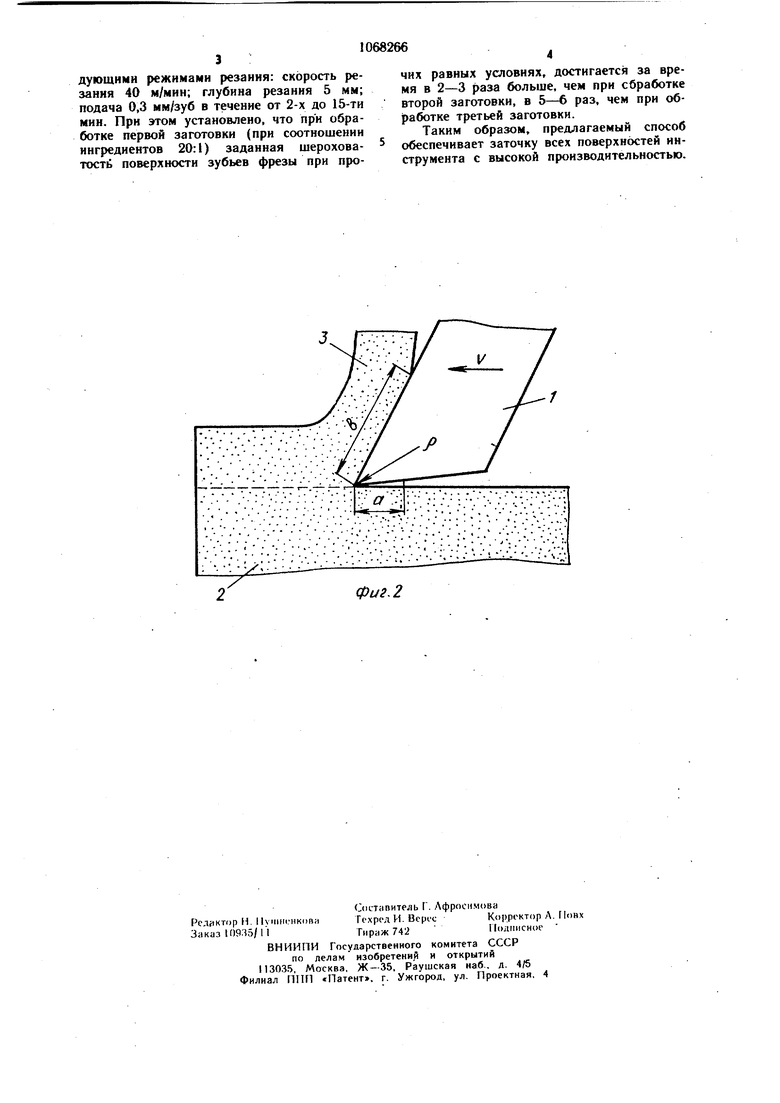
Изобретение относится к изготовлению режущих инструментов и может быть использовано при их заточке и доводке. Известен способ заточки режущего инструмента, при котором перемещают инструмент и притир в присутствии абразиза |1. Недостатком известного способа заточки является низкая производительность, связанная с последовательной обработкой затачиваемых поверхностей инструмента и сложность настройки при этом. Цель изобретения - повышение производительности. Для достижения поставленной цели согласно способу заточки режущего инструме.нта.при котором перемещают инструмент и притир в присутствии абразива, производят резание притира затачиваемым инструментом, при этом твердость притира выбирают в пределах 1-5 по Бринелю, а в качестве материала притира выбирают абразивные зерна и свинец или олово при следующем соотношении компонентов, вес./o: Абразивные зерна 5-30 Связка70-95 На фиг. 1 показана схема обработки притира в присутствии свободного абразива; на фиг. 2 - схема обработки притира из твердой абразивной массы. При резании затачиваемым лнструментом 1 притира 2 образуется стружка 3. При этом в зону резания непрерывно подается доводочная суспензия 4. Абразивные зерна 5, проникшие в контакты стружки 3 с передней поверхностью, с задней поверхности резца 1 при их относительном движении снимают с последних мельчайшие струж ки, производя одновременную доводку всех рабочих поверхностей резца. У простого токарного проходного резца таких поверхностей 4: передняя поверхность, главная и вспомогательная, задние поверхности и радиусный переход между главной и вспомогатгльной задними поверхностями. Для обработки каждой поверхности резца не требуется настройка оборудования, а углы резца с и If сохраняются без изменений. Если инструменту или заготовке сообщить вибрацию, то абразивные зерна легче проникают в зону резания и тем самым ускоряется процесс доводки режущих инструментов. Для того, чтобы образовалась сливная стружка при резании и была достаточно большая площадь контакта между заготовкой и поверхностями инструмента, перекрывающая рабочую площадь, в работе необходимо брать в качестве обрабатываемого материала пластичный материал. С другой стороны, чтобы была минимальная затрата энергии при доводке необходимо брать материал с низкой прочностью и твердостью по Бринелю в пределах 1 - 5. Изменяя режимы резания, свойство обрабатываемого материала, род, зернистость, концентрации абразивных зерен и доводочной суспензии и т. п. можно регулировать в широких пределах интенсивность доводки, качество и площадь обрабатываемых поверхностей инструмента. При этом глубина резания t выбирается, исходя из необходимости обеспечения длины контакта стружки с затачиваемым инструментом большей, чем заданная величина затачиваемой поверхности, т. е. . Это касается также и подачи. Она должна обеспечить ширину контакта стружки с резцом большей, чем ширина затачиваемой поверхности, т. е. ,. Пример. Производилась доводка рабочих поверхностей торцовой фрезы. Для этого установили затачиваемую фрезу на шпинх дель вертикального фрезерного станка, заготовку из свинца на его столе. Приготовили жидкую пасту из карбида кремния 30- 35%, минерального масла 70-65% и ее подавали непрерывно в зону резания. Обработку вели со скоростью резания 20 м/мин с глубиной резания 3 мм, с подачей на зуб 0,2 мм в течение от 2 до 15 мин до получе необходимой шероховатости поверх нос ти инструмента. Абразивное вещество представляет собой твердый раствор, абразивных зерен в связке (металл) при следующем соотношении компонентов: абразивные зерна 5- 30%, связка - остальное. При верхнем пределе ингредиентов, т. е. когда связка составляет 70% и абразивные зерйа 30%, абразивное вещество приобретает высокую твердость близкую к твердости абразивных зерен, что исключает Возможность обработки резанием и, следовательно, заточки инструментов. При среднем пределе ингредиентов, т. е. когда абразивное вещество составляет 15%, а связка 85%, абразив.ное вещество представляет собой пластичное вязкое вещество с достаточным абразивным действием. При обработке резанием такого вещества образуется сливная стружка и наибольший контакт рабочей поверхности затачиваемого инструмента с обрабатываемым материалом. При нижнем пределе ингредиентов, т. е. когда связка составляет 95%-и абразивные зерна -5%, концентрация абразивных зерен в связке оказывается настолько низкой, что становится малоэффективным процесс обработки Пример. Производилась доводка зубьев торцовой твердосплавной фрезы на фрезерном станке 6Н12. Для этого отливали три заготовки прямоугольной формы, состоящие из свинца и шлифпорошка (зеленого карбида кремния) при их объемном соотношении 20:1, 6:1, 3:1. Заготовки закрепляли поочередно на столе стаща и фрезеровали их затачиваемой фрезой со еледующими режимами резаиия: скорость резания 40 м/мин; глубина резания 5 мм; подача 0,3 мм/зуб в течение от 2-х до 15-ти мин. При этом установлено, что при обработке первой заготовки (при соотношении ингредиентов 20:1) заданная шероховатость поверхности зубьев фрезы при прочих равных условиях, достигается за время в 2-3 раза больше, чем при обработке второй заготовки, в 5-6 раз, чем при обработке третьей заготовки.
Таким образом, предлагаемый способ обеспечивает заточку всех поверхностей инструмента с высокой производительностью.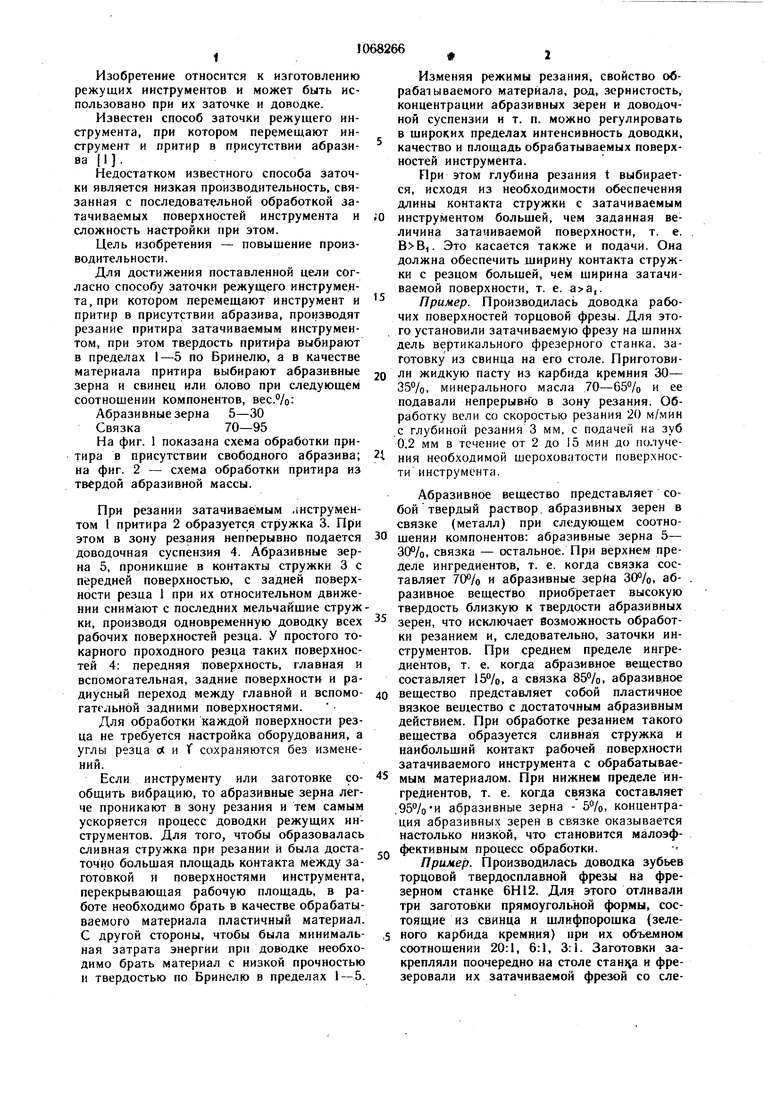
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ заточки алмазного лезвийного инструмента | 1972 |
|
SU878477A1 |
| Способ абразивной обработки | 1987 |
|
SU1509230A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| Абразивный инструмент для доводки | 1989 |
|
SU1726220A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ КЕРАМИЧЕСКИХ ПЛАСТИН ИЗ НИТРИДНОЙ КЕРАМИКИ | 2012 |
|
RU2491367C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Способ доводки деталей | 1979 |
|
SU837807A1 |
1. СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА, при котором перемещают инструмент и притир в присутствии абразива, отличающийся тем, что, с целью повыщения производительности, производят резание притира затачиваемым инструментом, при этом твердость притира выбирают в пределах 1-5 по Бринелю. 2. Способ заточки режущего инструмента по п. 1, отличаюи4цыся тем, что, в качестве материала притира выбирают абразивные зерна и свинец или олово при следующем соотношении компонентов, мас./о: Абразивные зерна 5-30 Связка70-95 (Л сг 00 to О) О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каратыгин А | |||
| М | |||
| и- др | |||
| Заточка и доводка режущего инструмента | |||
| Машгиз, 1963, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
