а
СХ)
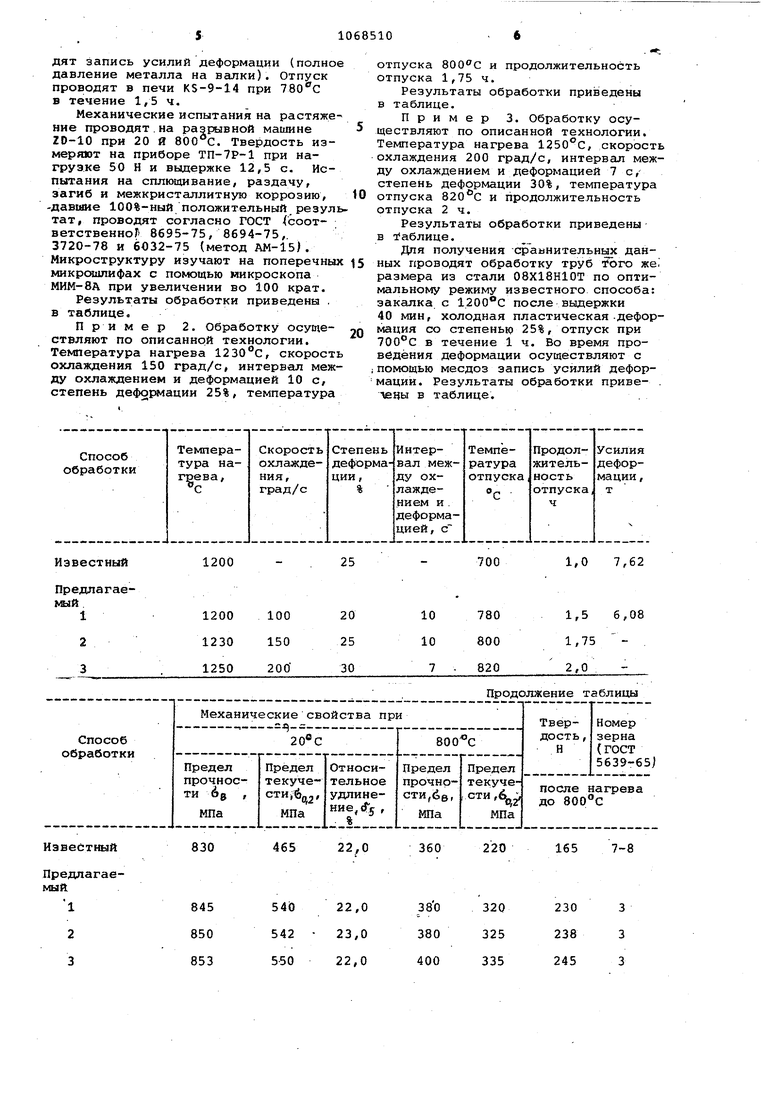
ел Изобретение относится к черной металлургии, в частности к области упрочняющих обработок нержавеющих сталей аустенитного класса, примен емых для упрочнения изделий, ливаекых холодной деформацией (в о новном труб и прокатных изделий). Известен способ обработки стали включаюи1ий закалку, наклеп (25 30%-ный} и старение (отпуск/ при в течение 35-50-ч. Такая об работка позволяет получить высокие прочностные и жаропрочные; (кратковременные) свойства для аустенит ных нержавеющих сталей, дисперсион но твердеющих (например, сталь ЭЙ 395/, в основном за счет выделе ния в процессе старения упрочняющей карбидной фазы ClJ. Недостатком указанного способа является то, что в результате тако обработки невозможно получение высоких прочностных и жаропрочных свойств у аустенитных сталей, не склонных к дисперсионному твердению (в том числе наиболее широко применяемых сталей типа 18-10, 18-10-Ti так как небольшое количество второй фазы в этих сталях (главным образом карбидов хрома типа M2iC (не вызывает сильного .эффекта старения, присущего сложнолегированным дисперсионно-твердеющим сталям. Осуществление этого способа связано с большими энергетическими и временными затратами на проведение отпуска (старения) при 650°С в тече ние 35-50 ч, что приводит к удорожа нию производства и к низкой произво дительности способа. Наиболее близким к предлагаемому по технической сущности является способ обработки нержавеющих сталей аустенитного класса, включающий нагрев, охлаждение, холодную пластиче скую деформацию в интервале 20-30% и отпуск. Проводят закалку с 1200°С Б. воду после выдержки 40 мин, холод ную пластическую деформацию со степенями 5, 10, 15, 25, 50 и 75% и старение (отпуск) при 100, 200, 400 600, 700, 800 и 900°С в течение 1, 5, 10, 15, 25, 50 и 100 ч 2. Недостатком известного способа является невысокая термическая ста.бильность получаемого упрочненного состояния при обработке изделий из аустенитной стали, не склонной к дисперсионному твердению. С точки зрения свойств она, в частности, выражается в резком падении твердос ти при нагреве в интервале температур 700-800°С. С точки зрения структуры, невысокая термическая стабильность проявляется в относительно раннем начале рекристаллизации (при температурах несколько выше , в то время как верхним пределом рекомендуемых ГОСТом 5632-71 температур эксплуатации для этих сталей является 800°С), приводящей к увеличению балла зерна, что отрицательно влияет на жаропрочность. Невысокие значения уровня прочностных характеристик (особенно условного предела текучести ) при температуре испытаний свидетельствует о низкой жаропрочности стали после указанной обработки. Целью изобретения является повышение жаропрочности и термической стабильности упрочнения. Поставленная цель достигается тем, что согласно способу обработки нержа,веющих сталей аустенитного класса, .включающему нагрев, охлаждение, холодную пластическую деформацию в интервале 20-30% и отпуск, охлаждение ведут со скоростью 100-200 град/е а холодную пластическую деформацию проводят через время, не превышающее 10 с после окончания охлаждения. При этом нагрев ведут до 12001250°С. Кроме того, отпуск проводят при 780-820°С в течение 1,5-2 ч. При такой обработке изменение комплекса свойств происходит в основном за счет изменения субструктуры {формирования полигонизационных субграниц ). Устойчивость дислокационной структуры с точки.зрения как механической, так и термической стабильности должна быть обеспечена созданием квазиравновесных, наиболее энергетически выгодных и потому наиболее устойчивых, дислокационных поверхностей раздела. Окончательное формирование такой структуры происходит в процессе . после деформационного нагрева, однако определяющим моментом при этом является образование уже на стадии холодной пластической деформации четкой ячеистой дислокацион -:ой структуры. Максимально ускорить формирование возможно более совершенной ячеистой структуры за счет компенсации упругих полей дислокаций призвано применение предварительной термической обработки. Ее задача заключается в создании условий для неконсервативного скольжения дислокаций. Облегчение переползания дислокаций, ускоряющееформирование ячеистой структуры.и уменьшающее сопротивление металла холодной деформации, стимулируется так называемой вакансионной закалкой, т.е. фиксированием при определенной скорости охлаждения, от определенной температурц и определенной избыточной концентрации вакансий (С). Если (равновесной при данной температуре концентрации вакансий/, то пересыщение вакансиями действует на дислокацию, как сила F ,нормальная к плоскости скольжения, и следовательно, способствующая переползанию:,1 F 115М- РП 3Ь 2 - со где k - постоянная Бoлы мaнav Т - температураV 1 - угол между дислокационной линией и направлением сколь женин; b - вектор Бюргерса. Сила, препятствующая переползанию, ра,вна F, s.n., где Vg- энергия образования вакан,сии. Тогда Для существенного облегчения переползания дислокаций выдерживается отношение F 0,7 Fp. Применительно к нержавеющим ста лям ауетенитного класса указанное условие выполняется при температуре нагрева под закалку не менее 1200С Снижение температуры нагрева приво дит k раннему развитию рекристалли зации в процессе последеформационного нагрева и соответствующему падению прочности. Нагрев до темпера туры выизе 1250°С нецелесообразен, так как образующееся при этом пере сыщение твердого раствор вакансиями не удается .зафиксировать при ох лаждении в степени, позволяющей ещ более улучшить комплекс прочностны (i жаропрочных свойств. Кроме того, такое повышение температуры н,агрев приводит к увеличению энергетических затрат и усложнению оборудова ния. Охлаждение из интервала температур 1200-1250°С проводят со скоростями, позволяющими в необходимо степени зафиксировать пересыщение вакансиями. Минимальная скорость охлаждения для выполнения этого ус ловия составляет 100 град/с. Верхний предел (200 град/с) ограничивается технологическими возможноетями существующего охлаждающего об рудования , применяемого в поточном производстве проката и труб.Соблюдение не более чем 10-секундного интервала между окончанием охлаждения и началом деформации необходимо для повышения в конечн 1тоге жаропрочности и термической стабильности упрочнения, а также лля снижения усилий холодной деформации. Увеличение выдержки пе ред деформацией более 10 с приводит к снятию пересыщения вследствие стока вакансий. Формирование ячеистой структуры при этом отличается неупорядоченностью, в результате чего дислокационные субграницы становятся менее устойчивыми. Их нестабильность доказывается результатами механических испытаний и исследований микроструктуры. Холодную пластическую деформацию проводят со степенями 20-30% с целью создания стабильной дислокационной субструктуры, способствующей повышению прочностных и жаропрочных свойств стали. Применение более низких степеней деформации не приводит к существенному повышению прочности вследствие образования недостаточно четкой ячеистой субструктуры. Более высокие степени деформации отрицательно влияют на термическую стабильность упрочненного состояния из-за получения нежелательного избытка дислокаций одного знака. Отпуск проводят при 780-820°С в течение 1,5-2 ч с целью обеспечения удовлетворительного уровня пласуич- - нрсти, стабилизации структуры после холодной деформации и повышения коррозионной стойкости. Применение более низких температур не позволяет получить удовлетворительную пластичность и ухудшает стойкость стали . против межкристаллитной коррозии. Нагрев выше приводит к развитию рекристаллизации и снятию упрочнения, а также, при отсутствии защитной атмосферы, к интенсивному окалинообразованию. Продолжительность отпуска в пределах указанного интервала определяется временем, необходимым для стабилизации структуры холоднодеформированной стали, и зависит от степени холодной деформации: нижняя граница (1,5 ч) соответствует 20%, верхняя (2ч)- 30%. При сокращении длительности отпуска структура не стабилизируется в необходимой степени. Увеличение длительности отпуска нецелесообразно, так как не приводит к существенному улучшению комплекса свойств, увеличивая энергетические затраты и снижая производигельность способа. Пример. Трубы размером -18x2 мм из стали марки 08X18R10T нагревают в камерной злектропечи с силитовыми нагревателями до 1200 С. Сразу после достижения 1200°С проводят закалку со скоростью охлаждения 100 .град/с до комнатной температуры. Через 9-10 с после окончания охлаждения трубы подвергают холодной пластической, деформации редуцированием с суммарной степенью обжатия 20%. При этом проводят запись усилий деформации (полно давление металла на валки). Отпуск проводят в печи KS-9-14 при в течение 1,5 ч. Механические испытания на растяже ние проводят.на разрывной машине ZD-10 при 20 Я 800 С. Твердость измеряют на приборе ТП-7Р-1 при нагрузке 50 Н и выдержке 12,5 с. Испытания на сплющивание, раздачу, загиб и межкристаллитную коррозию, -давшие 100%-ный положительный резул тат, проводят согласно ГОСТ J COOTветственно 8695-75, 8694-75, 3720-78 и 6032-75 (метод АМ-15). Микроструктуру изучают на поперечны микрошлифах с помощью микроскопа МИМ-8А при увеличении во 100 крат. Результаты обработки приведены . в таблице, Пример 2. Обработку осуществляют по списанной технологии. Температура нагрева , скорост охлаждения 150 град/с, интервал меж ду охлаждением и деформацией 10 с, степень деформации 25%, температура отпуска и продолжительность отпуска 1,75 ч. Результаты обработки приведены в таблице. Пример 3. Обработку осуществляют по описанной технологии. Температура нагрева 1250°С, скорость охлаждения 200 град/с, интервал между охлаждением и деформацией 7с,степень деформации 30%, температура отпуска и продолжительность отпуска 2 ч. Результаты обработки приведены в таблице. Для получения сраинительных данных проводят обработку труб того же. размера из стали 08Х18Н10Т по оптимальному режиму известного способа: закалка с после выдержки 40 мин, холодная пластическая-деформация со степенью 25%, отпуск при в течение 1 ч. Во время проведения деформации осуществляют с помощью месдоз запись усилий деформации. Результаты обработки приве- . тены в таблице..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| Способ изготовления труб из низкоуглеродистой стали | 1981 |
|
SU990836A1 |
| Способ механико-термической обработки малоуглеродистых сталей | 1987 |
|
SU1406183A1 |
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| Способ обработки низкоуглеродистой стали | 1982 |
|
SU1129248A1 |
| Способ обработки изделий из нержавеющих сталей | 1989 |
|
SU1624033A2 |
| СПОСОБ УПРОЧНЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2532600C1 |
| Способ изготовления труб | 1988 |
|
SU1585353A1 |
| Способ механико-термической обработки низкоуглеродистых сталей | 1974 |
|
SU645970A1 |
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
1.СПОСОБ ОБРАБОТКИ НЕРЖАВЕЮ;ЩИХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА, вклю.чакмдий нагрев, охлаждение, холодную пластическую деформацию в интервале 20-30% и отпуск, о т ли чающийся тем, что, с целью повышения жаропрочности и термической с±абильности упрочнения, охлаждение ведут со скоростью 100-200 град/с, а холодную пластическую деформацию проводят через время, не превышающее 10 с после окончания охлаждения. 2.Способ по п. 1, отличающийся тем, что нагрев ведут до 12-00-1250 С. 3.Способ по п. 1, о « л и ч а ю щ и и с я тем, что отпуск проводят при 780-820с в течение 1,5-2 ч.
1200
25
Известный
ПредпагаеКЕЯЙ
465
22,0
830
тный
агае540
22,0
845 23,0
542 850 550
22,0 853
1,0 7,62
700
Продолжение таблицы
220
7-8
165
230 3
320 238 3 325 245 3 335 Сравнительные механические испытания труб из стали 08Х18Н10Т, подвергнутых обработке по известному способу и подвергнутых термомеханик термической обработке по предлагаемому способу, показали увеличение предела текучести после термомеханикотермической обработки при тем пературе испытаний 800°С на 30-35% по сравнению с обработкой по .извест ному способу. Это важно, так как пр высоких температурах выход детали из строя часто определяется чрезмер ной остаточной деформацией еще задолго до разрушения. Повышение условного предела текучести позволяе -использовать более высокие эксплуат -ционные нагрузки без больших остат ных деформаций,- что свидетельствуе о повышении жаропрочности. Измерение твердости труб, обработанных по режимам известного и пр лагаемого способов, показало, что твердость последних вьпие во всем , интервале темпера.тур отпуска (кроме 950°С). Максимальное различие значений твердости (в 1,5 раза) наблюдается при температуре отпуска 800°С, соответствующей верхнему .пределу эксплуатационных температур. Это говорит о повышении механической стабильности упрочненного состояния при нагреве. Крупное зерно после обработки по предла-гаемому способу сохраняется после нагрева до 800°С, в то время как после обработки по извес ному режиму рекристаллизации актив развивается .уже при 700.С. Таким образом, структурная стабильность упрочненного состояния при нагреве в совокупности с отмеченной механической стабильностью позволяет сделать вывод а повышении термической стабильности упрочнения в результате обработки По предлагаемому способу. Усилия холодной деформации при обработке по предлагаемому способу снижаются примерно на 15% по сравнению с известным. Оптимальными параметрами термомеханикотермической обработки являются интервал температур нагрева 1200-1250°С, скорость охлаждения 100-200 град/с, временной интервал между окончанием охлаждения и началом деформации не более 10 с, интервал степеней холодной пластической деформации 20-30%, температура последеформационного отпуска 780-820 С, продолжительность отпуска 1,5-2 ч. Применение технологии термомеханикотермической обработки при поточном производстве позволит расширить область применения труб из нержавеющих сгалей аустенитного класса (возможно применение их в атомной энерг:етике ), повысить срок службы прокатных валков, снизить -затраты на ремонт и переналадку деформирующего оборудования, увеличить производительность труда, повысить качество продукции, что приведет, к экономии дефицитных легирующих элементов. Экономический эффект от внедрения предлагаемой обработки составит 430 тыс.руб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 0 |
|
SU241481A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бернштейн М.Л | |||
| Термомеханическая обработка стали и сплавов | |||
| М., Металлургия, 1968, с, -442 | |||
| , | |||
