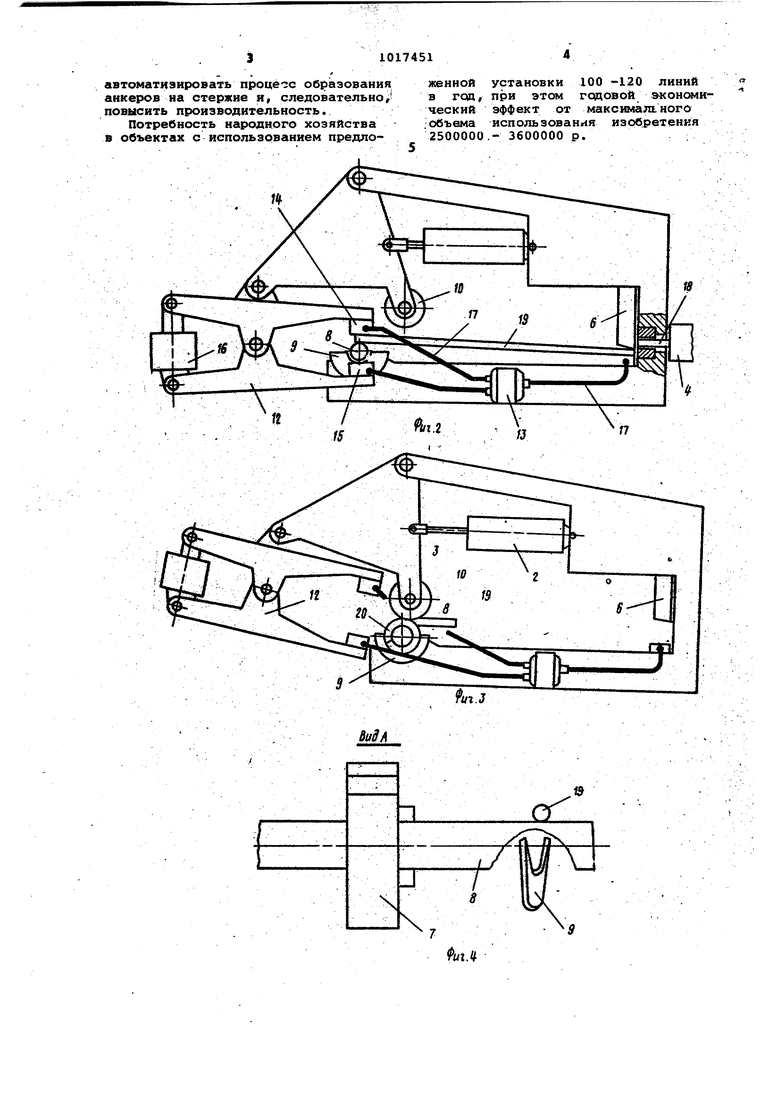
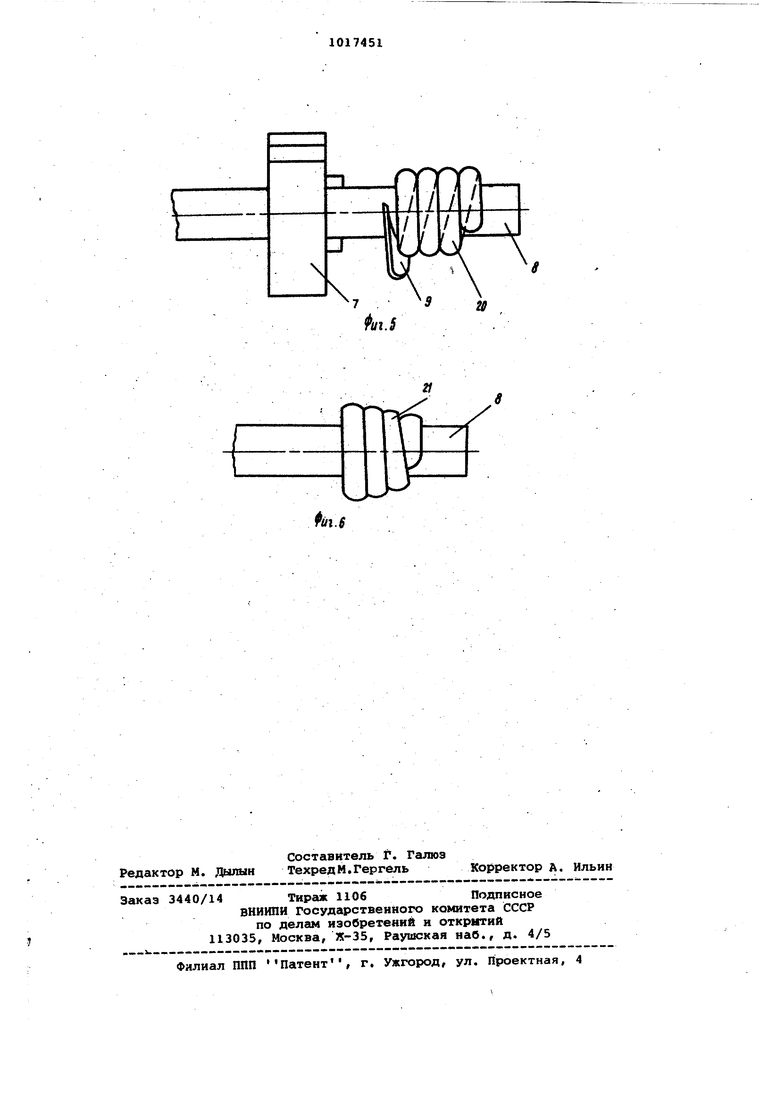
Изобретение относится к технологическим установкам для изготовления предварительно напряженных желе зобетонных изделий, в частности для заготовки напрягаемых арматурных стержней с анкерными приспособлениями. Известна линия для образования анкеров на арматурных стержнях, содержащая механизмы подачи и резки стержней и блок высадки анкеров на стержнях. Механизмы этой линии позволяют образовывать анкера только из материала самого стержня, в результате чего невозможно образовывать анкера на стержнях толщиной более 6 мм. Наиболее близким по технической сущности и достигаемому результату к изобретению является установка дл образования анкеров на арматурных стержнях, содержащая установленные на основании механизм образования обойм и механизм обжатия обойм на арматурН1лх стержнях 27. ..: Заготовку обойм на данной линии производят на специальном оборудова нии, а одевание обойм на стержень .производят вручную, в результате че го снижается производительность. Т1ель,,изобретения -.повышение про изводите,рьности. Поставленная цель достигается те что установка для образования анкеров на арматурных стержнях, содержа щая установленные на основании механизм образования обойм, механизм обжатия обойм на арматурных стержня снабжена механизмом заготовки мерны отрезков проволоки, вьшолненным в виде закрепленных на основании приводного захвата и режущего устройст с подвижным ножом, при этом механиз образования обойм выполнен в виде шарнирно закрепленной на основании приводной двуплечей подвеской со сварочными клещс1ми на одном плече и прижимным роликом на другом, исто ника тока, установленного на основа нии, токоподводящёго контакта, смон тированного напротив ПОДВИЖНОГО ножа механизма заготовки мерных отрез ков проволоки, приводного вращателя арматурных стержней и отклоняющего полукольца, установленного под угй лом к основанию. На фиг. 1 показана линия, вид; на фиг. 2 - то же, в момент приварки и нагревания отрезка прово локи; на фиг. 3 - навивки обоймы на: стержень; на фиг. 4 вид А на фиг. 1; на фиг. 5 - момент окончания навивки обоймы; на фиг.6 опрессованный анкер. Установки состоит из основания 1 на котором смонтирован привод 2, связанная c ним двуплечая подвеска 3, механизм заготовки мерных отрезков, механизм образования обойм с устройством для нагрева и приварки бтрезков. Механизм заготовки мерных отрезков состоит из приводного захвата 4 одностороЯнего действия, ножевой втулки 5 и подвижного ножа 6. Механизм образования.обойм состоит из приводного вращателя 7 арматурного стержня 8, отклоняющего полукольца 9, устанрвленного по винтовой линии на границе зоны образования обойм, и прижимного ролика 10, установленного на одном из плеч подвески 3. Устройство для нагрева и приварки сосг тоит из токоподводящёго контакта 11, размещенного против подвижного ножа б, клещей 12:, подвешенных на другом плече подвески 3, и силового источника питания 13. Клещи имеют электроды 14 и 15, привод 16, сжатия, при этом источник питания оснащен гибкими шинами 17. для подвода тока к токоподводу и электродам. В процессе работы линии эахват 4 совершает циклическое вовзратно- поступательное движение. Дри его движении влево он захватывает исходную нитку проволоки 18 и доводит ее передний конец до перекрещивания со стержнем 8. Затем посредством ножа б от проволоки отрезают требуемой длины отрезок 19 и его отрезанный конец ножом б прижимают к контакту 11. После чего включают привод 16, электродами производят сжатие пересечения переднего конца отрезка со стержнем 8 и включают источник питания 13, в результате чего сварочный ток от контакта 11 через отрезок 19, а также от электрода 14 проходит через свариваемое пересечение к электроду 15, при этом проходящий по отрезку 19 ток нагревает его и совместно с основным током, проводящим между электродами 14 и 15, расплавляет металл в зоне сварки, что обеспечивает сплавление конца отрезка 1э и стержня После окончания сварки и нагрева отрезка отключают ток, поднимают нож б и отводят электроды 14 и 15. Затем включают привод 2, который поворачивает подвеску 3 в положение, при котором ролик 10 контактирует с концом отрезка 19. После этого включаиот вращатель 7, который начинает враицать стержень 8 вокруг его оси, в результате чего отрезок 19 плотно навивается на стержень, образуя спиргшьную обойму 20. После окончания навивки обоймы отключают привод 2, удгшяют стержень 8 из вращателя 7 и подают его в зону обжатия (не показано), где производят образование анкера 21. Таким образом, предложенна линия обеспечивает навивку обойм непосредст венно на стержни, что позволяет
автоматизировать проце- с образования анкеров на стержне и, следовательно,повысить производительность.
Потребность народного хозяйства в объектах с использованием предложенной установки 100 -120 линий в год, при этом годовой эконотлический эффект от максимального объема использования изобретения 2500000.- 3600000 р.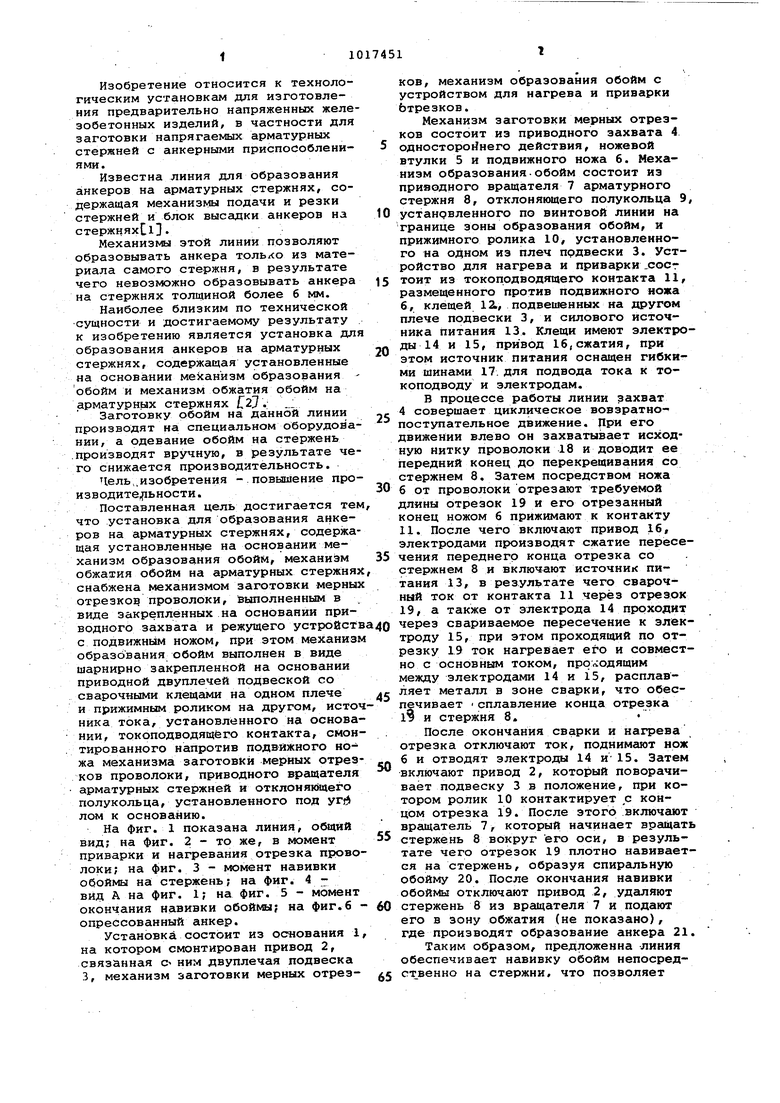
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения анкеров на арматурных стержнях | 1981 |
|
SU1069914A1 |
| Способ образования анкеров на арматурных стержнях и устройство для его осуществления | 1986 |
|
SU1404619A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автоматический станок для изготовления арматурных каркасов методом навивки и приварки на продольные стержни проволочных спиральных витков | 1950 |
|
SU99831A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| Станок для заготовки арматурныхСТЕРжНЕй | 1979 |
|
SU795659A1 |
| Способ монтажа криволинейных бетонных конструкций в грунте и устройство для его осуществления | 1979 |
|
SU863769A1 |
УСТАНОВКА для ОБРАЗОВАНИЯ АНКЕРОВ НА АРМАТУРНЫХ СТЕРЖНЯХ,содержащая установлеиине на основании мехаиизм образования обойм и механизм 3 . 15 :обжатия обойм на арматурных стержнях, i о т л и на юща я с. я тем, что, с целью повышения производительности, установка снабжена механизмом заготовки мерных отрезков проволоки, выполненным в виде закрепленных на oc-v ,новании приводного захвата и режущеiro устройства с подвижным Ножом, а механизм образования обойм выполнен в виде шарнирно закрепленной ма основании приводной двуплечей подвески .со сварочными клегдами на оДном плеЧе и прижимным роликом на другом, иеточняка тока, установленного на основании, токоподводящего контакта, смонтированного напротив подвижного ножа механизма заготовки мерных отрезков проволоки, приводного вращателя л арматурных стержней и отклоняющего полукольца, установленного под уг лом к основанию.. «lii СП fui.1 17 fj 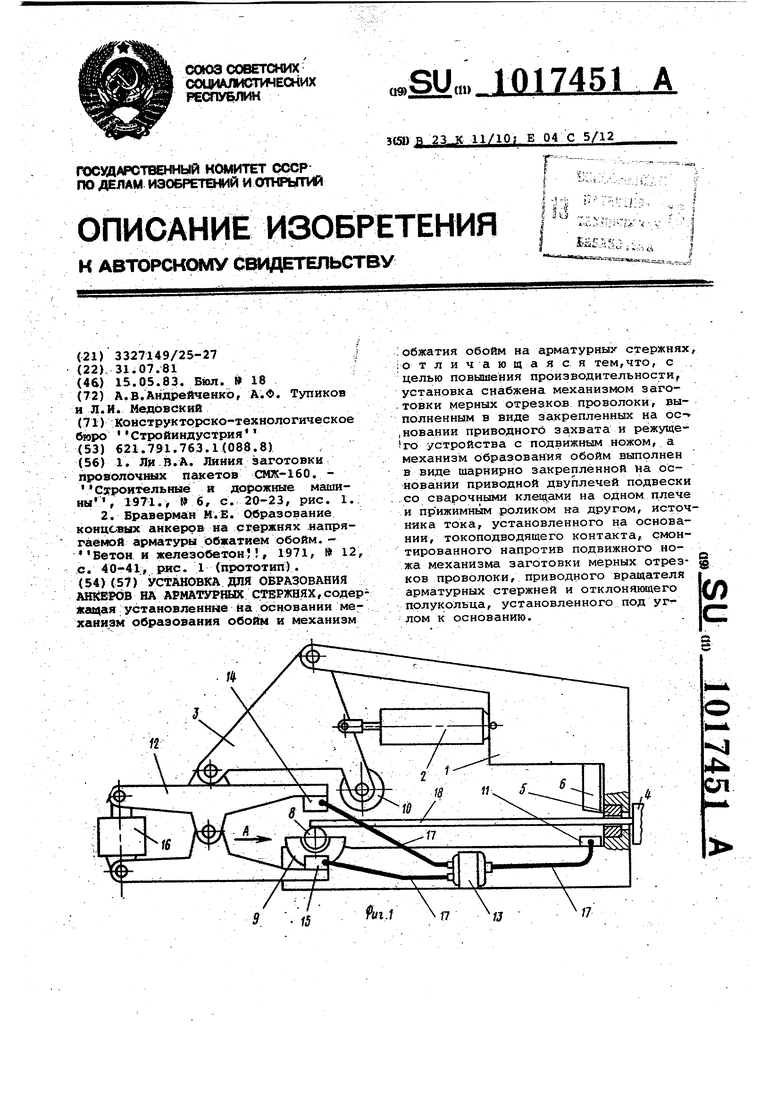
Т
9 Ul.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
| Сэгроительныё и дорожные машины , 1971 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Браверман И.Б | |||
| Образование концовых анкеров на стержнях .напрягаемой арматуры обжатием обойм | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
