Известны устройства для нарезки викелей, работающие по автоматическому циклу, недостаток которых заключается в необходимости каждый раз вручную устанавливать трубчатую заготовку в шпиндель станка.
Предлагаемый автомат для резки резиновых викелей отличается от известных тем, что он снабжен загрузочным узлом, состоящим из поворотного компенсатора, взаимодействующего с пневматической подвижной оправкой, расположенной соосно со шпинделем, который снабжен продольными канавками, сообщающимися с его внутренней полостью, связанной через клапан с пневматической линией. Благодаря такой конструкции производительность труда повышается.
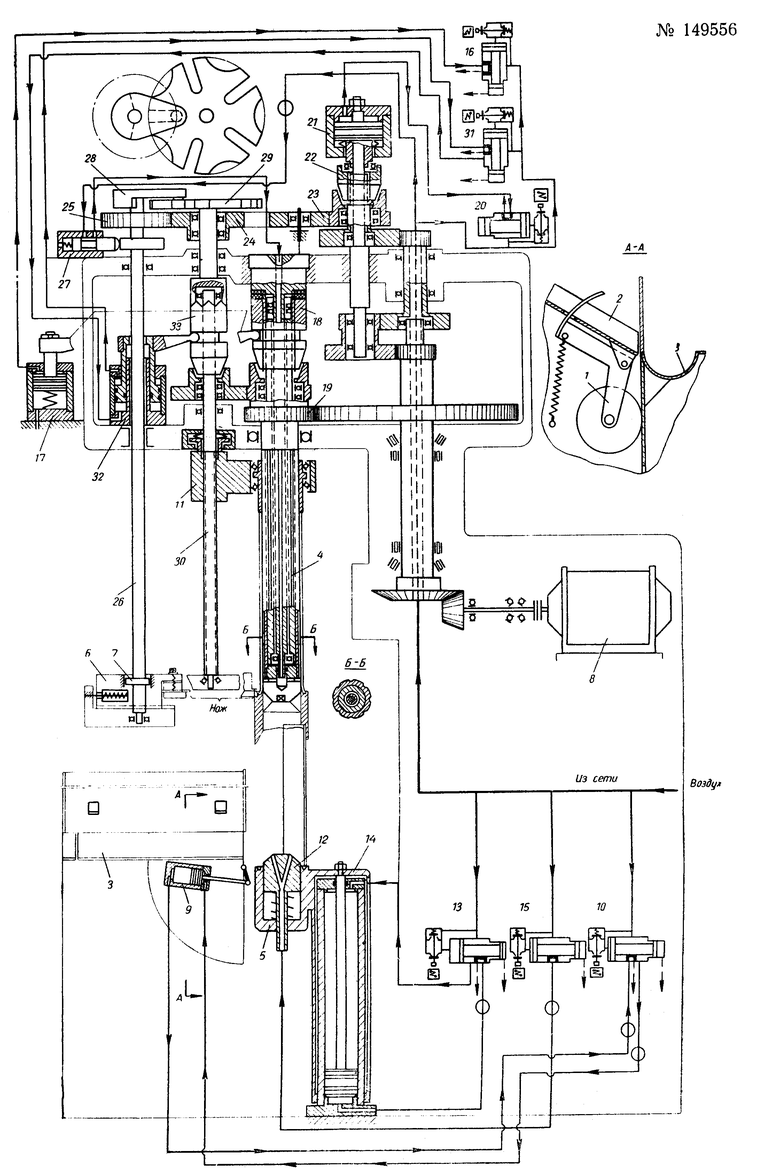
Предлагаемый автомат показан на чертеже.
Автомат состоит из следующих основных узлов: загрузочного узла А-А, включающего поворотный компенсатор 1, лоток 2 и приемный желоб 3; шпинделя 4, связанного с торцовым толкателем 5; суппорта 6 с ножевым резцом, перемещающегося с помощью кулачка 7; общего шестеренчатого привода, осуществляемого от электродвигателя 8 через систему фрикционных муфт, управляемых электропневматическими клапанами.
Работа автомата производится следующим образом.
Из приемного желоба 3 загрузочного узла викели подаются в зону загрузки пневматическим податчиком 9, управляемым электропневматическим клапаном 10, включаемым кареткой 11, нажимающей на конечник при подходе ее в крайнее верхнее положение. Пневмотический податчик 9 поворачивает желоб 3 вокруг горизонтальной оси, устанавливает викель на оправку 12 в вертикальном положении.
Верхний конец викеля устанавливается под шпинделем 4. При подходе желоба 3 к вертикальному положению конечником включается электропневматический клапан 13, подающий воздух в нижнюю полость цилиндра 14, который, перемещая оправку 12 с викелем вверх, одновременно включает электропневматический клапан 15, подающий воздух к оправке 12. Цилиндр 14, продолжая перемещаться вверх, надевает резиновый викель на шпиндель 4. При подходе оправки к крайнему верхнему положению включается конечник, оправка и желоб занимают исходное положение и срабатывает электропневматический клапан 16, включающий через цилиндр 17 муфту 18, которая сцепляется с шестерней 19, свободно сидящей на шпинделе, - и последний получает вращение. Одновременно с клапаном 16 срабатывает клапан 20, подающий воздух к цилиндру 21. Включается муфта 22 и через шестерни 23, 24 и 25 приводится во вращение вал 26, на котором укреплен кулачок 7, производящий подачу суппорта 6 с ножом к шпинделю 4. Верхний кулачок клапаном 27 периодически подает воздух через шпиндель к расположенным в нижней части шпинделя радиальным отверстиям. На валу 26 укреплено водило 28, поворачивающее с помощью мальтийского креста 29, строго на определенный угол, винт 30.
После вывода кулачком 7 суппорта с ножом из зоны резания водило 28 с помощью мальтийского креста 29 поворачивает винт 30 и каретка подает викель вниз на величину, соответствующую высоте отрезаемого кольца. Одновременно с подачей викеля клапаном 27 подается воздух через шпиндель в продольные канавки, нарезанные по его длине, начиная с радиальных отверстий (разрез Б-Б). Проходя по канавкам между шпинделем и викелем, воздух раздувает викель и тем самым уменьшает силу сцепления викеля со шпинделем до величины, достаточной для перемещения викеля без его деформации. После прекращения перемещения викеля подача воздуха прекращается, производится подача суппорта и отрезка кольца.
После нарезки всего викеля на кольца кареткой 11 нажимается конечник, срабатывает клапан 31, цилиндром 32 муфта 33 переключается на быстрый отвод каретки в верхнее положение и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ПОЛЫХ ИЗДЕЛИЙ | 1967 |
|
SU214850A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Машина для заварки пасты в гальванических батареях | 1956 |
|
SU106878A2 |
| Револьверный пресс | 1957 |
|
SU114471A1 |
| Пневматический автооператор к желобошлифовальному станку для подачи обрабатываемого наружного подшипникового кольца | 1958 |
|
SU127582A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| Устройство для пескоструйно очистки деталей в камере | 1977 |
|
SU764963A1 |
| ПАТЕНТНО-ТЕХ}{Г€~НАЯБЧБЛИО~еКАИ. П. Терешин | 1971 |
|
SU292689A1 |
Автомат для резки резиновых викелей, состоящий из шпинделя с торцовым толкателем заготовки, суппорта, несущего ножевой резец, и механического привода, отличающийся тем, что, с целью повышения производительности труда, автомат снабжен загрузочным узлом, состоящим из поворотного компенсатора, взаимодействующего с пневматической подвижной оправкой, расположенной соосно со шпинделем, который снабжен продольными канавками, сообщающимися с его внутренней полостью, связанной через клапан с пневматической линией.
