тЛШИНА для ЗАВАРКИ ПАСТЫ В ГАЛЬВАНИЧСШ
БАТАРЕЯХ
,4(i)tn.ioiit) 1,1 нШУетп IHRd г. «чп М Г|ПО)1Г и Комигст но дглям il:((iOpoTtlili() II (i|K|iiii шП при (,(1|ИЧ1 MliHlicrpiiii Г,(
Основное авт. св. № 106877 от 9 июни 1956 г. на имя D. И. Кононыхнпа, Н. Н. Краковского и М. И. Тихонова
В ОСНОВНОМ авт. св. № 106877 описан способ изготовления батарей элементов сме1нанион марганцевовоздупппэй системы, при котором запарка пасты производится электрическим током промышленной частоты, нропускаемым через залитые Настой элементы, включенные йстрочно.
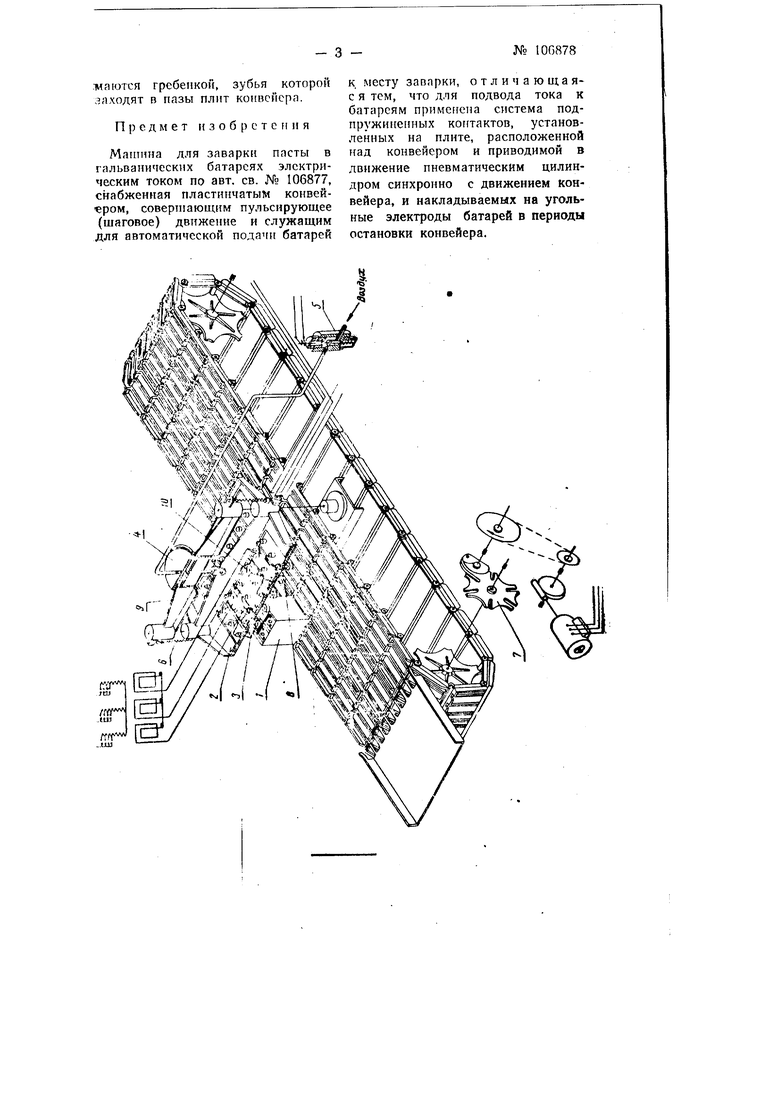
Предмефом настоящего изобрете(лгя является машина для заварки пасты по способу, описанному в осйовном авт. св., в основу которой положено 1применение пластинчатого конвейере), совершающего пульсирующее (шаговое) движение и служап его для автоматической подачи битярей к месту заварки.
Oi-oOiHtlorrblO Г1рГДЛ(1ГМ(Л1(|((
iiiHiiiii нилжчсч н)(нн1 и ной для нпдиОда тока к батареям системы подпружиненных контактов, установлен11ых на плите, расположенной над Конвейером и приводимой в движение пневматическим цилиндром синхронно с движением конвейера, и накладываемых на
угольные электроды батарей в периоды остановки конвейера.
Предлагаемая машина, показанная на чертеже схематически в аксонометрии, выполняет следующие операции: подачу батарей на заварку, наложение контактов, обеспечение требуемой д.пительиости протекания тока через батарею, размыкание контактов после заварки и выгрузку заваренных батарей.
Машина состоит из 4 основных узлов: конвейера с приводом, узла для осуществления токоподвода, заварочного трансформатора и панели управления. На пластинчатый конвейер и гнезда вставляются батареи / и подаются под плиту 2, устлнпп.ичгпук) над (()(р(лг на колонках. iLnirra с коитактпми 3 совершает движение вверх и вниз и осуществляет прижим контактов к угольным электродам батареи и отвод их от последних.
Для сообще гия движения плите служит пневматический цилиндр 4, управляемый электропневматическим клапаном 5. Возврат плиты в
«ерхисе положение осуществляется npy Kiiii;iMH б. T;iK как полол с11ис коитактоп в горизоитп.чыюй плоскости фикспровпипос, то положение у1-ол|111ых электродов должно быть ,U)crMTO4iio точным. Это осуществляется установкой батарей в конвейера и точным остаповолг пластин л(мггы конвейера, подача которой осуществляется с полк11н.г.(о кгал|,тнйекпго креста 7. Поперечное перомен1,снне ленты конncfiepa ограничено нанравлягоншми (нл чертеже не Т1ока: аны).
Шаговая полача конвейера осуществ.чяется на одну батарею, а не на псе количество батарей, устанавлнваюн1ихся нод плитой. Контакты на батарею поэтому накладынаются несколько раз при нрохождении батаре.н под нлнтон.
Периодическое (пзльсирующее) лвнжсние конвейера осуществляется с помощью электрнческой схемы упрп15лення, которая по про1пссп5ни онределониого промежутка времени, ;)ависящего от производительности, включает электродвигатель привода конвейера.
Высота угольных электродов в батареях неодинакова вследствие допусков на электроды н сборку батарей. Поэтому контактное устройство сделано подвижным, Поджатие контактов к угольным электродам осунгествляется пружиной 8. Пружина обеспечивает определенное давление в пределах 12-16 кг, вне зависимости от давлсння воздуха в пневматическом цилиндре, так как плита движется вниз до упора на колонках, и усилие в контакте зависит только от пружины. Контактное устройство выполнено с конусной контактирующей Поверхностью, которая осуществляет линейный контакт по окружности среза угольного электрода.
Искусственное охлаждение контактов осуществляется струйками сжатого воздуха, выходянитми из отпорстий п трубочках, нрпложснпых между рядами контактп (па чертеи е }ie показаны). Отверстия расположены против контактов. Сжатый воздух подается из сети.
Токаподвод к контактам осуществляется гибкими медными жгутиКалги, присоединенными к щинам 9, расположенным на подвижной плите. Для обеспечения гибкого соединения между нщнами, подходящими от заварочного трансформатора, и тинами па подвижной плите, применены пакеты медной фольги 10. Заварка производится через понизительный транс(|юрматор ввиду того, что внутреннее сопротивление батарей марганцево-воздущной системы не велико. Трансформатор выполнен трехфазным н понижает напряжение до (i-9,5 я. Напряжение регулнруется с помощью отводов в первнчной обмотке.
Взаимодействие отдельных узлов мащин осуществляется автоматически с помощью электрической схемы управления. В схеме предусмотрено реле времегги, срабатывающее одновременно с подачей тока в катунп у электропневматического клапана Л, который открывает дск.туп сжатого воздуха в цилиндр 4 подвижной плиты. Плита опускается и ее контакты садятся на уго.мьные электроды завариваемых батарей.
Реле времени определяет продолжителыгость пропускания тока через батарею. Выдержка времени равна продолжительности заварки, деленной на число батарей, устанавливаюнхнхся в, конвейера под заварочными плитами, так как подача леиты конвейера производится на одну батарею.
По проществии периода выдержки реле времени через промежуточное реле разрывает цепь заварочного тока н катущки электромагнитного клапана, и включается электродвигатель привода конвейера. Если же по какой-либо причине плита не поднимается, то указанный электродвигатель не включается, что исключает возможность поломки батарей. После включения электродвигателя палец водила мальтийского креста 7 заходит в зацепление, проворачивает мальтийский крест и выходит из -члцеплония; пслсд за том ниовь включается реле времени, и катушка клапана 5 получает питание, т. е. цикл повторяете.
Заваренные батареи передвигаются коЕтвейером к съемнику и сни
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ РЕЗКИ РЕЗИНОВЫХ ВИКЕЛЕЙ | 1961 |
|
SU149556A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ И РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088374C1 |
| Групповой электропневматический контактор | 1933 |
|
SU43593A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПНЕВМАТИЧЕСКИМ ТОРМОЗОМ | 2010 |
|
RU2428333C1 |
| Многошпиндельный токарный станок | 1976 |
|
SU577126A2 |
| Способ изготовления батарей стаканчиковых элементов смешанной марганцево-воздушной системы | 1956 |
|
SU106877A1 |
| Устройство для производства тарталеток | 1978 |
|
SU776586A1 |
| Устройство для управления троллейбусом | 1960 |
|
SU136412A1 |
| Электропневматический тормоз железнодорожного транспортного средства | 1973 |
|
SU472041A1 |
