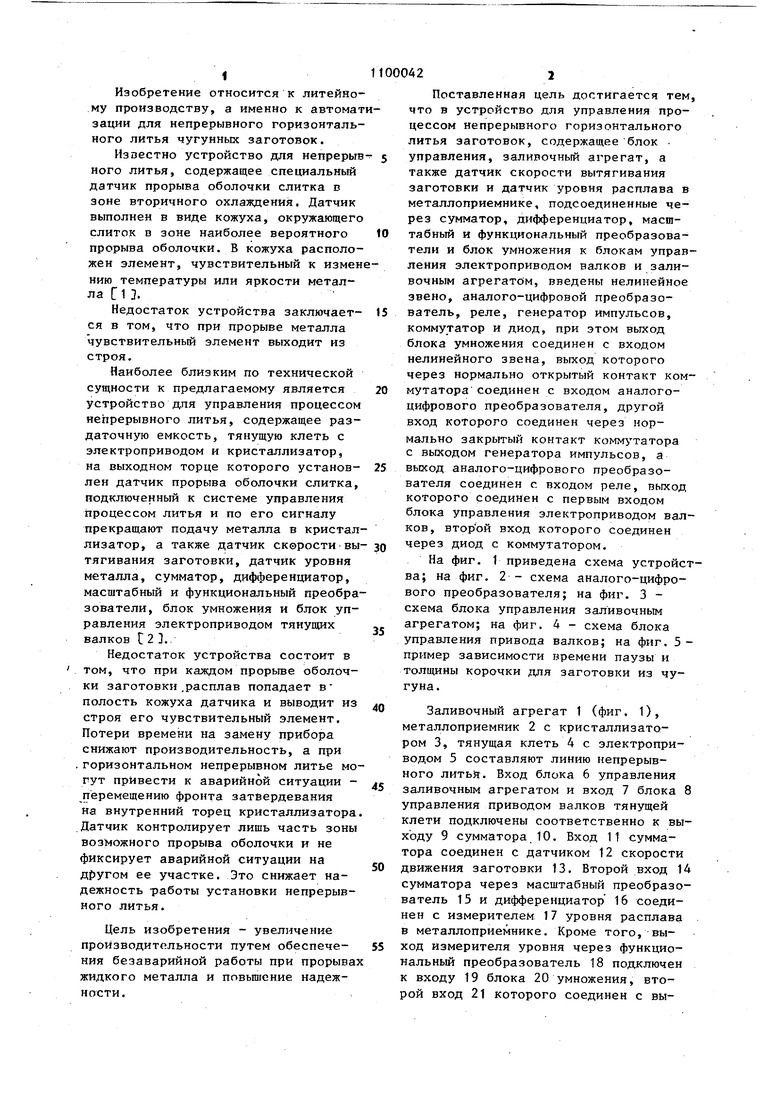

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Способ управления процессом непрерывного горизонтального литья | 1981 |
|
SU988449A1 |
| Устройство контроля отставания корочки отливки в кристаллизаторе | 1983 |
|
SU1082553A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |

УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее блок управления,, заливочный агрегат, а также датчик скорости вытягивания заготовки и датчик уровня расплава в металлоприемНике, подсоединенные через сумматор, дифференциатор, масштабньй . и функциональный преобразователи и блок умножения к блокам управления электроприводом валков и заливочным агрегатом, отличающееся тем, что, с целью увеличения производительности путем обеспечения безаварийной работы при прорывах жидкого металла и повышения надежности, в него введены нелинейное звено, аналого-цифровой преобразователь, реле, генератор . импульсов, коммутатор и диод, при этом выход блока умножения соединен с входом нелинейного звена, выход которого через нормально открытый контакт коммутатора соединен с входом аналого-цифрового преобразователя, другой вход которого соединен через нормально закрытый контакт коммутатора с выходом генератора импульсов, а выход аналого-цифрового преобразователя соединен с входом реле, выход которого соединен с первым входом блока управления электроприводом валков,, второй вход которого соединен через диод с коммутатором.
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3860061, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3834445, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
