в момент выпуска пара, при этом нагреватели размещены в полуформах.
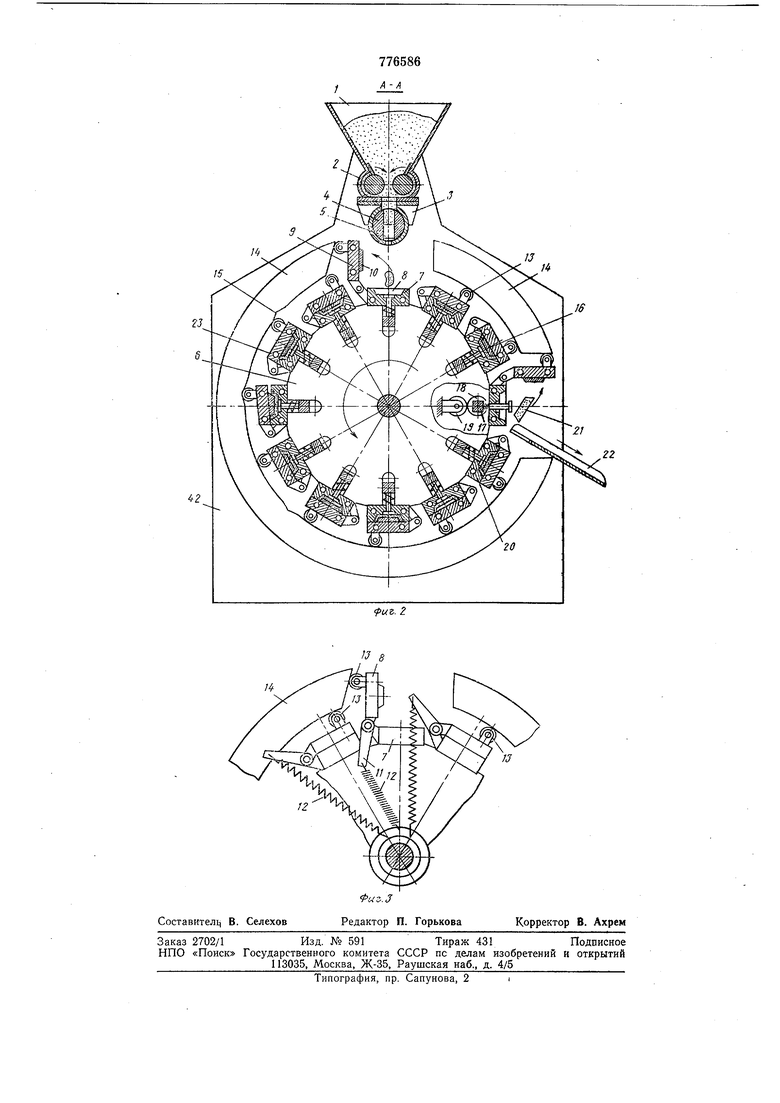
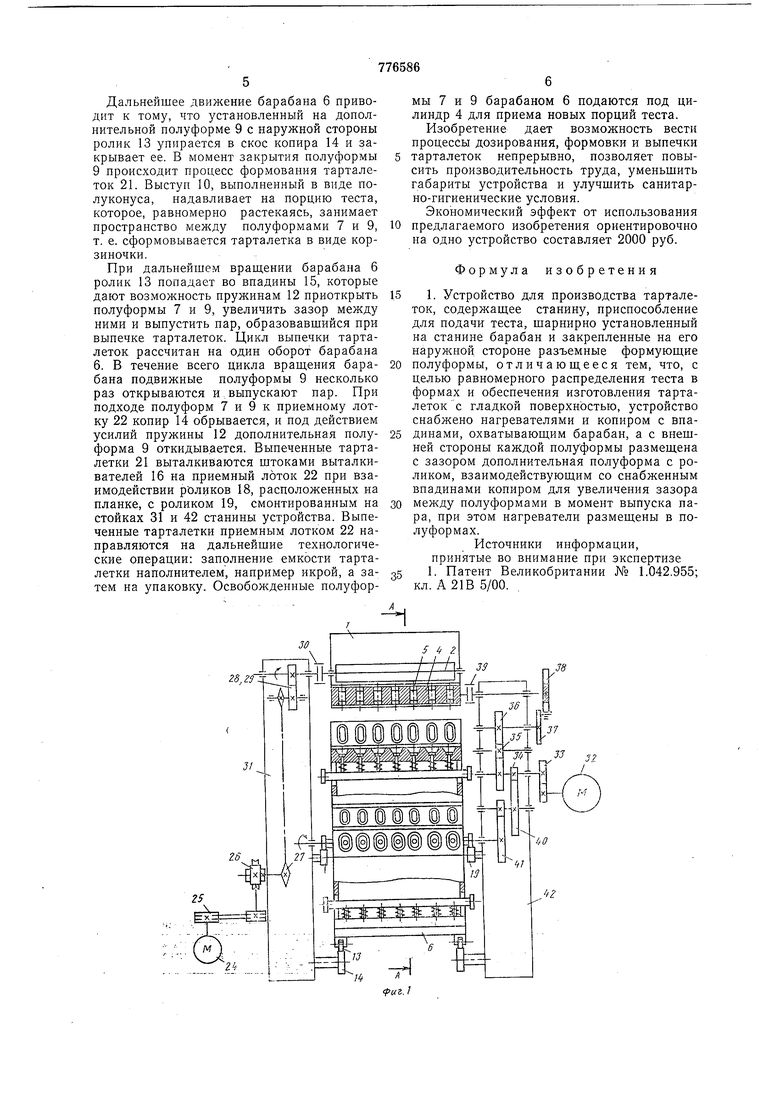
На фиг. 1 изображен общий вид устройства, разрез; иа фиг. 2 поперечный разрез А-А фиг. 1; на фиг. 3 - вид сбоку на полуформы, установленные на барабане.
Устройство для производства тарталеток содержит загрузочную воронку 1 для теста, нагнетательные валки 2, расположенные в нижней части воронки, к которой примыкает приспособление для подачи теста, представляющее собой корпус 3 с размещенным цилиндром 4, перпендикулярно к осевой линии которого внутри расположены свободно плавающие порщни 5. Ниже на станине установлен барабан 6, выполненный в виде двух дисков, жестко соединенных с валом. На торцовых частях дисков установлены неподвижные полуформы 7, представляющие собой бруски, в которых выполнено, например, десять впадин 8, имеющих форму овальных корзиночек. По ходу вращения барабана 6, с левой стороны, на неподвижных полуформах 7 щарнирно установлены дополнительные полуформы 9, имеющие со стороны контакта с неподвижной полуформой 7 выступы 10, выполненные в виде усеченных конусов.
На дополнительных полуформах 9 смонтированы рычаги 11, подпружиненные пружинами 12. Снаружи дополнительных полуфром 9 смонтированы ролики 13 для взаимодействия с копиром 14, имеющим на внутренней стороне впадины 15. В неподвижных полуформах 7 во впадинах 8 смонтированы выталкиватели 16, выполненные в виде подвижно установленных щтоков, на которых со стороны впадины к торцам прикреплены диски, а другие концы соединены поперечной планкой 17, имеющей по краям ролики 18 для взаимодействия с отжимным механизмом, например копиром, или с роликом 19, а на щтоках выталкивателей 16 установлены пружины 20.
Для сбора и направления на другие технологические операции выпеченных тарталеток 21 установлен приемный лоток 22. Нагрев подвижной 7 и дополнительной 9 полуформ осуществляется электронагревателями 23, размещенными в полуформах.
Подвод электроэнергии к нагревателям 23 от силовой линии осуществляется посредством угольных щеток и коллектора (на чертеже не показан), установленного на валу барабана 6.
Привод нагнетательных валков 2 имеет следующую кинематическую цепь: электродвигатель 24, клиноременная передача 25, редуктор 26, цепная передача 27, зубчатые шестерни 28 и 29 и соединительная муфта 30. Цепная передача 27 и зубчатые щестерни 28 расположены в левой стойке 31 станины, одновременно являющейся опорой чля вала барабана 6.
Привод к барабану 6 и цилиндру 4 со свободно плавающими порщнями 5 выполнен следующей, кинематической цепью: электродвигатель 32, пара щестерен 33, блок шестерен 34, шестерня 35, колесо 36, водило 37, мальтийский крест 38, муфта 39 и цилиндр 4 со свободно плавающими порщнями 5. К барабану 6 кинематическая цепь осуществлена от блока шестерён 34,
через шестерню 40 и пару шестерен 41. Все зубчатые передачи, кроме шестерен 33, водила 37 и мальтийского креста 38, расположены внутри стойки 42. Устройство для производства тарталеток
работает следующим образом.
Сначала прогревают неподвижные 7 и дополнительные 9 полуформы. Для этого электрический ток подают через угольные щетки, коллектор, установленный на валу
барабана 6, на электронагреватели 23. Одновременно включается барабан 6 для вращения, чтобы не было местных перегревов в неподвижных и дополнительных полуформах. Вращающий момент на барабан 6 передается от электродвигателя 32, через шестерни 33, блок шестерен 34, н естерни 40 и 41. Приспособление для подачи теста, т.е. цилиндр 4 со свободно плаваюшими порщнями 5 на период прогрева отключается
муфтой 39.
После прогрева неподвижных 7 и дополнительных 9 полуформ в загрузочную воронку 1 закладывают тесто и включают электродвигатель 24. От электродвигателя
24 вращение передается через клиноременную передачу 25, редуктор 26, цепную передачу 27, щестерни 28 и 29, соединительную муфту 30 на нагнетательные валки 2. Они захватывают тесто и направляют его в приспособление для подачи теста, в котором тесто под давлением перемещает порщни 5 в нижнее положение и заполняет полости над ними. Включают муфту 39 для передачи прерывистого вращательного движення цилиндру 4 со свободно плавающими поршнями 5. Вращающий момент от электродвигателя 32 к приспособлению для подачи теста передается через шестерни 33, блок шестерен 34, шестерню 35 и колесо 36,
водило 37, мальтийский крест 38, который поворачивает цилиндр 4 на 180°. При повороте цилиндра 4 свободно плавающие поршни 5 занимают верхнее крайнее положение и под давлением теста, нагнетаемого
валками 2, начинают перемещаться в нижнее положение, вытесняя порции теста, находящиеся под порщнями 5., : ;
В это время барабан 6 подводит неподвижную 7 и дополнительную 9 полуформы
под приспособление для подачи теста. Дополнительная полуформа 9 под действием пружины 12 занимает вертикальное положение. Порции теста из приспособления для подачи теста подают во впадины 8 дополнительной полуфмы 7,
Дальнейшее движение барабана б приводит к тому, что установленный на донолнительной полуформе 9 с наружной стороны ролик 13 упирается в скос копира 14 и закрывает ее. В момент закрытия полуформы 9 происходит процесс формования тарталеток 21. Выступ 10, выполненный в виде полуконуса, надавливает на порцию теста, которое, равномерно растекаясь, занимает пространство между полуформами 7 и 9, т. е. сформовывается тарталетка в виде корзиночки.
При дальнейшем вращении барабана 6 ролик 13 попадает во впадины 15, которые дают возможность пружинам 12 приоткрыть полуформы 7 и 9, увеличить зазор между ними и выпустить пар, образовавшийся при выпечке тарталеток. Цикл выпечки тарталеток рассчитан на один оборот барабана 6. В течение всего цикла вращения барабана подвижные полуформы 9 несколько раз открываются и выпускают пар. При подходе полуформ 7 и 9 к приемному лотку 22 копир 14 обрывается, и под действием усилий пружины 12 дополнительная полуформа 9 откидывается. Выпеченные тарталетки 21 выталкиваются штоками выталкивателей 16 на приемный лоток 22 при взаимодействии роликов 18, расположенных на планке, с роликом 19, смонтированным на стойках 31 и 42 станины устройства. Выпеченные тарталетки приемным лотком 22 направляются на дальнейшие технологические операции: заполнение емкости тарталетки наполнителем, например икрой, а затем на упаковку. Освоболеденные полуфор28 гз
мы 7 и 9 барабаном 6 подаются под цилиндр 4 для приема новых порций теста.
Изобретение дает возможность вести процессы дозирования, формовки и выпечки тарталеток непрерывно, позволяет повысить производительность труда, уменьшить габариты устройства и улучшить санитарно-гигиенические условия.
Экономический эффект от использования предлагаемого изобретения ориентировочно на одно устройство составляет 2000 руб.
Формула изобретения
1. Устройство для производства тарталеток, содержащее станину, приспособление для подачи теста, щарнирно установленный на станине барабан и закрепленные на его нарулшой стороне разъемные формующие полуформы, отличающееся тем, что, с целью равномерного распределения теста в формах и обеспечения изготовления тарталеток с гладкой поверхностью, устройство снабжено нагревателями и копиром с впадинами, охватывающим барабан, а с внешней стороны каждой полуформы размещена с зазором дополнительная полуформа с роликом, взаимодействующим со снабженным впадинами копиром для увеличения зазора
между полуформами в момент выпуска пара, при этом нагреватели размещены в полуформах.
Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1.042955кл. А 21В 5/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018228C1 |
| Устройство для приготовления колбасок во фритюре | 1987 |
|
SU1576153A1 |
| Устройство для выпечки вафельных стаканчиков | 1970 |
|
SU1662466A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Линия для производства соломки | 1974 |
|
SU599779A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 1969 |
|
SU245522A1 |
| Устройство для переворота и изменинияуровня расположения изделия | 1974 |
|
SU508340A1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |