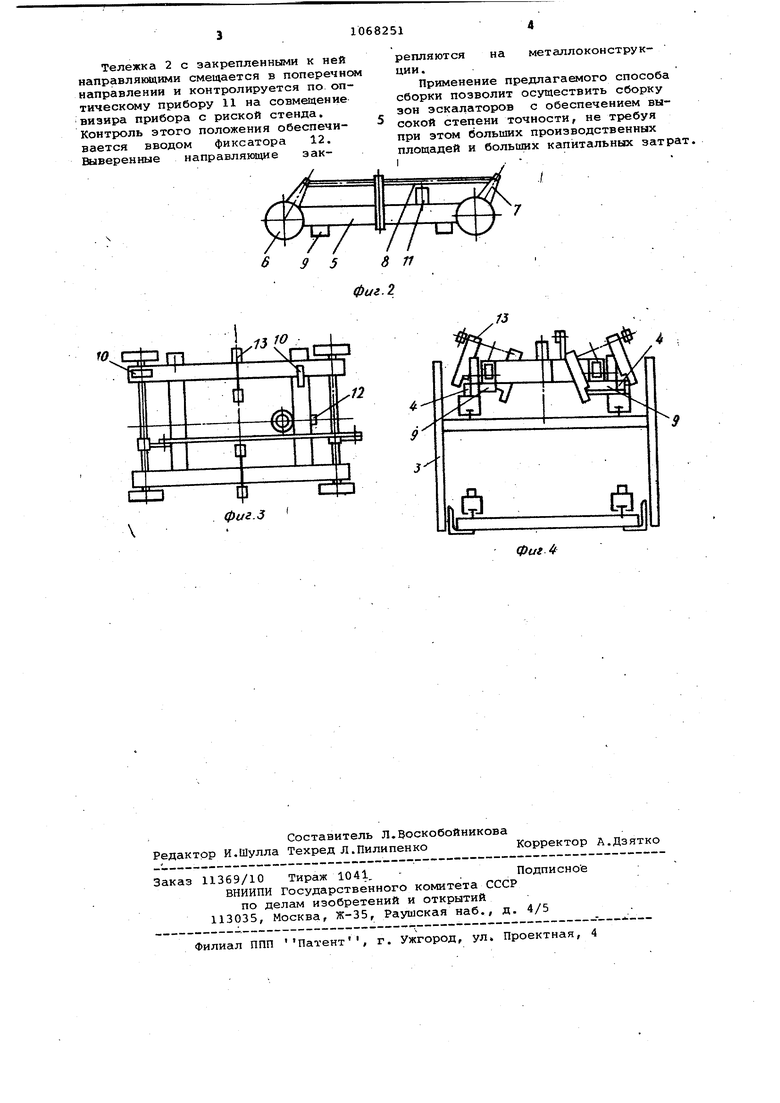
Изобретение относится к механосОорочному производству и может выть использовано при сборке зон эскалаторов. Известен способ сборки изделий типа зоны эскалатора, содержащей i рамную металлоконструкцию и направ лякяцие, заключакицийся в использовании основного шаблона с продольн меткой, соответствующей оси симметрии собираемого изделия для выверки положения направляющих относительно рамной металлоконструкции, и последуквдем закреплении ука занных элементов изделия между собой tlj. Недостатком способа является ис пользование трудоемких ручных операций.. Цель изобретения - повышение точности и производительности за счет снижения трудоемких ручных операций. Цель достигается тем,что согласно способу сборки изделия типа зоны эскалатора, йодержащей рамную металлоконсггрукцию и направляющие, заключающегося в использовании основного шаблона с продольной меткой соответствующей оси симметрии собираемого изделия для выверки положения направляющих относительно рамной металлоконструкции, и последующем закреплении указанных элементов изделия между собой, применяют уста навливаемую на направляющих издели технологическую тележку с оптическим прибором, имекацим метку, зажимами и дополнительными шаблонами расположенншли на противоположных концах тележки, при этом направляющие изделия посредством зажимов же ко связывают с дополнительными шабл нами, метку оптического прибора совмещают с продольной меткой основ ного шаблона путем смещения в Поперечном направлении технологической тележки совместно с направляющими изделия, после чего направляю щие закрепляют, на рамной металлокон струкции, а тележку удаляют. На чертежах показано устройство поясняющее предлагаемый способ. На фиг. 1 представлен стенд для сборки зон эскалаторов, оснащенный .тележкой; на фиг.. 2 - технологическая тележка, вид сбоку; на фиг. то же, вид сверху; на фиг. 4 рабочий момент сборки, при котором используется технологическая тележка.. Способ сборки изделий полностью реализуется при сборке зон эскалато ров посредством стенда 1 с использованием технологической тележки 2 Собираемое изделие состоит из ра ной металлоконструкции :3, на которую в ориентированном положении дол ны быть уложены направляющие 4 в дальнейшем будучи приваренные к металлоконструкции. Технологическая тележка 2 состоит из рамы 5 с закрепленными на ней колесами 6, оси которых соединены меходу собой рычагами 7 и штангой 8. Колеса б на своих осях закреплены с заданным эксцентриситетом, что позволяет изменять положения-рамы 5 по отношениюк опорной плоскости колес 6, по которой перемещается тележка, т.е. по отношению направляющих 4 к металлоконструкции 3, по которым тележка должна перемещаться. На раме 5 тележки 2 закреплены две пары шаблонов 9, поверхности которых соответствук)т конфигурации рабочей йоверхности направляющих 4, причем шаблоны .разнесены между собой на размер, соответствующий ширине колеи направляющих 4 на мета ллоконструкции. Кроме того, на тележке 2 смонтированы уровни 10, .оптический прибор 11, фиксатор 12 и две пары механизмов зажима 13. Сборка зоны с помощью предлагаемого стенда осуществляется следующим образом. Оснащаемую металлоконструкцию зоны устанавливают на основании стенда и закрепляют с помощью двух пар Сс1моцентрирующих тисков 14, которые, в свою очередь, закреплены на основании таким образом, что их оси симметрии лежат в одной плоскости, вследствие этого ось симметрии метал.локонструкции автоматически совпадает с осью симметрии стенда и проходит через риски и пазы стенда. Затем на металлоконструкцию накладывают направляющие 4 по ширине, равной примерно размеру ширины (колеи) , на направляющие 4 закатывается тележка.2, которая останавливается у мест выверки и крепления направляющих 4. Поворот.ом рычага 7 рама 5 тележки 2 опускается до соприкосновения плоскости шаблона 9 с опорной горизонтальной плоскостью направляющей 4, что достигается благодаря эксцентриситету посадки колес б на осях. Затем посредством механизма зажима направляющая своими рабочими Плоскостями прижимается к плоскостям шаблонов 9. Таким образом, направляющие 4 захватываются по размеру ширины колеи. По уровню 10 контролируется положение пары направляющих в поперечном сечении путем установки прокладок. С помощью уровня 10 проверяется уклон направляющих в продольном направлении.
Тележка 2 с закрепленными к ней направляющими смещается в поперечнс направлении и контролируется по. оптическому прибору 11 на совмещение визира прибора с риской стенда. Контроль этого положения обеспечивается вводом фиксатора 12. Выверенные направляющие эакметаллоконструкрепляются на ции.
Применение предлагаемого способа сборки позволит осуществить сборку зон эскалаторов с обеспечением высокой степени точности, не требуя при этом больших производственных площадей и больших капитальных затрат.
.1.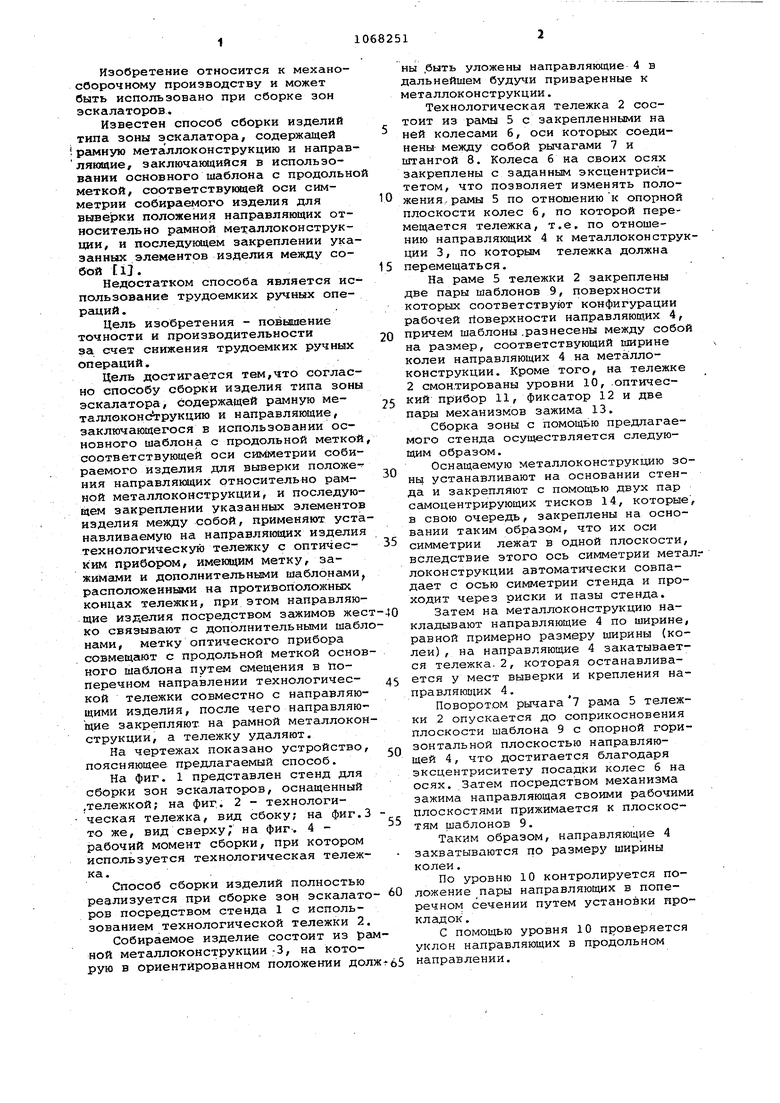
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки изделий | 1979 |
|
SU884932A1 |
| САМОХОДНЫЙ ПОРТАЛ | 1970 |
|
SU268569A1 |
| Стенд для сборки зон эскалаторов | 1984 |
|
SU1284766A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ БРУСЬЕВ СТРЕЛОЧНОГО ПЕРЕВОДА ПО ЭПЮРЕ И ОРДИНАТАМ | 2007 |
|
RU2355843C1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| Поточная механизированная линия сборки и монтажа мостовых кранов | 1981 |
|
SU1066111A1 |
| Устройство для сборки рельсошпальной решетки железнодорожного пути | 1983 |
|
SU1120050A1 |
СПОСОБ СБОРКИ ИЗДЕЛИЯ типа зоны эскалатора, содержащей рамную металлоконструкцию и направляющие, заключающийся в использовании основного шаблона с продольной меткой, соответствующей оси сим- , метрии собираемого изделия для выверки положения направляющих относительно рамной металлоконструкции, и последующем закреплении указанных элементов изделия между собой, отличающийся тем, что, с целью повышения точности и производительности за счет снижения трудоемких ручных операций, применяют устанавливаемую на направляющих изделия технологическую тележку с оптическим прибором, имеющим метку, зажимами и дополнительными шаблонами, расположенньв и на противоположных концах тележки, при этом направляю1;ие изделия по.средством зажимов жестко связывают с дополнительными шаблонс1ми, метку оптического прибора совмещают с продольной меткой основного шаблона путем смещения в поперечном направ- «о лении технологической тележки сов(Л местно с направляюп1ими изделия, после чего направляющие закрепляют на рамной металлоконструкции, а тележку удаляют.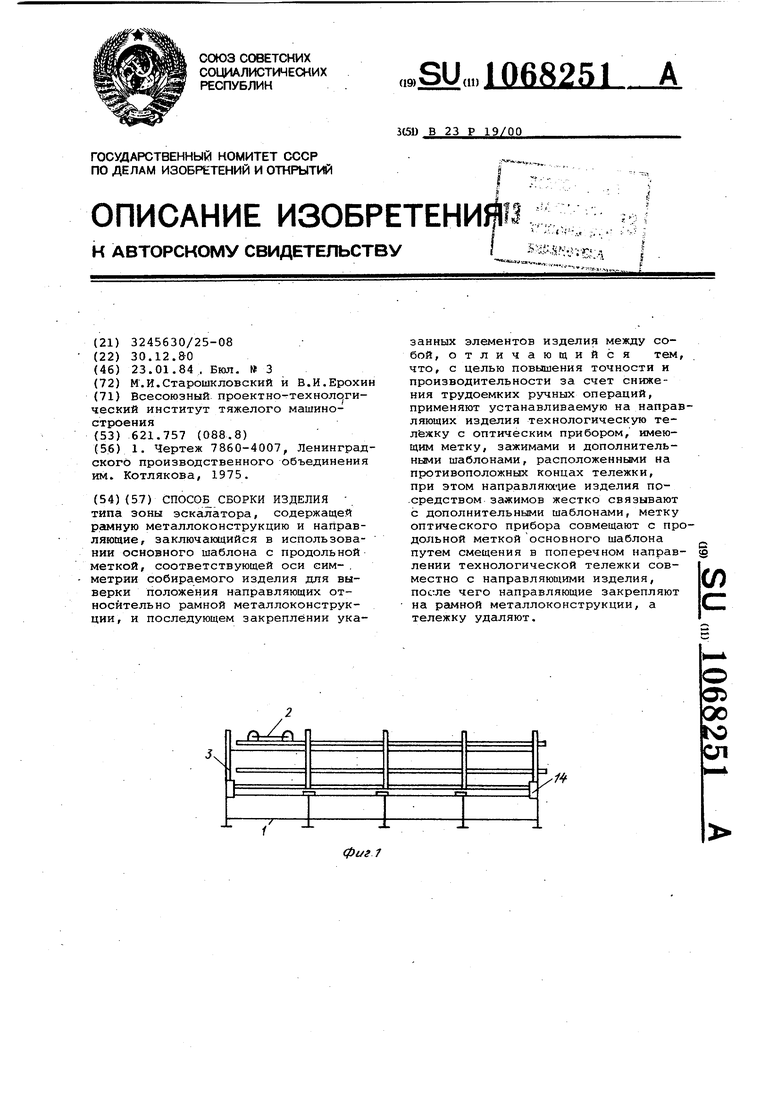
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ ведения электролиза с растворимыми анодами | 1925 |
|
SU7860A1 |
| Котлякова, 1975. | |||
