Изббретение относится к деформационной термической обработке стали, может быть использовано в черной металлургии при изготовлении тонкостенных труб ответственного назначения, в частности для тепловыделяющих элементов ядерных реакторов, и является усовершенствованием известного способа по основному авт.св. fr1421782.
Цель изобретения - улучшение качества изделий путем повышения высокотемпературной прочности и термической стабильности упрочнения стали.
Сущность изобретения заключается в том, что согласно способу, включающему нагрев до 1200-1250°С, охлаждение до криогенных температур, отогрев до комнатной температуры, холодную пластическую деформацию и отпуск, нагрев прои-зяодят в жидкой тапитной среде с теплоемкостью 0,20- 0,48 ккал/кг-град, при этом нагрев может осуществляться в жидком азоте или арГоне.
Формирование регламентированиой термоустойчивой субструктуры может быть осуществлено при пластическом деформировании материала с очень сильной пересыщенностью избыточными вакансиями (против равновесного их содержания при температуре деформирования) .
Однако в известном техническом решении из-за того, что нагрев и охлаждение производят в различных средах (или в одной среде, но с различным агрегатным состоянием), между моментом окончания нагрева до требуемой температуры (1200-1250 С) и последующим ускоренным охлаждением до
о го
Јь
О 00 00
N)
криогенных температур всегда проходит определенное время, а высокотемпературные вакансии обладают черзвычайной подвижностью, в результате чего к моменту начала охлаждения их избыточная концентрация снижается, что отрицательно сказывается на совершенстве субструктуры, высокотемпературной прочности и др.
По предлагаемому способу нагрев изделия производят в среде, которая одновременно является охладителем, причем с охлаждающей способностью, достаточной для обеспечения процесса вакансионной закалки. В то же время эта среда защитна (безокислительная) для предотвращения процесса окалино- образования при высокотемпературном нагреве, инертна (вэрыво- и токсико- безоласна) и обеспечивает переохлаждение до криогенных температур (ниже -80°С). Перечисленными свойствами обладают, например, жидкий азот или аргон, имеющие теплоемкость 20 - 48 ккал/кг град.
Следовательно, при обработке изделий из аустенитных нержавеющих сталей по предлагаемому способу после прекращения нагрева (например, путем пропускания тока через изделие) до требуемой температуры (1200-1250°С) в жидкой защитной среде с теплоемкостью 0,20-0,48 ккал/кг град мгновенно начинается охлаждение с требуемой скоростью до криогенных температур при сохранении в твердом растворе значительно большей концентрации высокотемпературных вакансий, чем при обработке по известному способу. В результате при последующей холодной пластической деформации при комнатной температуре происходит формирование субструктуры с термостойкими полигональными субграницами, повышается высокотемпературная прочность и термическая стабильность упрочнения.
Если нагрев производят в жидкой защитной среде с теплоемкостью менее 0,20 ккал/кг.град, то не обеспечивается необходимая интенсивность охлаждения с температуры нагрева до криогенных температур, в ходе охлаждения происходит отжиг вакансий, снижается избыточная их концентрация перед деформацией, формируются менее устойчивые субграницы, снижается высокотемпературная прочность и термическая стабильность упрочнения. Если нагрев
0
5
0
5
0
5
0
5
0
5
производят в среде с теплоемкостью более 0,48 ккал/кг.град, то дальнейших изменений в субструктуре не происходит (концентрация избыточных вакансий не увеличивается), однако известные среды либо не обеспечивают требуемой конечной температуры (аммиак) , либо не обеспечивают гарантированную безопасность осуществления процесса (жидкий водород, кислород).
Пример. Трубные заготовки из аустенитной стали марки 00X16Н1 5МЗБ размером 7,,29 мм подвергают комплексной термомеханической обработке с изготовлением холоднодеформи- рованных труб размером 5,,3 мм.
Часть труб изготавливают согласно известному способу. Заготовки нагревают в защитной газовой атмосфере (аммиак) путем пропускания тока до температуры 1200°С с последующим охлаждением в среде жидкого аммиака с переносом в жидкий азот. Затем непосредственно перед холодной деформацией заготовки нагревают до комнатной температуры, а деформацию со степенью 20% осуществляют путем безопра- вочного волочения на размер 5,8 х х 0,3 мм. Окончательной операцией является отпуск труб при 800°С в течение 1,5 ч.
Партию заготовок подвергают также обработке по предлагаемому способу, при этом нагрев заготовок до 1200°С производят в жидких защитных средах с теплоемкостью 0,15-0,50 ккал/кг. град (азот, аргон, аммиак, смеси на их основе), которые одновременно после прекращения нагрева (отключения тока) являются также охладителями. Остальные операции комплексной обработки производят аналогично режимам известного способа.
Готовые трубы подвергают испытаниям на растяжение при 700аС, измеряют твердость после нагрева до 700 и 800°С.
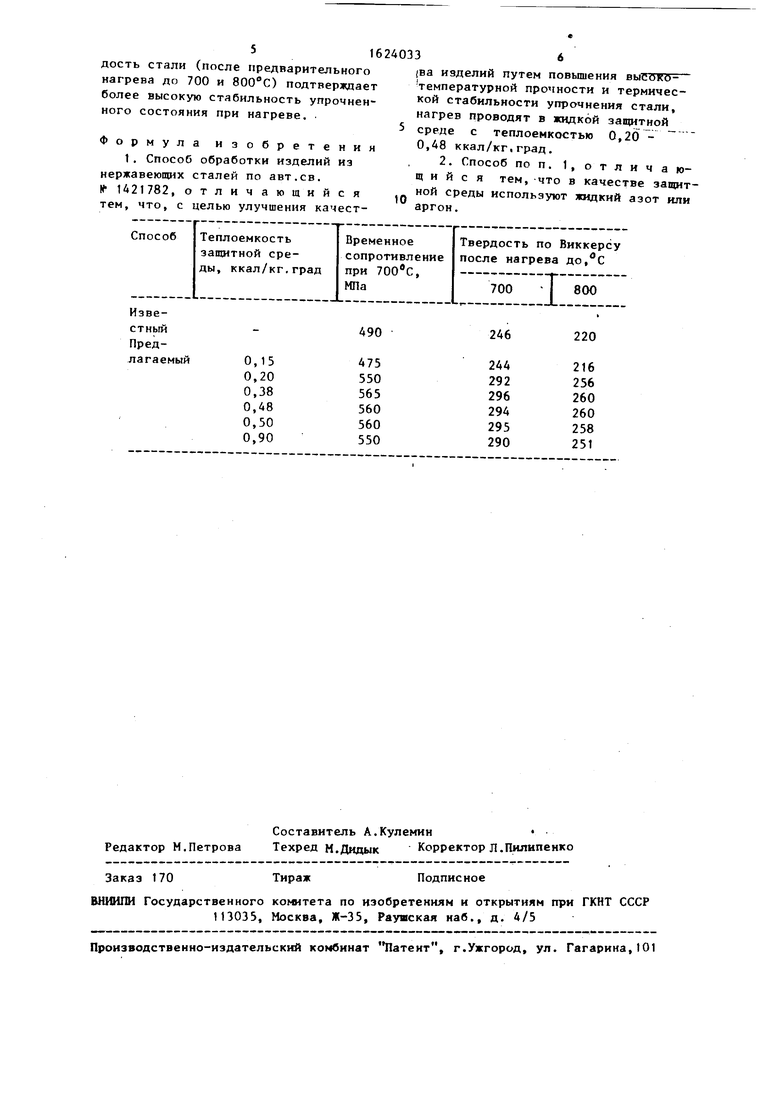
Режимы обработок и результаты исследований приведены в таблице.
Сравнительные механические испытания труб, подвергнутых обработке по известному и предлагаемому способам, показали, что после обработки по предлагаемому способу предел прочности стали при температуре испытаний увеличивается на 15Z, что свидетельствует о повышении высокотемпературной прочности, а более высокая твер-
дость стали (после предварительного нагрева до 700 и 800°С) подтверждает более высокую стабильность упрочненного состояния при нагреве.
Формула изобретения
1. Способ обработки изделий из нержавеющих сталей по авт.св. № 1421782, отличающийся тем, что, с целью улучшения качест
|ва изделий путем повышения выСоКо-- температурной прочности и термической стабильности упрочнения стали, нагрев проводят в жидкой защитной среде с теплоемкостью 0,20 - 0,48 ккал/кг,град.
2. Способ по п. отличающийся тем, что в качестве защитной среды используют жидкий азот или аргон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| Способ обработки нержавеющих сталей аустенитного класса | 1982 |
|
SU1068510A1 |
| Способ обработки аустенитных нержавеющих сталей | 1989 |
|
SU1671712A1 |
| Способ изготовления труб из аустенитных нержавеющих сталей | 1989 |
|
SU1667976A1 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| Способ изготовления изделий | 1988 |
|
SU1548260A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| Способ изготовления труб | 1988 |
|
SU1585353A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОДЕФОРМИРУЕМЫХ ТРУБ | 2014 |
|
RU2580772C1 |
Изобретение относится к деформационной термической обработке стали и может быть использовано в черной металлургии при изготовлении тонкостенных труб ответственного назначения, в частности при изготовлении тепловыделяющих элементов ядерных реакторов. Цель изобретения - улучшение качества изделий путем повышения высокотемпературной прочности и термической стабильности упрочнения стали. Сущность изобретения заключается в том, что нагрев изделий осуществляют в жидкой защитной среде с теплоемкостью 0,10-0,48 ккал/кг. град. В качестве среды используют жидкий азот или аргон. 1 з.п. ф-лы, 1 табл. i (Л
ИзвестныйПредСоставитель А.Кулемин
Редактор М.Петрова Техред М.Дидык Корректор Л.Пилипенко
Заказ 170
Тираж
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Рауяская наб., д. 4/5
490
246
220
Подписное
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
