(54) УСТРОЙСТВО ДЛЯ СБОРКИ ИЗДЕЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Стенд для сборки зон эскалаторов | 1984 |
|
SU1284766A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Способ сборки изделия | 1980 |
|
SU1068251A1 |
| Способ сборки изделия | 1982 |
|
SU1202775A1 |
| Устройство для изготовления шаблонов проймы | 1989 |
|
SU1836913A2 |
| СПОСОБ УСТАНОВКИ СЕКЦИЙ НОЖА "^ " ' ПОВОРОТНОГО ШАБЛОНА ПРИ МОНТАЖЕ ОСЕСИММЕТРИЧНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU318108A1 |
| Устройство для контроля расстояния между двумя направляющими | 1983 |
|
SU1479815A1 |
| Стойка универсально-сборочного приспособления для сборки под сварку | 1978 |
|
SU775949A1 |
I
Изобретение относится к механосборочному производству и может быть использовано для сборки изделий, в частности зон эскалаторов.
Известно устройство, применяемое при сборке изделий и скреплении их сваркой, содержащее шаблон, установпенный на основании, и базирующие приспособления fl.
Кроме того, известно также устройст- ю во для сверления порознь двух стыков изделий с последующей их сборкой. Это устройство представляет собой зеркальный кондуктор-шаблон с 6тверст1ШМИ| базируемый по собираемому изделию . 5
Цель изобретения - обеспечение сборки зон эскалаторов, не ю еюших точных механообработанных технологических баз с совпадением на монтаже без пригонки стыков металлоконструкций и направляюпшх зон, а также повышение качества и повышение производительности процесса сборки.
Поставленная цепь достигается тем, что устройство выполнено кз двух зеркально расположенных шаблонов, а каждый шаблон снабжен жестйо закрегоюняыми планками .со смонтированными в них пальцами, определяющ ямя координаты стьтка, а в отверстиях шаблона установлеюм ; дополнительно введе гаые контршаблонЫ| причем продольные оси контршабпонов и пальцев параллельны.
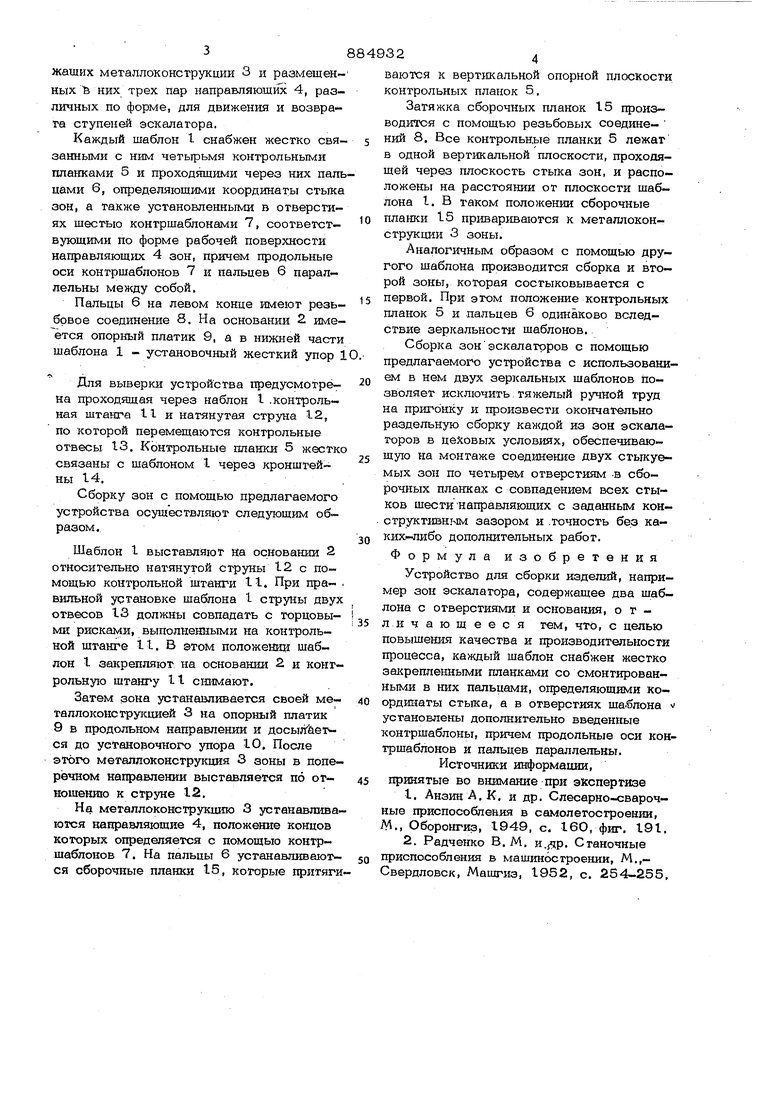
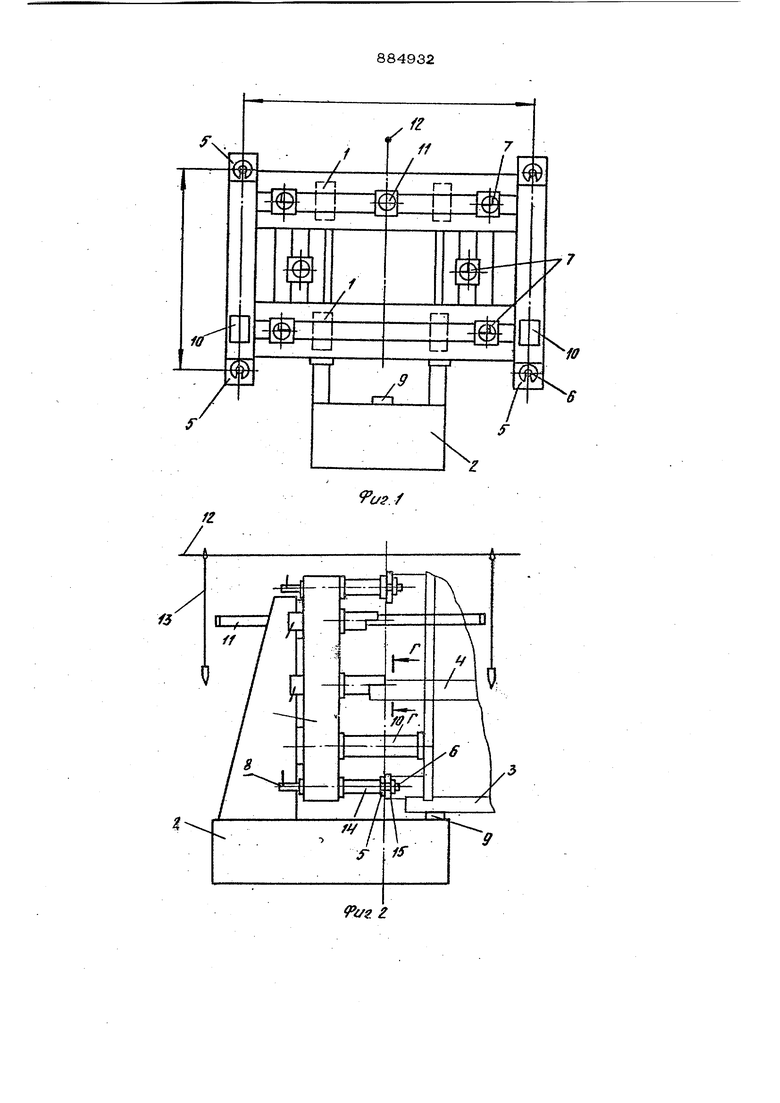
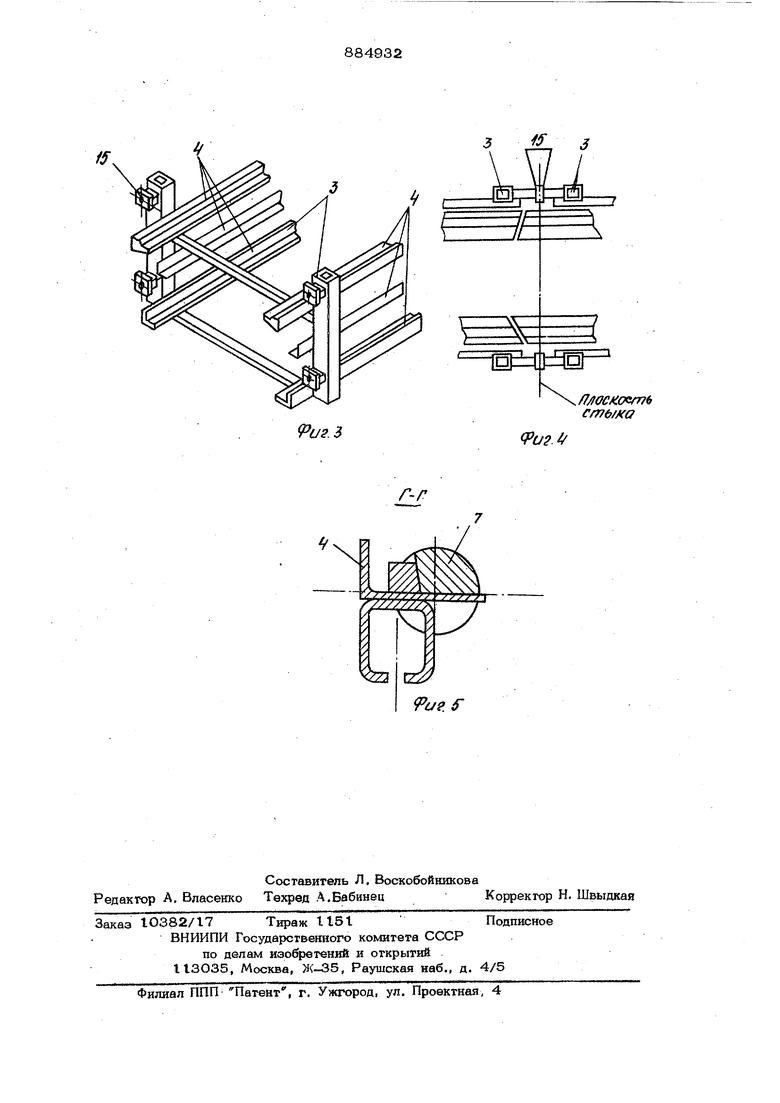
На фиг. I изображен шаблон, вид сав реди; на фяг. 2 - то же, виа сбоку; на фиг. 3 - вид собираемой зоны эскалатора в аксонометрии; на фиг. 4 - вид в плане при стыковке металлоконструкпий и направляющих зон эскалатора; на фиг. 5 разрез Г-Г на фиг, 2, где показана конфигурашет нижней направляющей, ориенгированной по контршаблону,
Устройство содермшт два шаблона, об работавных оовместно механообработкой. Каждый шаблон t установлен на основании 2 в начале Л1ший сборки зон, содержатдих металлоконструкции 3 и размешенных них трех пар направляюхщйс 4, различных по форме, для движения и возврага ступеней эскалатора. Каждый шаблон 1- снабжен жестко связанными с ним четьфьмя контрольными планками 5 и проходящими через них паль цами 6, определяющими координаты стыка зон, а также установленными в отверстиях шестью контршаблонами 7, соответствующими по форме рабочей поверхности направляющих 4 зон, причем продольные оси контршаблонов 7 и пальцев б параллельны меяоду собой. Пальцы 6 на левом конце имеют резьбовое соединение 8. На основании 2 имеется onopiaift платик 9, а в нижней части , шаблона 1 - установочный жесткий упор 1 Для выверки устройства предусмотрена проходящая через наблон I .контрольная штанга 11- и натянутая струна 12, по которой перемещаются контрольные отвесы t3. Контрольные плашш 5 жестк связаны с шаблоном I через кронштейны 14. Сборку зон с помощью предлагаемого устройства осуществляют слад тощим образом. Шаблон 1 выставляют на основании 2 относительно натянутой стру1-1ы 12 с помощью контрольной штанги И. При правильной установке шаблона I струны двух отвесов 13 должны совпадать с торцовыми рисками, выполненными на контрольной штанге 11. В этом положении шаблон 1 закрепляют на основашш 2 и контрольную штангу 11 снимают. Затем зона устанавливается своей металлоконструкцией 3 на опорный платик 9 в продольном направлении и досылгает ся до установочного упора Ю, После этого металлоконструкция 3 зоны в поперечном направлении выставляется по отТЮ11ЮШЙО к струне 12. На металлоконструкцию 3 устанавлива ются направляющие 4, положение концов которых определяется с помощью контршаблонов 7. На пальцы 6 устанавливаются сборочные планки 15, которые притяги Баются к вертихальной опорной плоскости контрольных планок 5. Затяжка сборочных планок 15 производиася с помощью резьбовых соединеНИИ 8. Все контрольные планки 5 лежат в одной верт1ссальной плоскости, проходящей через плоскость стыка зон, и расположены на расстоянии от плоскости шаблона I. В таком положении сборочные планки 1-5 привариваются к металлоконструкции 3 зоны. Аналогичным образом с помощью другого шаблона производится сборка и второй зоны, которая состыковывается с первой. При этом положение контрольных планок 5 и пальцев 6 одинаково вследствие зеркальности шаблонов. Сборка зон эскалаторов с помощью предлагаемо1-Ч5 устройства с использованием в нем двух зеркальных шаблонов позволяет исключить тяжелый ручной труд на пригонку и произвести окончательно раздельную сборку каждой из зон эскалаторов в цеховых условиях, обеспечивающую На монтаже соединение двух стыкуемых зон по четырем отверстиям -в сборочных платках с совпадением всех стыков шестиНаправляющих с заданным конструктивным зазором и .точность без каких-лкбо дополнительных работ. Формула изобретения Устройство для сборки изделий, например зон эскалатора, содержащее два шаблона с отверстиями и основания, отличающееся тем, что, с целью повышения качества и производительности процесса, каждый шаблон снабжен жестко закрепленными планками со смонтированными в них пальцами, определяющими коорд1шаты стыка, а в отверстиях ша.блона J установлены дополнительно введенные контршаблоны, причем продольные оси контршаблонов и пальцев параллельны. Источники информации, принятые во внимание при экспертизе 1,АНЗИН А.К. и др. Слесарно-сварочные приспособления в самолетостроении, М., Обороигиз, 1949, с. 16О, фиг. 191. 2.Радченко В. М. и.р. Станочные приспособления в машиностроении, М.,Свердловск, Машгиз, 1952, с. 254-255.
Ч
7Г
±d// //
I-1
±
|
,
9(г f
15 PU2.3
3 JL, 3 /7/}ОСКоет сп7ь/ка (U2. ь
