Изобретение относится к производству арматурных стержней для предварительно напряженного железобетона, в частности к изготовлению анкерных приспособлений на арматурных стержнях.
Известен способ изготовления анкеров на арматурных стержнях, заключающийся в создании на конце стержня утолщения высадкой или приваркой, дополнительных элементов 11
Недостаток указанного способа низкое качество анкеров.
Известен также способ получения анкеров на арматурных стержнях, заключающийся в образовании анкерной головки на конце арматурного стержня с последующим ее обжатием 21.
При навивке проволоки на стержен за счет изгиба проволока получает дополнительный наклеп, который повышает упругие свойства металла, что приводит к образованию зазора между стержнем и обоймой, в результате чего обойма до начала обжатия/может смещаться и ее необходимо устанавливать в требуемое положение вручную, а впроцессе обжатия обоймы получивший уже наклеп от изгиба металл получает еще наклеп от обжатия, что приводит к появлению чрезмерных напряжений в анкере, вследствие чего снижается несущая способность анкеров .
Цель изобретения - повышение качества анкеров путем повышения их несущей способности.
Пос,;гавленная цель достигается .тем, что согласно способу получения анкеров на арматурных стержнях, заключающемуся в образовании анкерной головки на конце арматурного стержня с последующим ее обжатием, образование анкерной головки осуще.свляют путем горячей навивки на стержень отрезка проволоки, конец Которой закрепляют на арматурном стержне контактной точечной сваркой, а нагрев проволоки осуществляют электрическим током одновременно со Сваркой.
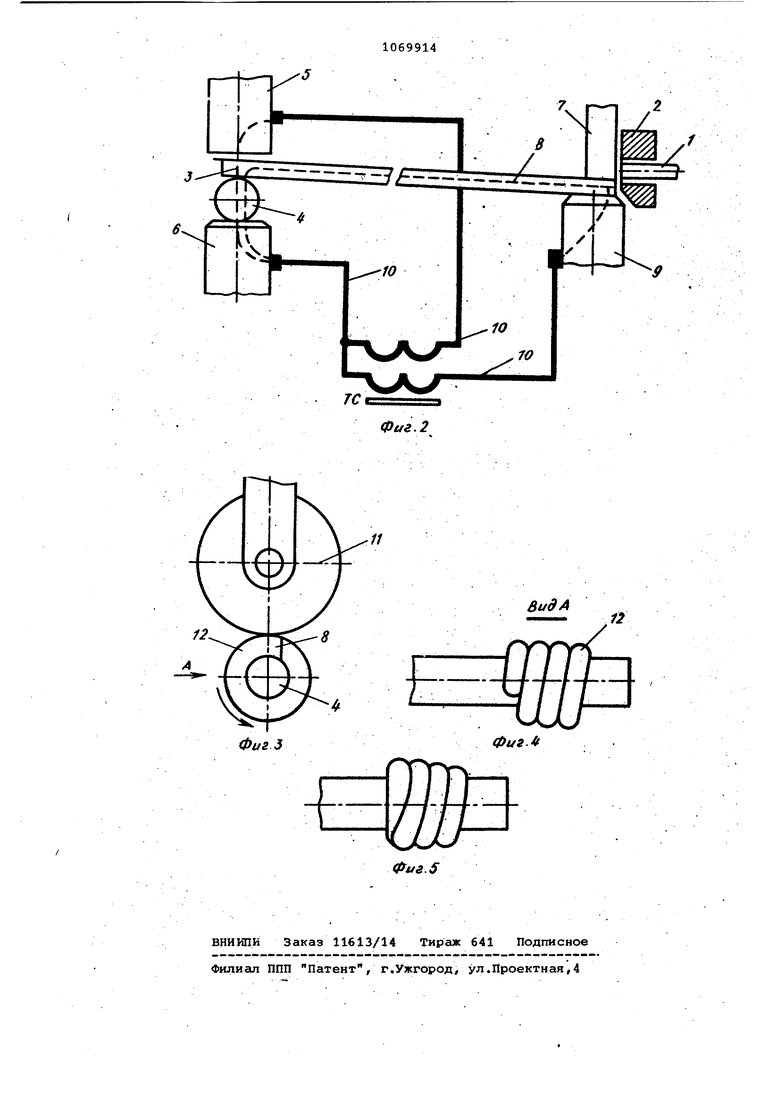
На фиг.1 изображена схема устройства для реализации предлагаемого способа на фиг.2 - то же, в момент пропускания сварочного тока г на фиг.З -, то же, в момент навивки проролоки, на стержень; на фиг.4 - вид А на фиг. на фиг.5 - спрессованный анкер.
Способ осуществляют следующим образом.
Исходную Нитку проволоки 1 пропускают через ножевую втулку 2 до пересечения ее переднего конца 3 арматурным стержнем 4 (фиг.1). Затем посредством электродов 5 и 6 производят сжатие конца пройолоки 1 истержня 4. С помощью приводного ножа
7от проволоки 1 (фиг.2) отрезают отрезок 8, задний конец которого прижимают к дополнительному токоПодводу 9. Включают трансформатор сварки (тс), связанный Гибкими шинами
10 с электродами и токоподводом, в результате чего одна часть сварочного тока проходит от электрода 5 через свариваемое пересечение к электроду б, а другая - от контакта 9 через отрезок 8 и свариваемое пересечение к электроду б. При этом проходящая по отрезку 8 часть,тока нагревает его До пластического состояния. . Затем нож 7 поднимают в исходное положение. Электроды 5 и 6 разводят и смещают их от стержня 4 и приваренного конца 3 отрезка, к которым подводят обкатывающий ролик 11. Путем вращения стержня 4 (фиг.З производят навивку нагретого отрезка
8на стержень 4 с образованием спиральной обоймы 12 (фиг.З и 4), которую затем обжимают, образуя анкер (фиг.З),
Таким образом, предлагаемый способ за .счет приварки конца отрезка к стержню и нагрева его сварочным током позволит плотно обжимать стержень обоймой и снимать наклеп при изгибе проволоки, что обеспечит точное фиксирование обоймьт на стержне V уменьшит внутреннее напряжение в Лнкере.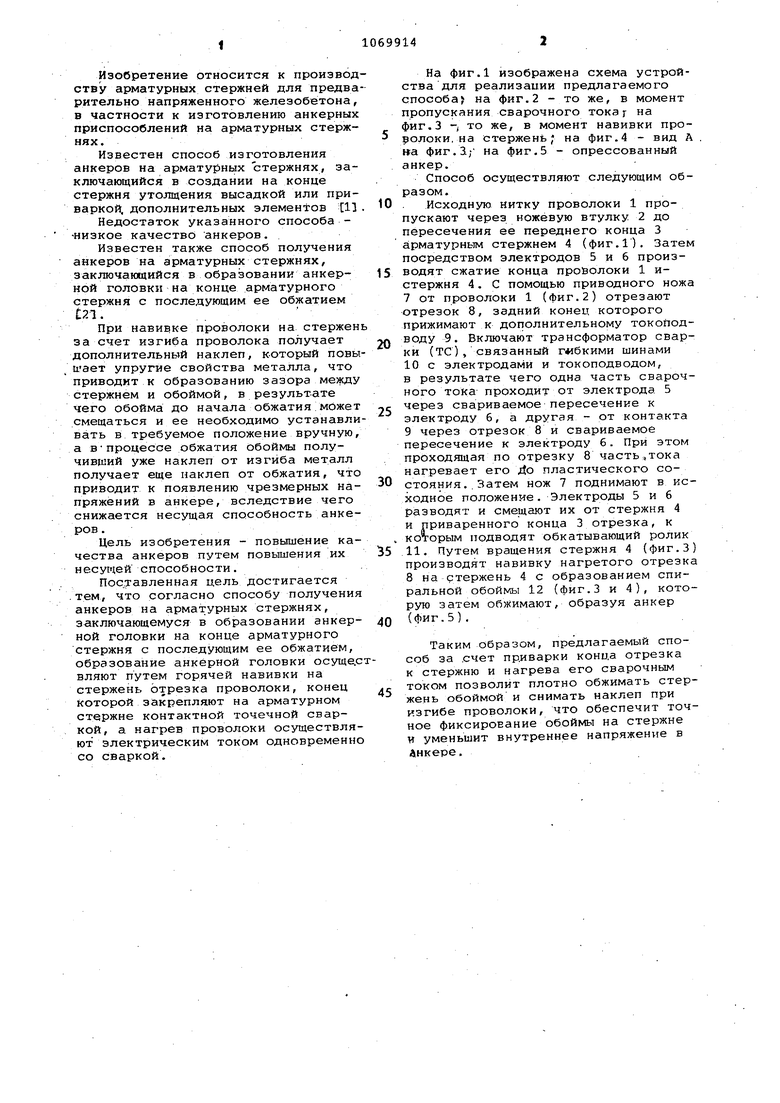
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для образования анкеров на арматурных стержнях | 1981 |
|
SU1017451A1 |
| Способ монтажа криволинейных бетонных конструкций в грунте и устройство для его осуществления | 1979 |
|
SU863769A1 |
| Установка для образования анкерных головок на арматурных стержнях сваркой под слоем флюса | 1986 |
|
SU1318676A1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| Автоматический станок для изготовления арматурных каркасов методом навивки и приварки на продольные стержни проволочных спиральных витков | 1950 |
|
SU99831A1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2398944C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2394970C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308583C2 |
| Способ изготовления закладных деталей | 1981 |
|
SU1017786A1 |
СПОСОБ ПОЛУЧЕНИЯ АНКЕРОВ НА АРМАТУРНЫХ СТЕРЖНЯХ,заключающийся в образовании анкерной головки на конце арматурного стержня с последующим ее обжатием, отличающийся тем, что, с целью повышения качества анкеров путем повышения их несущей способности, образование анкерной головки осуществляют путем горячей навивки на стержень отрезка проволоки, конец которой закрепляют на арматурном стержне контактной точечной сваркой, а нагрев проволоки осуществляют электрическим током одновременно со сваркой. 9 о: се со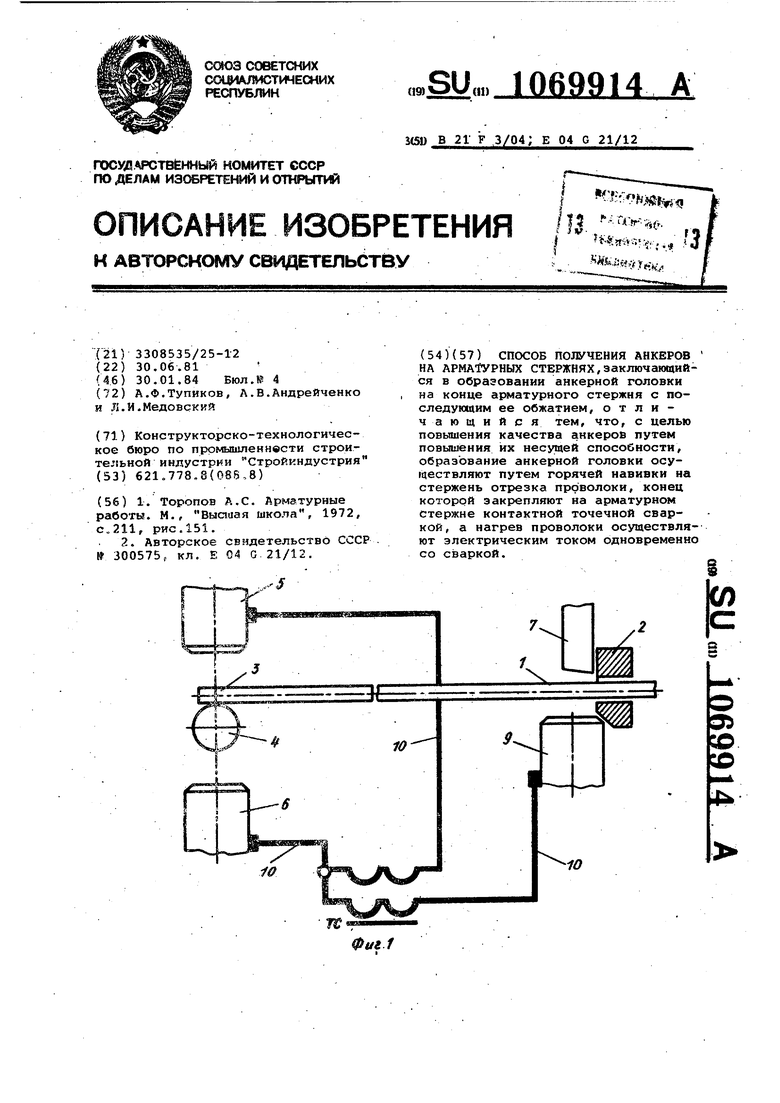
Фиг 5
Btt9A
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А.С | |||
| Арматурные работы | |||
| М., Выаиая школа, 1972, с.211, рис.151 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU300575A1 | |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
