Изобретение относится к области угольного и горного машиностроения, а именно -к сборке и сварке перекрытий горношахтного оборудования-очистных механизированных комплексов.
Известна поточно-механизированная линия для оборки и сварки рамно-балочных металлоконструкций, содержащая челночный конвейер с гидра,вл:ичеоки м приводом и тележками с подъемными от гидроцилиидров столами, сборочные стенды, передвижные норталы с силоовьши цилиндрами, двухстоечиые кантователи СО шпинделями, крепежные устройства, размещенные на сборочных стендах и на щпинделях кантователей, -средства.гидроэлектроавтоматики.
Однако эта линия имеет недостатки, заключающиеся ,в том, что изделия на каждом рабочем месте зак|репляются и раскрепляются .вручную, конвейер осуществляет только транспортную функцию и не взаимодействует со сборочными стендами и кантователями, кантователи могут лищь поворачивать изделия вокруг пр-одольной оси, но производить на них сборку с силовым прижатием деталей нельзя.
Цель изобретения - иовыщение производительности за счет полной автоматизации цикла закрепления, транспортировки, раскрепления -изделия и расщирения технологических возможностей.
Для этого крепежные устройства выполнены в виде оправок с приводом от гидроцилиндров, фиксирующих свариваемое изделие :по его отверстиям и взаимосвязанных с по-мощью средств гпдроэлектроавтоматики с приводами перемещен 1я тележек конвейера и подъема их столов. Кантователи дополнительно снабжены передвижньши гидроопорами с самоустанавливающимися пятами, а стойки кантователя размещены на гидродомкратах с .возможностью перемещения в вертикальной плоскости.
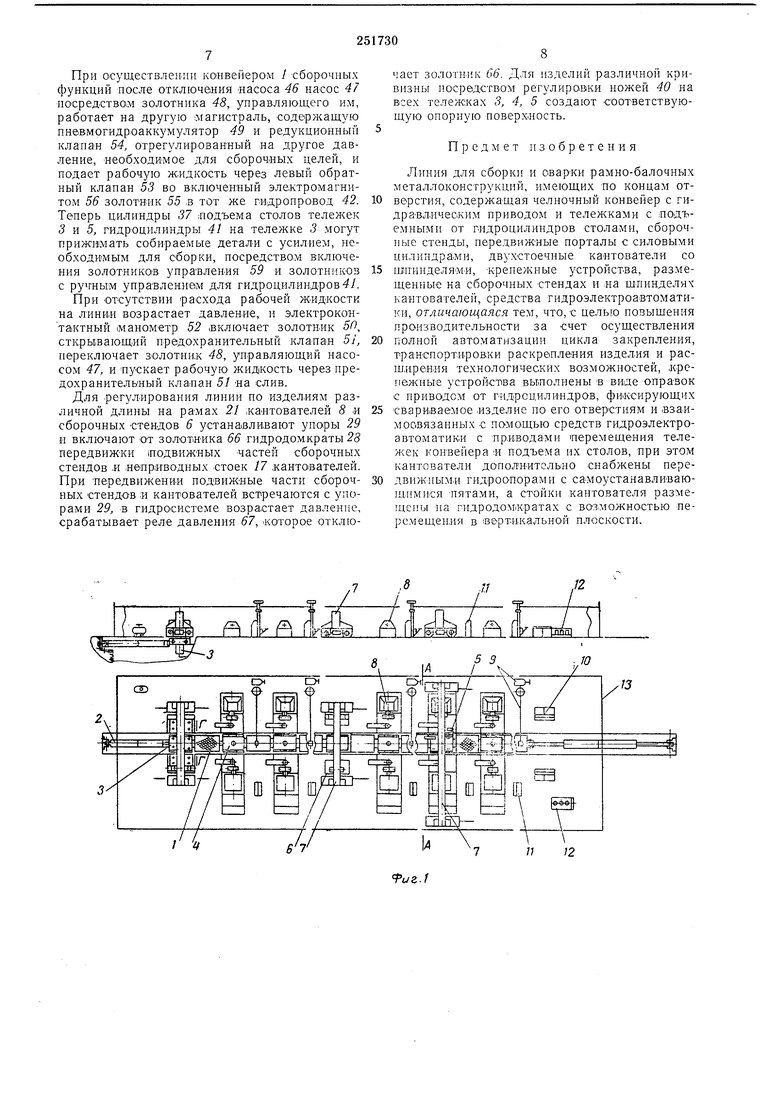
На фиг. 1 изображена предлагаемая линия в .плане; на фиг. 2 - то же, поперечный разрез .по Л-Л на фиг. 1: на фиг. 3-иередвижная гидроопора, разрез по Б-Б на фиг. 2; на фиг. 4 - неприводная стойка кантователя; на
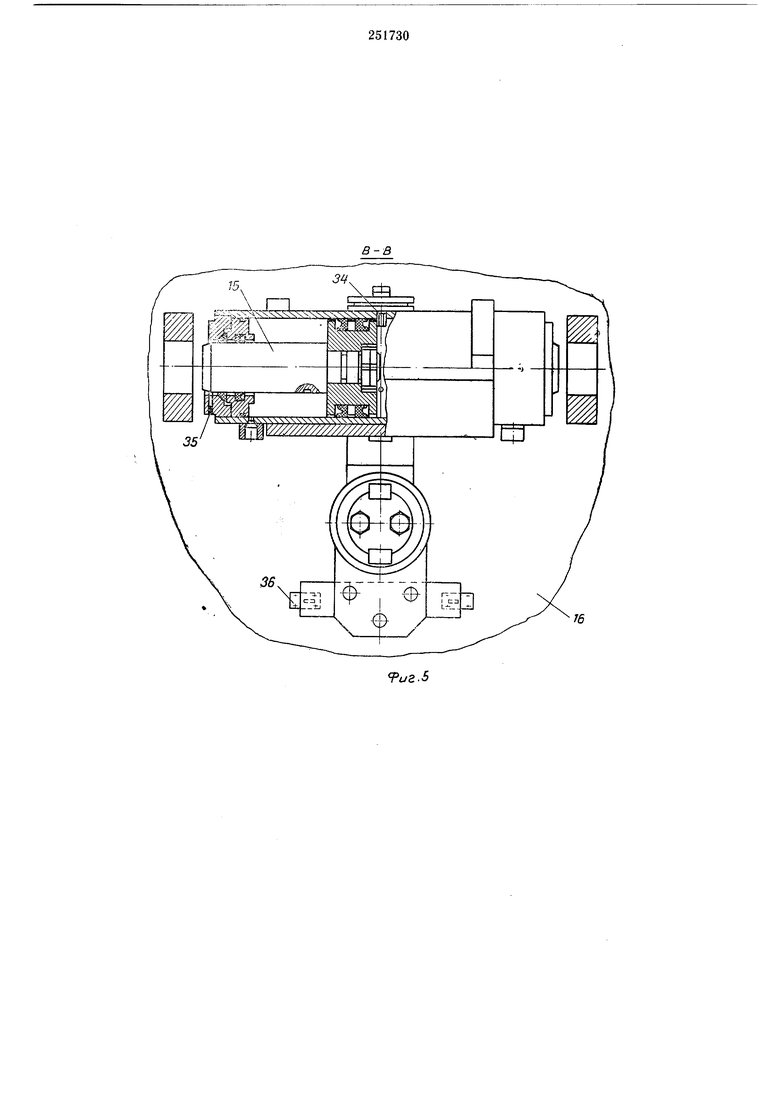
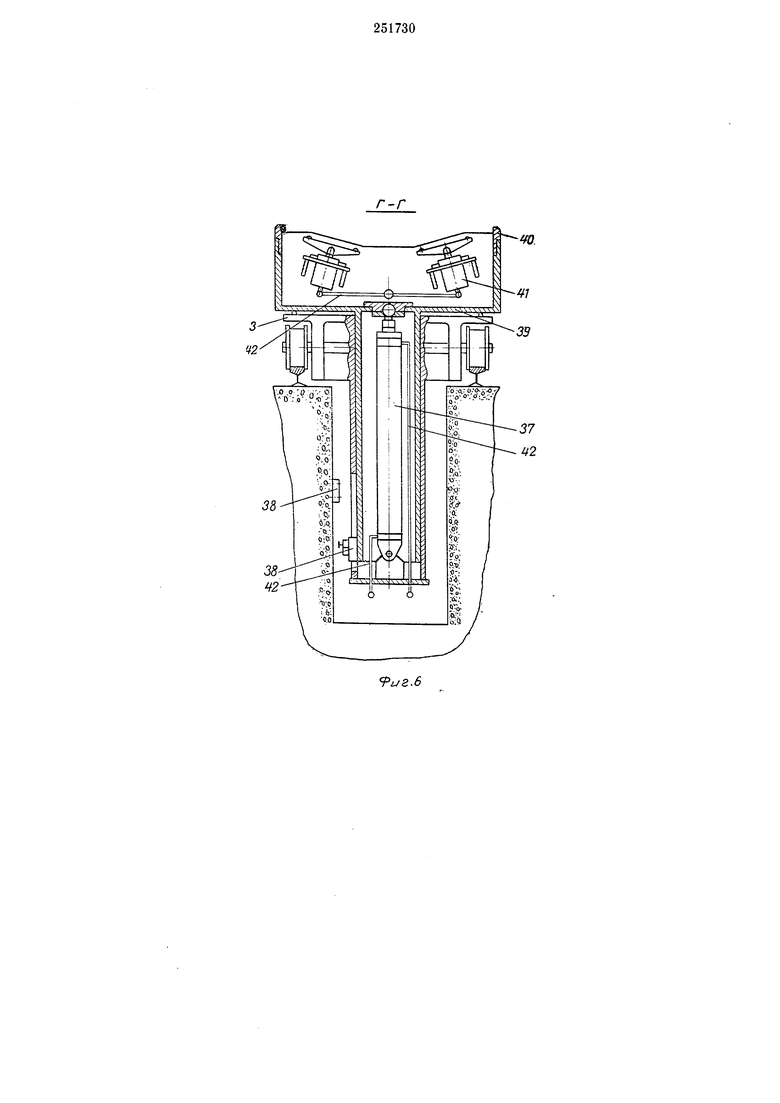
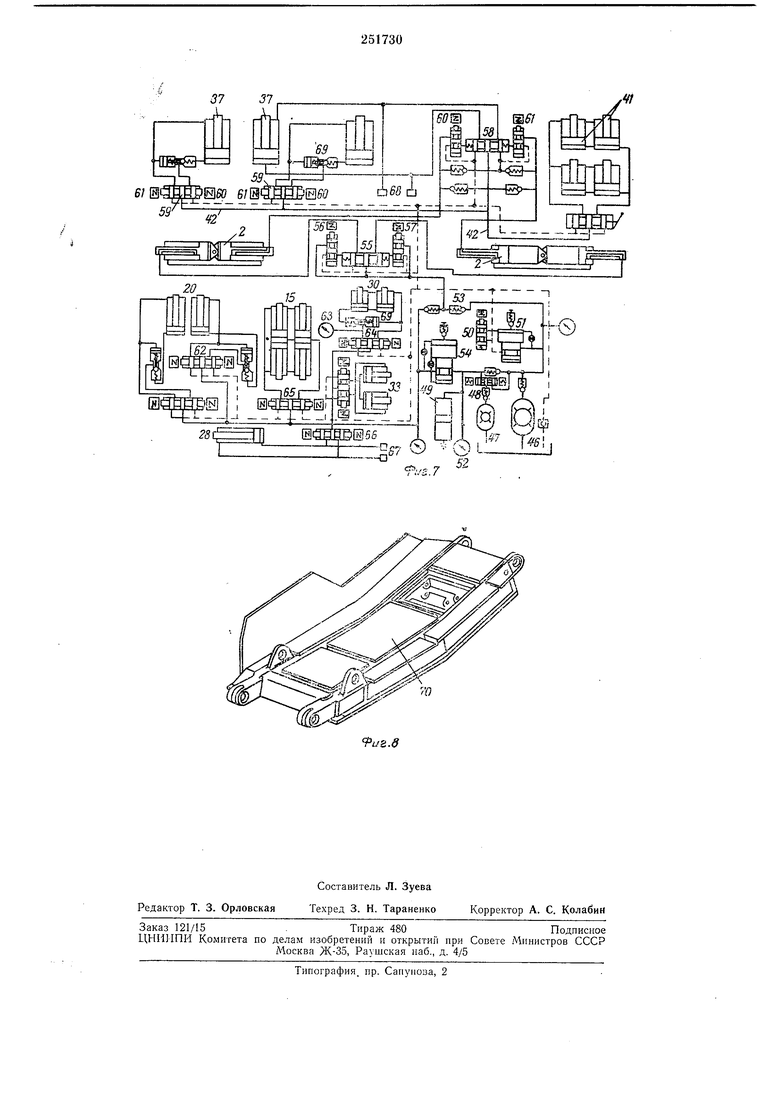
ф.иг. 5 - электроконтактные стройства оправок, разрез по В-В на фиг. 2; на фиг. 6 - цилиндр подъема столов тележек, разрез по Г-Г на фиг. 1; на фиг. 7 - принципиальная тлдра.влическая схема линии; на фиг. 8 - свариваемое изделие.
Линия состоит (см. фиг. 1) из конвейера /, содержащего цилиндры передвижки 2 и тележки 3, 4, 5, соединенные между собой платформами, сборочных стендOIB 6, порталов 7, кантователей 8, сварочного оборудования 9, съемного стенда 10, электрооборудования // со средствами сигнализац.ии, гидрооборудования 12 со средствами гидроэлектроавтоматнки, ограждений 13, разделяющих рабочие места и цредохраняющих -их от бликов электросварки. Передвижные лорталы 7, обслуживающие сбороч,ные стенды 6 и каитователи 8, содержат силовые цилиндры 14. Количество сборочных стендов 6 и кантователей 8, их расиоложение и чередование могут быть различиыми в зависимости от сложности изделия « ирйнятого технологического процесса. Сборочные стенды 6 и кантователи 8 содержат зал :имные фиксирующие устройства в виде гидравлических оправок 15. Кантовател.и 8 состоят из двух стоек, ириводной 16 .и непр.иводной 17, устаиовленных на корпусах 18, перемещающихся в направляющих 19 и оиирающихся на гидродомкраты 20, закрепленные «а раме 21. В приводной стойке 16 на шпинделе 22 и неприводной стойке 17 на щлинделе 23 установлеиы гидравлические оправки 15. Шпиндель 23 находится под воздействием груза 24, с которым он соединен посредством цепи 25. Один конец цепи 25 заделан в шариковую опору 26 в шиинделе 23, а аа другой конец цепи, переброшенный через звездочку 27, цодвещен груз 24. Корпус 18 с неприводной стойкой /7, а также подвижные части сборочных стендов 6 соединены с г-идродомкратами 28, расположен,ньши на раме 21, на которой имеются откидные упоры 29. На рамах 21 установлены гидроопоры 30 с самоустанавл.ивающейся пятой 31, -которые могут перемещаться .по направляющим 32 от гидроцилиндров 33. Оправки 15 содержат электроконтактные устройства 34 и 35. На приводных стойках 16 размещены концевые выключатели 36, фиксирующие положение оправок 15 и даЕощие -команду электрооборудованию кантователей. Тележки конвейера 3, 4, 5 содержат цилиндры 37 подъема столов, на которых смонтированы путевые переключатели 38. На самоустанавливающи.хся столах 39 предусмотрены ножи 40 для поднятия изделия, вдоль ножей 40 на столах тележек 3 и 5 размещены рабочие гидроцилиндры 41, питающие от гидропровода 42, и рольгацг 43 с упорами 44 и45. Гидрооборудование 12, кроме гидроцил.индров, содержит аасос 46 и насос 47 с золотни«ом уп1равлеНИя 48, иневмогидроаккумулятор 49, золотник 50 для управления работой предохранительного клапана 51, электроконтактный манометр 52, обратные .клапаны 53, редукционный клапан 54, золотник 55 для управления двил ением конвейера с электромагнитами 56 и 57, золотник 58 для управления движением столов тележек 4 и золотники 59 для управления столами тележек 3 и 5, работающие от электромагнитов 60 и 61; золотниivii 62 для управления гидродомкратами 20 стоек кантователей, электрокоитактное устройство 63, золотники 64 для иеремещсиия гидроолор 30 в вертикальном лаиравлении, зо;1отники 65 для управления вводом и выводом оправок 15 иа кантовагелях и сборочиых стендах, золотиик 66 для управления иередвижением 1ПОДВИЖЛЫХ частей сборочных стендов и .неприводных стоек кантователей, реле давления 67, реле давления 68, гидрозамки 69. Линия для сборки ai сварки рамно-балочных металлоконструкций с отверстиями ио концам, например перекрытий очистных механизированных комплексов, работает следующим образом. На первый сборочный стенд 6 по упорам и шаблонам на нем грузоподъемными оредствами устанавливают выпуклой частью вниз основной (криволинейный) лист балки с отверстиями ПО концам и другие соединительные детали изделия 70, например щвеллера. Затем включают зажимные устройства - гидравлические онрав-ки 15, которые фиксируют по отверстиям балки и сжимают их. Цилиндры на стенде 6 я такие же лидроцилиндры 41 на тележке 3 обжимают лист по балкам, сжатым оправками. С помощью портала 7 прижимаются другие детали изделий 70. Далее производится электроприхватка собранных деталей. ПоследуЕОщая обработка изделий - сварка осуществляется на кантователях 8 посредством полуавтоматического сварочного оборудования 9. Затем на втором сборочном стенде 6 (может и не быть по техироцессу) по шаблонам устанавливают в той же плоскости, что и на первом сборочном стенде 6, листы усиления металлоконструкции, которые также приж-имают с помощью передвижного портала 7 и смонтированных на нем силовых цилиндров 14. Далее изделия опять сваривают полуавтоматическим оборудованием 9 в кантователях 8, причем количество кантователей определяется ритмом работы линии. Следующая ио технологическому процессу сборка производится в трех плоскостях также на кантователе 8 с помощью передвижного иортала 7 с силовыми цилиидрами 14 и тележки 5 конвейера, подающей -и прижимающей снизу боковой лист изделия. После этого осуществляется сварка и зачистка швов в кантоватеипях 8. По окончании этих работ на каждом сборочном или сварочном месте начинается транспортный цикл. Отключают силовые цилиндры сборочных стендов 6 и порталов 7, включают сигнализацию и поднимают столы тележек 5, 4, 5 конвейера до положения, соответствующего осям оправок 15. Столы взаимодействуют с путевыми .переключателями 38, которые дают команды золотникам 65 на вывод оправок /5 из отверстий изделий 70. Оправки выходят из отверстий и электроконтактными устройствами 34 дают команды золотника.м 58 и 59 на дальнейший подъем
столов 39 тележек 3, 4, 5 конвейера /, -которые ножами 40 поднимают изделия.
По достижении кравшего верхнего положения срабатывает реле давления 68, и тележ.Кп конвейера с изделиями Передвигаются цилпндDOM передвижки 2 на шаг, т. е. на следующее рабочее место.
При этом конвейер включает шаговый концевой выключатель, тележки о пускаются, взаимодействуя с путевыми переключателя.ми 38, II останавливаются в положении, соответствующем ося.м onpaiBOK /5. Золотннки 65 получают команды на ввод оправок 15 в отверстия изделий 70. После ввода onpaiBOK /5 в отверстия изделия 70 электроконтактные З стройства 35 1подают команды на дальнейшее опускание столов тележек. По достижении крайнего нижнего положения срабатывает реле давления 68, и тележки конвейера нередвигаются на щаг, т. е. возвращаются в исходное положение. Цикл за;канчивается, на съемном стенде 10 остается изготовленное на линии изделие 70.
Кантователи 8, установленные в линии для Выполнения сварки и зачистки щвов, работают следующим образом.
Изделия, оставшиеся на оправках 15, поворачиваются .вокруг своей продольной оси с помощью электрооборудования 11 или устанавливаются в вертикальной плоскости в любое удобное для сварки положение посредствол перемещения корпусов 18 с установленными «а них стойками 16 (и 17 в вертикальном паправлении от гидродомкратов 20, работающих от золотников управления 62.
При разл1ичном -перемещении стоек ло высоте и неизменном межосевом расстоянии отверстий изделия 70 должно изменяться положение некоторых оправок 15 относительно стоек. Для этого выдвигают щпиндели 23, перемещающиеся в стойках 17 под воздействием груза 24.
По о-кончани-и работ на линии электрооборудо.вание кантователей получает от средств электроавтоматики команды, согласно которым оп-равки 15 поворачиваются в горизонтальное положепие, фиксируемое концевыми выключателями 36, дающими -оманду золотника-м 62 на опускание корпусов 18 со стойками 1б -и 17 в нижнее положение. Опустивигись, корпуса 18 нажимают на концевые выключатели. После этого дается команда на передвижение конвейера /. Конвейер передвигается, изделия раскр-елляются и закрепляются автоматически, в транспортном цикле.
При сборке и.зделия в трех плоскостях кантователи работают так же, -как и при сварке. Только для разгрузки шпинделей 22 и 23 от усилий силовых цилиндров 14 портала 7 по направляющим 32 подводят гидропилиндрами .9. гядроопоры 30 с гидрозамкам и 69 и включают на подъем до соприкосновения самоустанавливающейся пяты 31 с изделием 70. По достижении заданного давления электроконтактное устройство 63 отключает золотник 64, управляющий подъемом гидроопор 30. Гидроопоры 30, закрытые гидрозамками 69, воспринимают усилия сборки.
По окончании сборочных работ в одной плоскости гидроопоры 30 отводят до нужного уровня и положения, а изделие 70 поворачивают для сборки в следующей плоскости. При этом положение гидроопор 30 относительно стоек 16 и 17 и изделия 70 регулируют средствами гидроэлектроавтоматики.
Тележки кон.гзейера, помимо транспортных, выполняют функции технологические - сборочные. Так, гидроцилиндры 41 на тележке 3 совместно с цилиндром подъема 37 стола 39 поджимают основной лист изделия 70, взаимодействуя с первым сборочным стендом 6. Также взаимодействует с кантователем 8 для сборки цилиндр подъема стола тележки 5 с установленными на нем рольгангом 43 и упорами 44 и 45, которые подают бо:ковой лист и поджимают его снизу к свариваемому изделию 70 в тех случаях, когда это нельзя или неудобно сделать сверху. В цилиндры этих тележек через гидропровод 42 подается рабочая жидкость под различным давление:М.
При осуществлении конвейером / транспортных функгип после поступлен-ия команд о готовности рабочих мест линии -к транспортной операции начинает работать гидрооборудо вание 12, включается насос 46 (насос 47 работает все время). Пасосы подают рабочую жидкость :Под одним давлен11е: 1, необходимым для транспортной операции, через магистраль, содержащую иравый обратный клапан 53, к золотнику 55. При этом включаются электромагниты 60 золотников 58 и 59, и рабочая жидкость через левый цилиндр 2, систему обратных клапанов, через гидропро-вод 42 и золотники 58 и 59 поступает в поршневые полости ц-илипдров 37 - столы тележек 3-5 поднимаются.
После подъема столов срабатывает реле 55, золотнихи 58 и 59 отключаются электрамагнитами 60, отключается электромагнит 56 и включается электромагнит 57. благодаря чему рабочая жидкость поступает в правый цилипд-р 2, который лередвпгает конвейер на шаг. После передвижки на шаг срабатывает шаговый концевой выключатель, дающий команду на включение электромагнита 61 золотников 58 и 59. Рабочая жидкость через правый цилиндр 2, систему обратных клапанов, чере.т гидропровод 42, золотники 55 и 59 поступает в штоковые полости цилиндров 37, и столы телел ек опускаются.
После опускания столов срабатывает реле 68, отключает электромагниты 61 золотников 58 и 59 и электромагнит 57 и включает электромагнит 56, благодаря чему рабочая жидкость поступает в левый цилиид-р 2, который передвигает конвейер на щаг. После этого срабатывает шаговый концевой выключатель, дающий -команду на отключение насоса 46 и и переключение золотника 48.
При осуществлен.: оивейером I сборочных функций носле отключения «асоса 46 насос 47 носред€тво;М золотн ка 48, унравляющего им, работает на другую магистраль, содержащую пневмогидроаккумулятор 49 и редукционный кланан 54, отрегулированный на другое давление, необходимое для сборочиых целей, и подает рабочую жидкость через левый обратный кланан 53 во включенный электромагнитом 56 золотник 55 .в тот же гидропровод 42. Теперь цил гадры 37 лодъема столов тележек 5 и 5, гидроцилиндры 41 на тележке 3 могут прижимать собираемые детали с усилием, необходимым для сборки, посредством включения золотни 01В управления 59 и золотников с управлением для гидроцилиндров4/.
При отсутствии расхода рабочей ж идкости на линии возрастает давление, и электроконтактный 1мано:метр 52 .включает золотник 5, открывающей предохранительный клапан 51, переключает Золотн 1.к 48, управляющий насосом 47, и пускает рабочую жидкость через предохранительный кла-пан 51 на слив.
Для регулирования линии по изделиям различной длины на ра-мах 21 ,ка«тователей 8 и сборочных стендов 6 устанавливают 29 и включают от золотника 66 гидродомкраты 23 передвижки лодвижиых частей сборочных стендов .и денриводных стоек 17 .кантователей. При Передвижении подвилшые части сборочных стендоВ и кантователей встречаются с упорами 29, в гидросистеме возрастает давление, срабатывает реле давления 67, -которое отключает золотник 66. Для изделий различной кривизнь юсредством регулиро-вки ножей 40 на Bicex тележ ках 3, 4, 5 созда от соответствующую опорную поверхность.
Предмет изобретения
Линия для сборки и оварки рамно-балочных металлоконструкций, имеющих по концам отверстия, содержащая челночный конвейер с гидр Нвл.ичеоким приводом и тележками с лодъемным от гидроцилнндров столами, сборочные стенды, передвижные порталы с силовыми цил 1ндрами, двухстоечные ка-нтователи со Ш ти делями, крепежные устройства, размещенные на сборочных стендах и на шпинделях кантователей, средства тидроэлектроавтоматики, отличающаяся тем, что, с целью повышения производительности за счет осуществления полной автоматизации цикла закрепления, транспортировки раскрепления изделия и расширения технологических возможностей, .крепежные устройства выполнены в виде оправок с приводом от гидроцил ™дров, фш сирующих свариваемое изделие но его отверстиям и взаимоовязанных с помощью средств гидроэлектроавтоматики с приводами перемещения тележек конвейера я подъема их столов, при этом кантователи дополнительно снабжены передвиж Ь ми гидроопорами с самоустанавливаю цнм ся пятами, а стойки .кантователя размещс ы на гидродом1кратах с возможностью иеремещения в вертрькальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИ ИКСmmBVr.C-J'^^^-SlT^»/: | 1971 |
|
SU315556A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточно-механизированная линия для сборки и сварки металлоконструкций | 1978 |
|
SU776829A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ линия | 1969 |
|
SU253274A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |

7 16, 22 15 W Х-ЛU-Л 15 23 /7
2
16
иг.Ь
.
9иг.б 3731 557 ® Li DW сл,,2 7
