2. Устройство по п, 1, о т л иа ю щ е е с я тем, что одна изпоперечных стенок выполнена выше другой на 25-60 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ВАКУУМИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ РАЗЛИВКИ | 1992 |
|
RU2038386C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029657C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029658C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2033888C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034680C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
1. УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ МЕТАЛЛА, включающее вакуумкамеру с патрубком, промежуточный и сталеразливочный ковши, отличающееся тем, что, с целью повышения качества металла, в промежуточном ковше с помощью поперечных стенок выполнена дополнительная емкость, расположенная соосно в его центральной части, причем объем дополнительной емкости над торцом патрубка превышает объем внутренней полости патрубка вакуум-камеры в 1,1-1,3 раза. (Л о оо ел о to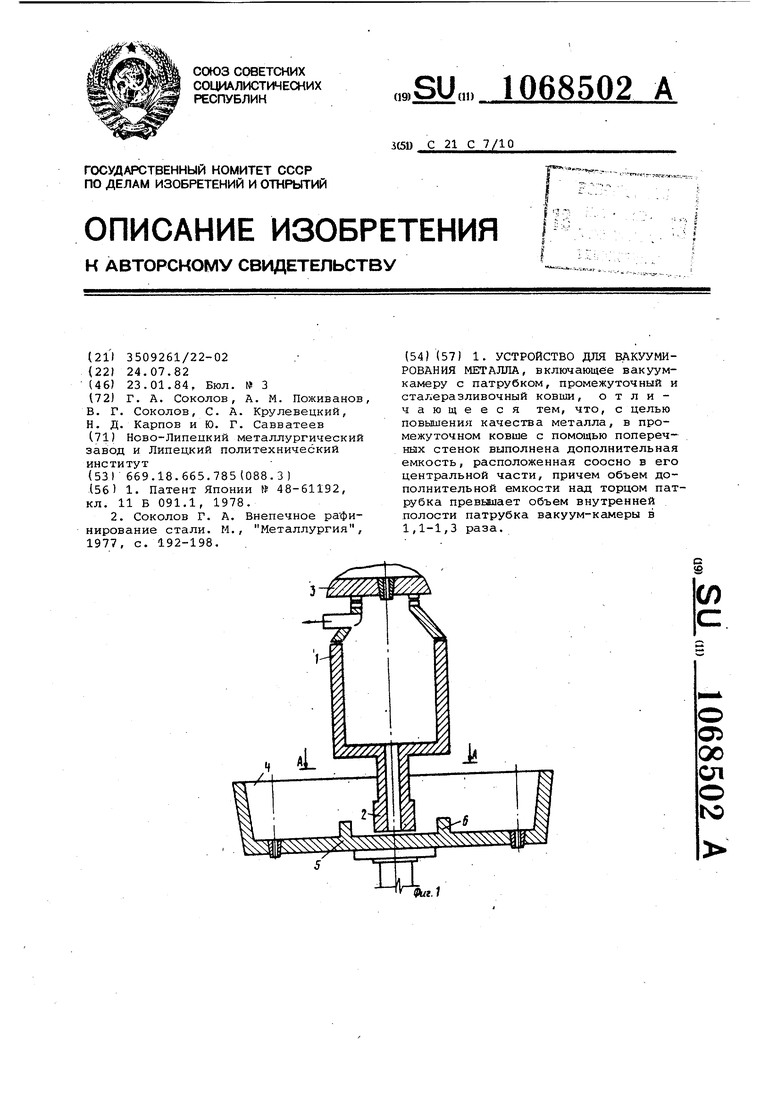
1
Изобретение относится к металлургии, в частности к производству стал с вакуумированием в процессе разливки.
Известно устройство для непрерывного рафинирования стали, в том числе вакуумирования на участке сталеразливочный ковш - промежуточный ковш. Устройство имеет вакуумную камеру, выполненную заодно с промежуточным ковшом 1.
Однако такая конструкция вакуумной камеры не позволяет начать дегазацию металла до тех пор, пока уровень металла в промежуточном ковше не поднимется до рабочего значения. Использование такого устройства приводит к тому, что большое количество металла в начальный период разливки оотаетсяневакуумированным.
Известно также устройство для вакуумирования металла, включающее вакуум-камеру с патрубком, промежуточный и сталеразливочный ковш. Вакуум-камера, стыкова.нная со стале- , разливочным ковшом, установлена стационарно, а промежуточный ковш может перемещаться в вертикальном направлении относительно камеры.- в этом устройстве в начале разливки промежуточный ковш подводят близко к торцу опускного патрубка вакуум-камеры для обеспечения минимального зазора между ними С
Однако в связи с тем, что для создания феррозатвора необходимо создат слой металла по всей площади промежуточного ковша на высоту 25-30% от ра бочего уровня, масса невакуумированнго металла может достигать 10-15 т. Кроме того, начальную высоту слоя металла трудно контролировать. Обнажение торца патрубка приводит к попаданию в камеру воздуха и к аварийном фонтанированию.металла. И, наконец, :растекание слоя по всему днищу промежуточного ковша вызывает сильное переохлаждение первых порций металла.
Целью изобретения является повышение качества металла.
Указанная цель достигается тем, что в устройстве для вакуумирования мет-алла, включающему вакуум-камеру с патрубком, промежуточный и сталеразливочный ковши, в промежуточном ковше с помощью поперечных стенок выполнена дополнительная емкость, расположенная соосно в его центральной части, причем объем дополнительной емкости над торцом патрубка превышает объем внутренней полости патрубка вакуум-камеры в 1,1-1,3 раза.
Кроме того, одна из поперечных стенок выполнена выше другой на 2560 мм.
Дополнительная емкость в промежуточном ковше позволяет легко контролировать процесс, начиная набор вакуума в момент, когда металл, заполнив емкость, начинает переливаться через стенку меньшей высоты. В этом случае количество невакуумированного металла может быть снижено с 10-15 д 0,5-0,6 т, т.е. в 20-30 раз. Кроме того разная высота стенок дает возможность первые, самы холодные, порции металла направлять в одну половину промежуточного ковша, снижая тем саым охлаждение его футеровкой промежуточного ковша.
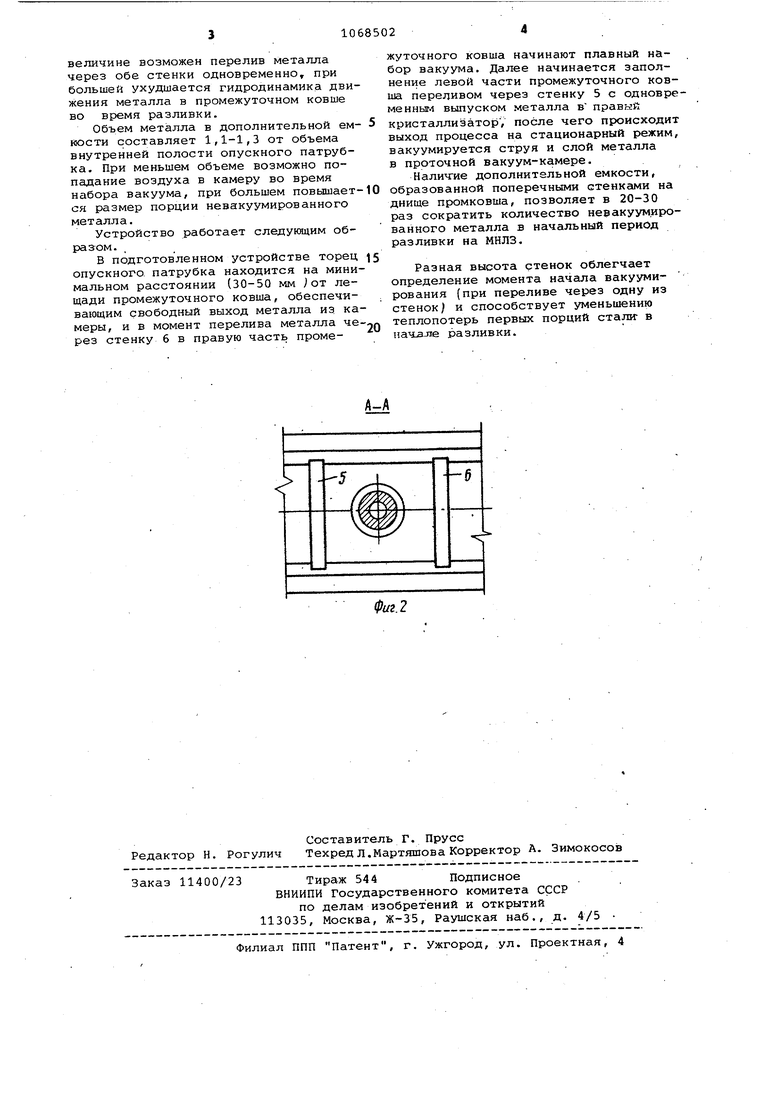
На фиг. 1 дано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для поточного вакуумирования состоит, из вакуум-камеры 1 с опускным патрубком 2, которая вверху плотно прижимается к узлу примыкания сталеразливочного ковша 3 и промежуточнЬго ковша 4, в котором при помощи стенок 5 и б разной высоты образована дополнительная емкость
В начале разливки вакуум-камера 1 плотно состыкованная с сталеразливочным ковшом,, находится в самом нижнем положении, при этом зазор между торцом опускного патрубка 2 и днищем промежуточного ковша 4 должен обеспечивать свободный выход металла из камеры. Опускной патрубок 2 вакуум-камеры 1 расположен в дополнительной емкости, образованной боковыми стенками промковша и поперечными стенка ми 5 и, 6 разной высоты. Высота низкой стенки 6 определяется так, чтобы при заполнении металлом дополнительной емкости и начале перелива его через эту стенку, торец опускного патрубка .2 заглублялся в металл на 100-120 ММ; Другая стенка 5 должна быть на 25-60 мм выше. Разность высот стенок выбирается пропорциональной массовой скорости разливки и ширинепромковша таким образом, чтобы разность площадей боковых поверхностей дополнительной емкости составляла 40-70 м2/мин/т. При меньшей
величине возможен перелив металла через обе стенки одновременно, при большей ухудшается гидродинамика движения металла в промежуточном ковше во время разливки.
Объем металла в дополнительной емности составляет 1,1-1,3 от объема внутренней полости опускного патрубка. При меньшем объеме возможно попадание воздуха в камеру во время набора вакуума, при большем повышается размер порции невакуумированного металла.
Устройство работает следующим образом.
В подготовленном устройстве торец опускного патрубка находится на минимальном расстоянии (30-50 мм от лещади промежуточного ковша, обеспечивагащим свободный выход металла из камеры, и в момент перелива металла через стенку 6 в правую часть промежуточного ковша начинают плавный набор вакуума. Далее начинается заполнение левой части промежуточного ковша переливом через стенку 5 с одновременныг выпуском металла в правый кристаллизатор, после чего происходит выход процесса на стационарный режим, вакуумируется струя и слой металла в проточной вакуум-камере.
Наличие дополнительной емкости, образованной поперечными стенками на днище промковша, позволяет в 20-30 раз сократить количество нееакуумированного металла в начальный период разливки на МНЛЗ.
Разная высота стенок облегчает определение момента начала вакуумирования (при переливе через одну из стенокJ и способствует уменьшению теплопотерь первых порций стали- в начале разливки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Соколов Г | |||
| А | |||
| Внепечное рафинирование стали | |||
| М., Металлургия, 1977, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
