Изобретение относится к области сварки, а именно к конструкции поточной линии для сборки и сварки крупногабаритных рамных металлоконструкций, преимущественно рам грузовых вагонов с полом, состоящих из каркаса из крупносортных профилей и пола из набора листов толстолистового проката, и может быть использовано в других областях машиностроения.
Целью изобретения является повышение качества рамных металлоконструкций и упрощение конструкции.
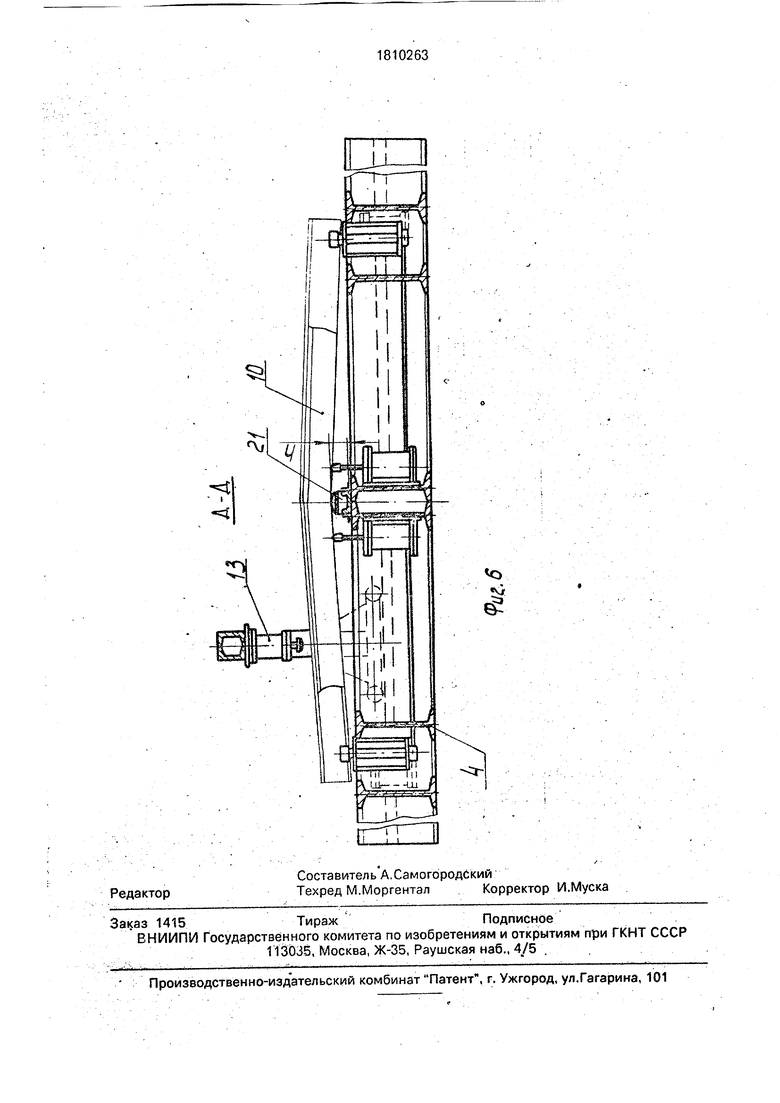
На фиг. 1 изображена предлагаемая пиния, вид в плане; на фиг. 2 - сечение А-А на фиг. Т; на фиг. 3 - сечение Б-Б на фиг, 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 1.
Поточная линия (фиг. 1) для сборки и сварки рамных металлоконструкций содержит три последовательно установленных стенда: стенд 1 для сборки и прихватки листов, стенд 2 для приварки листов к каркасу в обратном положении и стенд 3 для автосварки листов в нормальном положении.
В комплект линии входят подвесные цапфенные кантователи (не показаны), с помощью которых осуществляется перенос рамы с позиции на позицию и ее кантовка на 180°.
Стенд 1 состоит из основания 4 (фиг. 2), на котором установлены постель 5 для укладки рамы, пневмоцилиндры 6 для прижатия наружных профилей рамы с рычагами 7. пневмоцилиндр,8 управления зажимами 9 для фиксации профилей хребтовой балки
00 О
ю о
CJ
рамы 10, блок силовых цилиндров 11 механизмов предварительного прогиба хребтр - вой балки. Основание содержит направляющие 12, в которых перемещается портал 13, несущий на себе неподвижные цилиндры 14 и подвижные вдоль портала цилиндры 15, прижимающие листы пола к каркасу рамы. Для укладки рамы портал 13 перегоняют за пределы рамы несвободный конец 16.
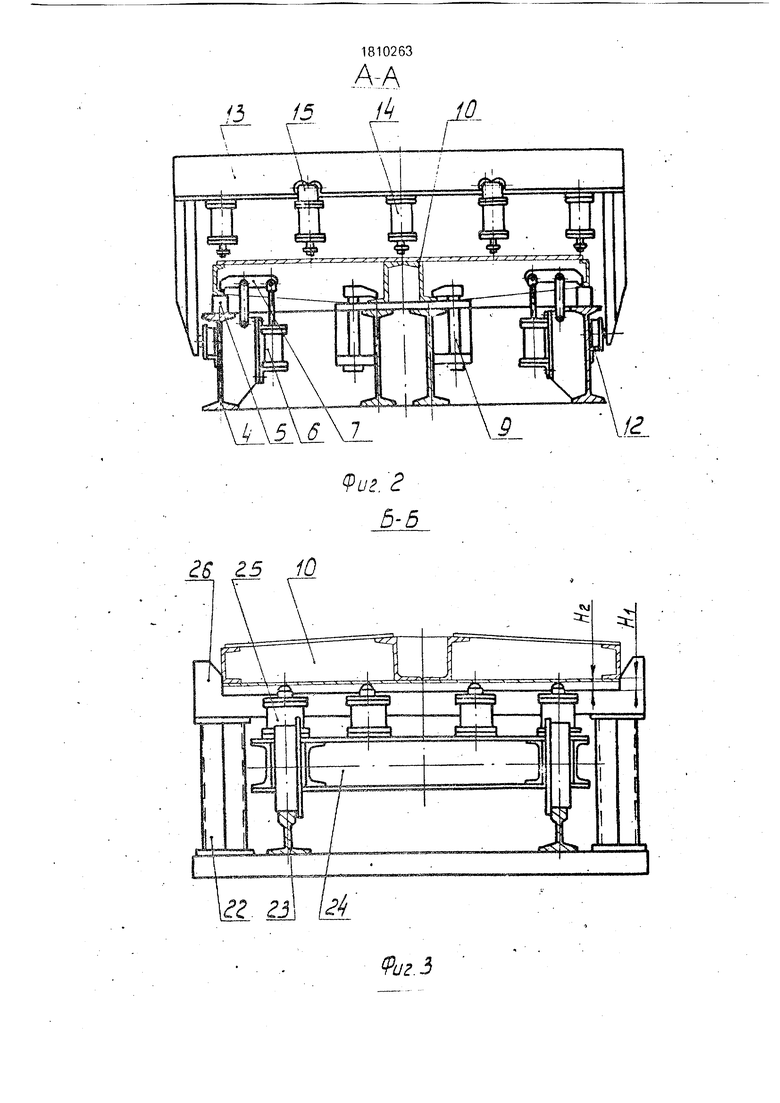
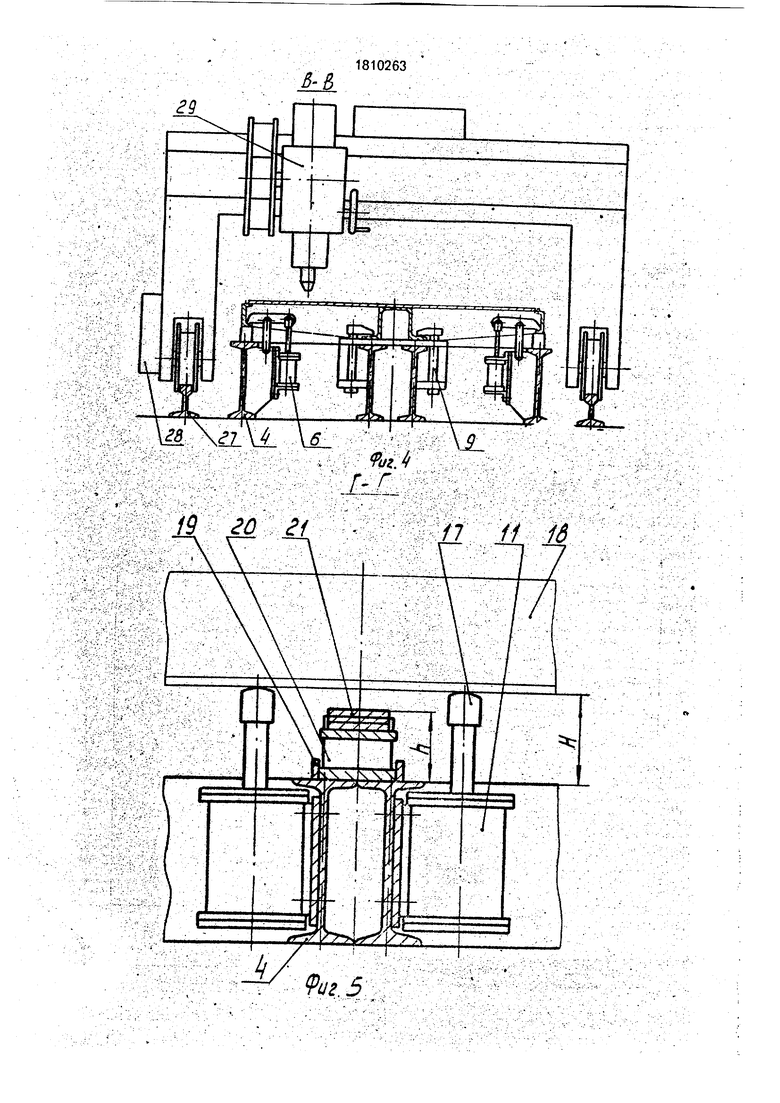
Механизм предварительного прогиба (см. фиг. 5) состоит из блока силовых цилиндров 11, штоки которых попарно соединены траверсами 17, взаимодействующими с хребтовой балкой 18 рамы 10. На поперечных связях основания 4 в направляющих 19 установлены упоры 20 с регулируемыми планками 21./
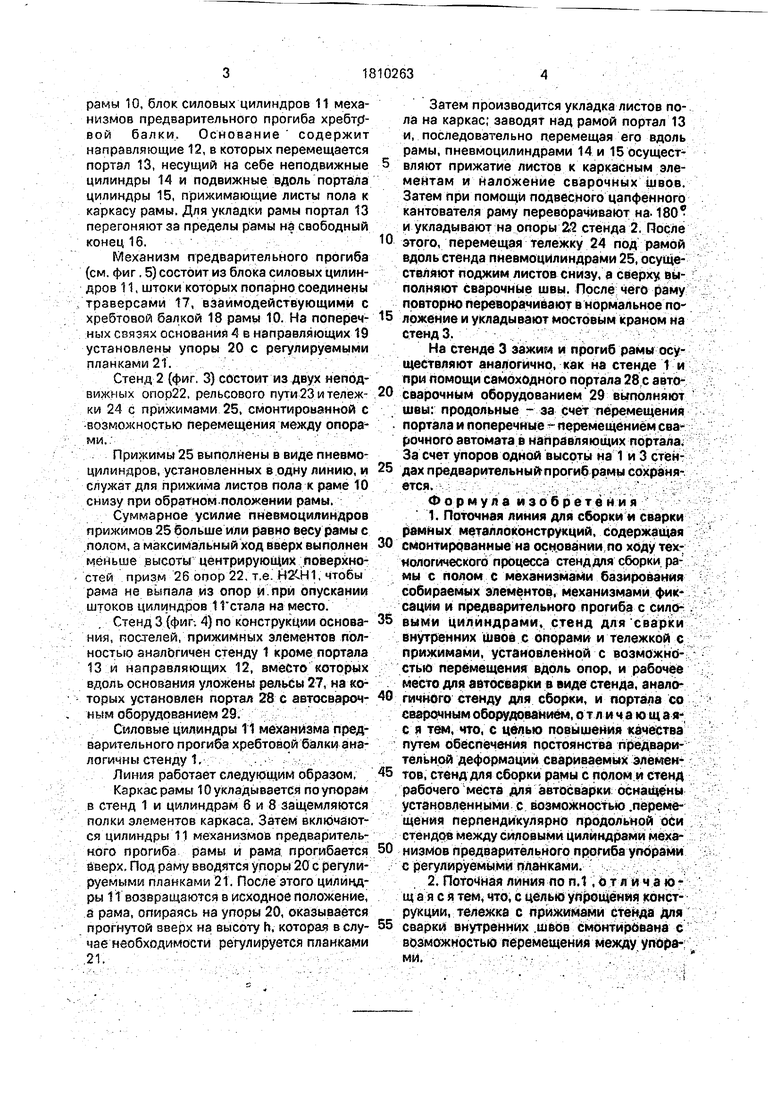
Стенд 2 {фиг. 3} состоит из двух неподвижных опор22, рельсового пути 23 и тележ- ки 24 с прижимами 25, смонтированной с -возможностью перемещения между опора- .ми.. - ; . -... --. . / .
Прижимы 25 выполнены в виде пневмо- цилиндров, установленных в одну линию, и служат для прижима листов пола к раме 10 снизу при обратном.положении рамы.
Суммарное усилие пневмоцидиндров прижимов 25 больше или равно весу рамы с полом, а максимальный ход вверх выполнен мёйьше .высоты центрирующих поверхностей призм 26 опор 22, т.е. Н24Н1, чтобы рама не выпала из опор и . при опускании штоков цилиндров 11 стала на место.
. Стенд 3 (фиг-. 4} по конструкции основания, постелей, прижимных элементов полностью аналогичен стенду 1 кроме портала 13 и направляющих 12, вместо которых вдоль основания уложены рельсы 27, на которых установлен портал 28 с автосварочным оборудованием 29.
Силовые цилиндры 11 механизма предварительного прогиба хребтоаой балки аналогичны стенду 1,;. :
Линия работает следующим образом,
Каркас рамы 10 укладывается по упорам в стенд 1 и цилиндрам 8 и 8 защемляются полки элементов каркаса. Затем включаются цилиндры 11 механизмов предварительного прогиба рамы и рама прогибается аверх. Под раму вводятся упоры 20 с регулируемыми планками 2 Т. После этого цилиндры 1Т возвращаются в исходное положение, а рама, опираясь на упоры 20, оказывается прогнутой вверх на высоту h, которая в случае необходимости регулируется планками ,21. - - .-. :-: .: .--.:.Затем производится укладка листов пола на каркас; заводят над рамой портал 13 непоследовательно перемещая его вдоль рамы, пневмоцилиндрами 14 и 15 осуществляют прижатие листов к каркасным элементам и наложение сварочных швов. Затем при помощи подвесного цапфенного кантователя раму переворачивают на-180 и укладывают на опоры 22 стенда 2. После
этого, перемещая тележку 24 под рамой вдоль стенда пневмоцилиндрами 25, осуществляют поджим листов снизу, а сверху вы- т полняют сварочные швы. После; чего раму повторно переворачивают в нормальное положение и укладывают мостовым краном на стенд 3. .- -.- ./ . -... -/..;--. :.: -
На стенде 3 зажим и прогиб рамы осу ществляют аналогично, как на стенде 1 и при помощи самоходного портала 28 с автосварочным оборудованием 29 выполняют швы: продольные - за счет перемещения портала и поперечные - перемещением сварочного автомата в направляющих портала. За счет упоров одной высоты на 1 и 3 стенг
дах предварительный-прогиб рамы сохраняется, :/; .: ; ::/с;.:; :. - .; , r :; Формула изобретения
1. Поточная линия для сборки и сварки рамных металлоконструкций, содержащая
смонтированные на основании по ходу технологического процесса стенд для сборки рамы с полом с механизмами базирования собираемых элементов, механизмами фиксации и предварительного прогиба с силон .
выми цилиндрами, стенд для сварки внутренних швов с опорами и тележкой с прижимами, установленной с возможностью перемещения вдоль опор, и рабочее место для автосварки в виде стенда, аналогичнбго стенду для сборки, и портала со сварочным оборудованием, о т л и ч а ю щ а я- с я тем, что, с целью повышения качества путем обеспечения постоянства предварительной деформаций свариваемых элементов, стенд для сборки рамы с полом и стенд рабочего места для автосварки оснащены установленными с возможностью .перемещения перпендикулярно продольной оси стендов между силовыми цилиндрами мёханизмов предварительного прогиба упорами с регулируемыми планками.; ;
2. Поточная линия по n.t, о т ли ч а ю щ а я с я тем, что, с целью упрощения конструкции, тележка с прижимами стенда для сварки внутренних .швов смонтирована с возможностью перемещения между упораМИ. :- - v ----:. .- :.: ..-.. ; --. -. :.::. : . 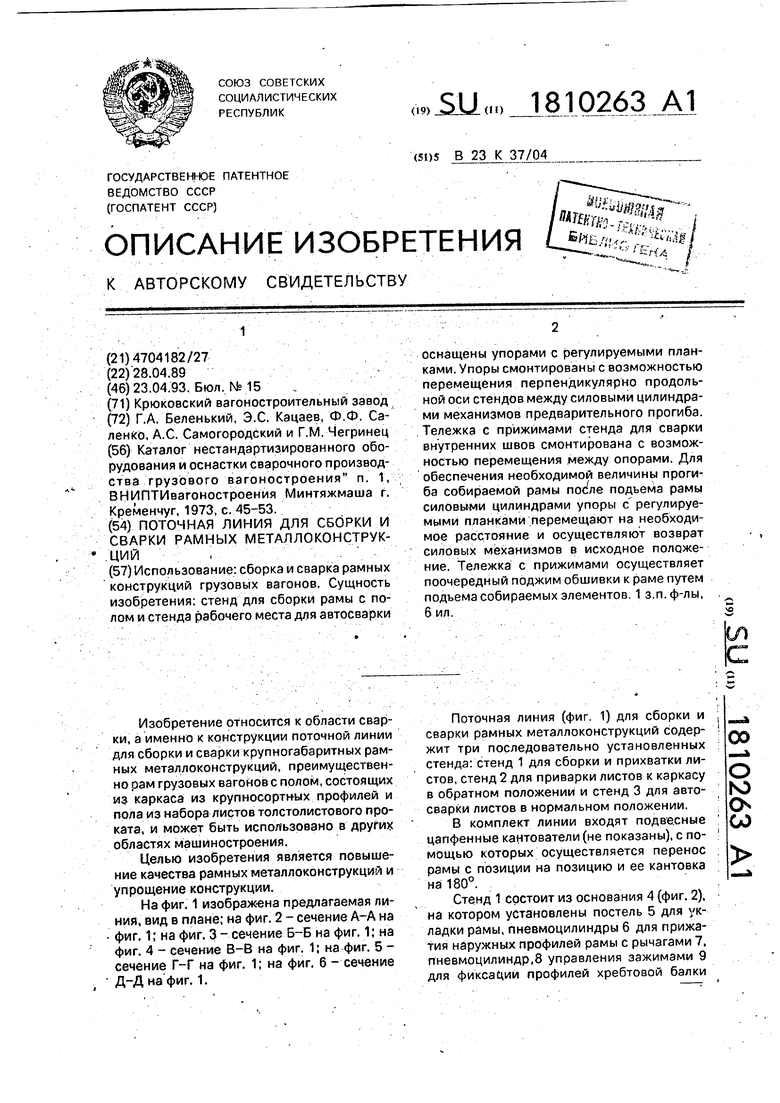
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Устройство для автоматической сварки конструкций с предварительным прогибом | 1980 |
|
SU933345A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сварки продольных швовбАлОК C пРЕдВАРиТЕльНыМ пРОгибОМ | 1979 |
|
SU846202A1 |

Использование: сборка и сварка рамных конструкций грузовых вагонов. Сущность изобретения: стенд для сборки рамы с полом и стенда рабочего места для автосварки оснащены упорами с регулируемыми планками. Упоры смонтированы с возможностью перемещения перпендикулярно продольной оси стендов между силовыми цилиндрами механизмов предварительного прогиба. Тележка с прижимами стенда для сварки внутренних швов смонтирована с возможностью перемещения между опорами. Для обеспечения необходимой величины прогиба собираемой рамы после подьема рамы силовыми цилиндрами упоры с регулируемыми планками перемещают на необходимое расстояние и осуществляют возврат силовых механизмов в исходное положение. Тележка с прижимами осуществляет поочередный поджим обшивки к раме путем подъема собираемых элементов. 1 з.п.ф-лы, 6 ил.
| Каталог нестандартизированного оборудования и оснастки сварочного производства грузового вагоностроения п | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кременчуг, 1973, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
