Oi со
СО Oi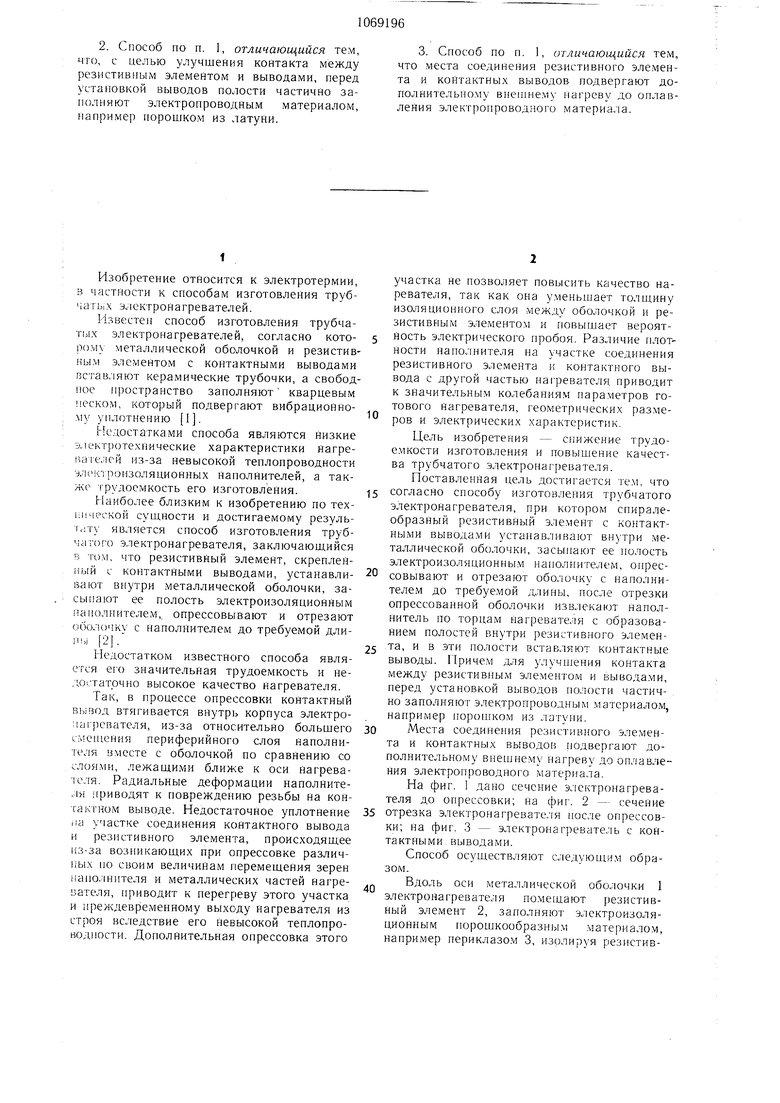
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатого электронагревателя @ -образной формы | 1980 |
|
SU930755A1 |
| Герметичный трубчатый электронагреватель и способ его изготовления | 1975 |
|
SU613529A1 |
| Способ изготовления трубчатого электронагревателя с односторонним расположением контактных выводов | 1975 |
|
SU562956A1 |
| Способ изготовления трубчатого электронагревателя | 1984 |
|
SU1246418A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2008 |
|
RU2371887C1 |
| Способ изготовления трубчатого электронагревателя | 1987 |
|
SU1522431A1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| Способ изготовления трубчатогоэлЕКТРОНАгРЕВАТЕля C ОдНОСТОРОННиМРАСпОлОжЕНиЕМ ВыВОдОВ | 1979 |
|
SU830664A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2002 |
|
RU2274962C2 |
| Способ изготовления трубчатого электронагревателя | 1980 |
|
SU944167A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ, при котором спиралеобразный резистивный элемент с контактными выводами устанавливают внутри металлической оболочки, засыпают ее полость электроизоляционным наполнителем, опрессовывают и отрезают оболочку с наполнителем до требуемой длины, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения качества нагревателя, после отрезки опрессованной оболочки извлекают наполнитель по торцам нагревателя с образованием полостей внутри резистивного элемента и в эти полости вставляют контактные выводы. сл с:
1
Изобретение относится к электротермии, в частности к способам изготовления трубчагых электронагревателей.
Известен способ изготовления трубчаТ1)1Х электронагревателей, согласно которому металлической оболочкой и резистивным элементом с контактными выводами вставляют керамические трубочки, а свободное пространство заполняют кварцевым песком, который подвергают вибрационному уплотнению 1.
хЧедостатками способа являются низкие электротехнические характеристики нагре(агелрй из-за невысокой теплопроводности эл(ктропзоляционных наполнителей, а также трудоемкость его изготовления.
Наиболее близким к изобретению по технической сущности и достигаемому результ -1-у является способ изготовления трубчатого электронагревателя, заключаюш,ийся в том. что резистивйый элемент, скрепленный с контактными выводами, устанавливают внутри .металлической оболочки, засыпают ее полость электроизоляционным наполнителем, опрессовывают и отрезают оболочку с наполнителем до требуемой длиm,i 2.
Недостатком известного способа является его значительная трудоемкость и не/юстатрчпо высокое качество нагревателя.
Так, в процессе опрессовки контактный В11:вод втягивается внутрь корпуса электронагревателя, из-за относительно большего сгукчцения периферийного слоя наполнителя вместе с оболочкой по сравнению со слоями, лежащими ближе к оси нагревателя. Радиальные деформации наполните.,1и приводят к повреждению резьбы на конга ктном выводе. Недостаточное уплотнение Hi участке соединения контактного вывода и резистивного элемента, происходящее |13-за возникающих при опрессовке различных по своим величина. перемещения зерен наполН1 теля и металлических частей нагревателя, приводит к перегреву этого участка и преждевременному выходу нагревателя из строя вследствие его невысокой теплопроводности. Дополнительная опрессовка этого
участка не позволяет повысить качество наревателя, так как она уменьшает толшину изоляционного слоя между оболочкой и резистивным элементом и повышает вероятность электрического пробоя. Различие плотности наполнителя на участке соединения резистивного элемента к контактного вывода с другой частью наг-ревателя приводит к значительным колебания.м параметров готового Нагревателя, геометрических размеров и электрических характеристик.
Цель изобретения - снижение трудоемкости изготовления и повышение качества трубчатого электронагревателя.
Иоставленная цель достигается те.м, что согласно способу изготовления трубчатого электронагревателя, при котором спиралеобразный резистивный элемент с ко}1тактными выводами устанавливают внутри металлической оболочки, засыпают ее полость электроизоляционпы.м наполнителем, опрессовывают и отрезают оболочку с наполнителем до требуемой длины, после отрезки опрессованной оболочки извлекают наполнитель по торцам Нагревателя с образованием полостей внутри резистивного элемента, и в эти полости вставляют контактные выводы. Нриче.м для улучшения контакта между резистивным элементом и вывода.ми, перед установкой выводов полости частично заполняют электропроводным материалом, например норопгком из латугш.
Места соединения резистивного эле.мента и контактных выводов подвергают дополнительному внешпе.му нагреву до оплавления электропроводного материала.
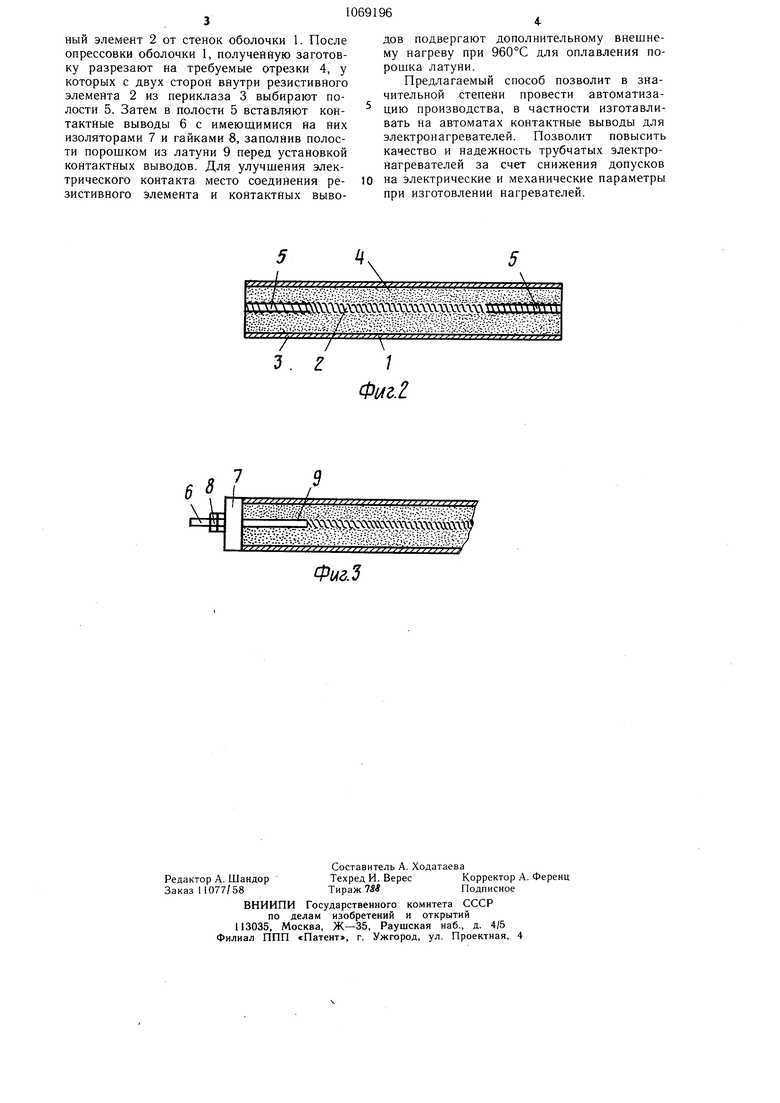
На фиг. 1 дано сечение э: ектронагревателя до опрессовки; на фиг. 2 - сечение отрезка электронагревате.ля носле опрессовки; на фиг. 3 - электронагреватель с контактными выводами.
Способ осушествляют следующи.м образом.
Вдоль оси металлической оболочки 1 электронагревателя помещают резистивный элемент 2, заполняют электроизоляционным порошкообразным материалом, например периклазо.м 3, изолируя резистивный элемент 2 от стенок оболочки 1. После опрессовки оболочки 1, получеййую заготовку разрезают на требуемые отрезки 4, у которых с двух сторон внутри резистивного элемента 2 из периклаза 3 выбирают полости 5. Затем в полости 5 вставляют контактные выводы 6 с имеющимися на них изоляторами 7 и гайками 8, заполнив полости порошком из латуни 9 перед установкой контактных выводов. Для улучшения электрического контакта место соединения резистиБНого элемента и контактных выводов подвергают дополнительному внешнему нагреву при 960°С для оплавления порошка латуни. Предлагаемый способ позволит в значительной степени провести автоматизацию производства, в частности изготавливать на автоматах контактные выводы для электронагревателей. Позволит повысить качество и надежность трубчатых электронагревателей за счет снижения допусков на электрические и механическ ие параметры при изготовлении нагревателей.
wa5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бураковский Т | |||
| и др | |||
| Инфракрасные излучатели | |||
| Л., «Энергия, 1978, с | |||
| ХРОМАТОГРАФ | 0 |
|
SU195196A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Миндин Г | |||
| Р | |||
| Электронагревательные трубчатые элементы | |||
| М.,-Л., «Энергия, 1965, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
