Изобретение касается устройства автоматических станков для изготовления сварных арматурных каркасов, состоящих из нескольких продольных стержней и приваренных к ним наружных спиральных витков арматуры.
При навивке спиральных витков и сварке их с продольными стержнями, а также при вращении каркаса, закрепленного с одного конца в планшайбе, наблюдается прогиб продольных стержней и окручивание всего каркаса. Это нарушает нормальную работу станка.
Для устранения указанных недостатков Б предлагаемом станке применен вращающийся барабан для продольных стержней, смонтированный на подвижном в осевом направлении супорте, Несущем также механизм подачи проволоки для нар жной обмотки и автоматическую сварочную головку.
Кроме того, для поддержания конца каркаса на станке предусмотрен вращающийся люнет, сопряжелный с общим приводом и связанный с супортом посредством тяг. На станке производится размотка арматуры
из оухт, правка, резка, намотка и приварка стержней. Работа всех частей станка происходит автоматически под действием общей распределительной системы.
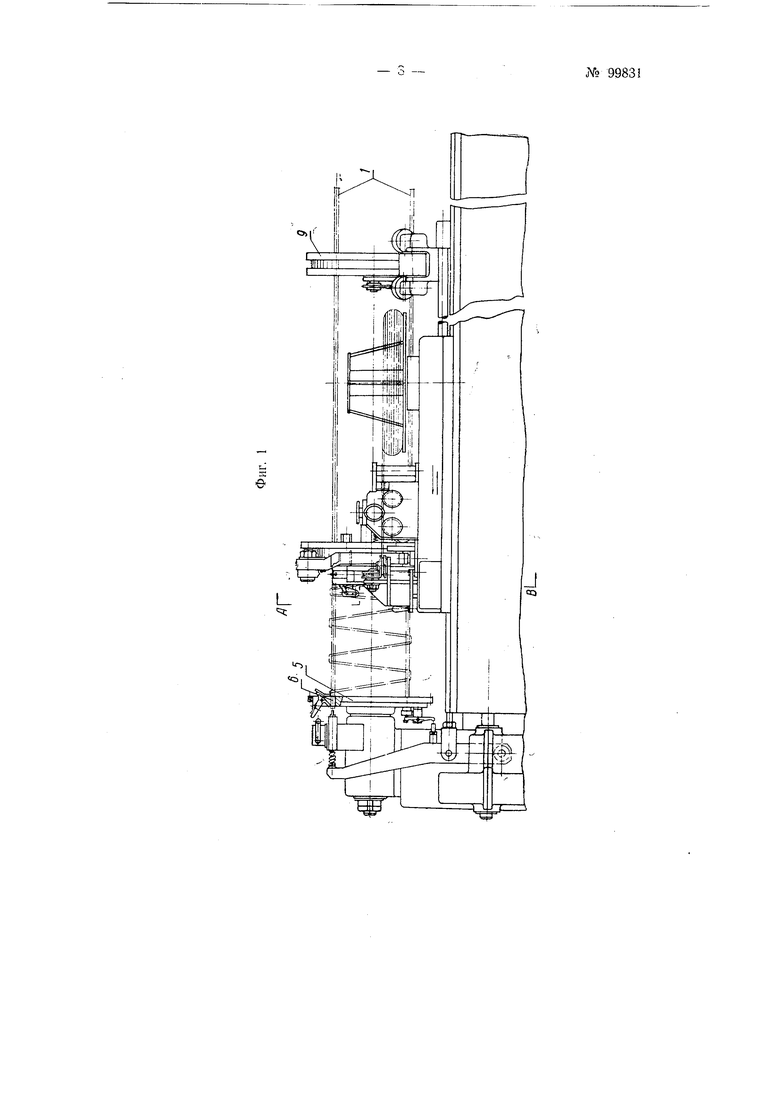
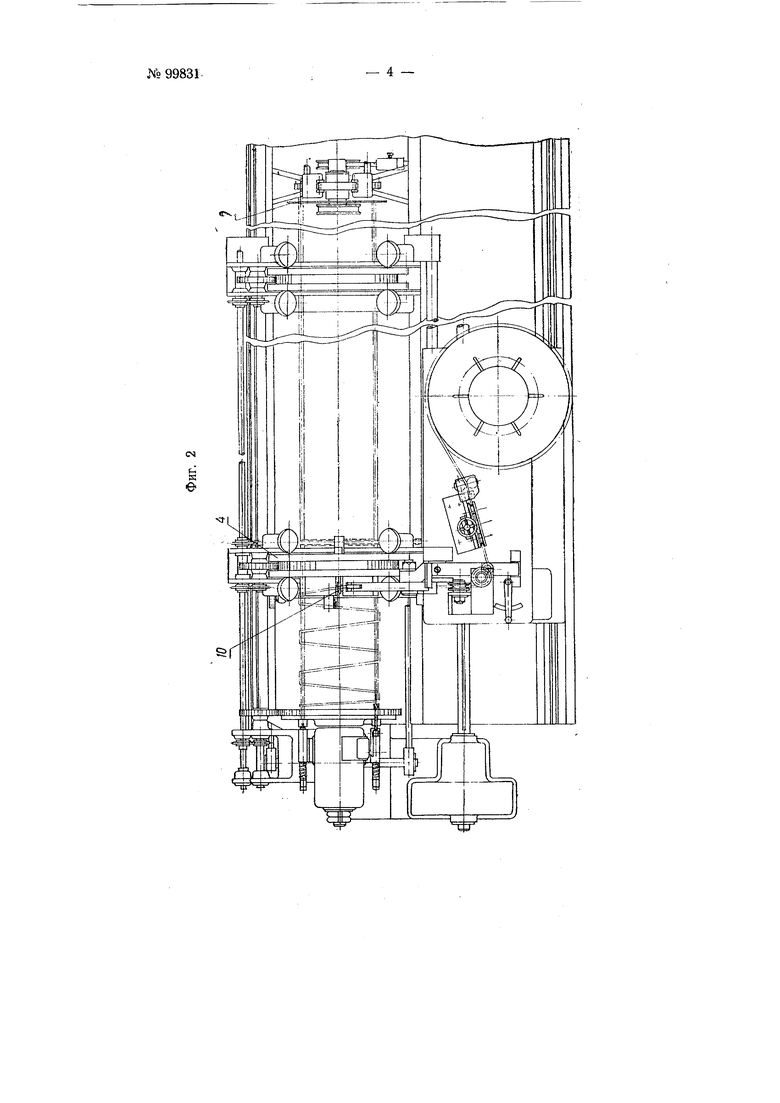
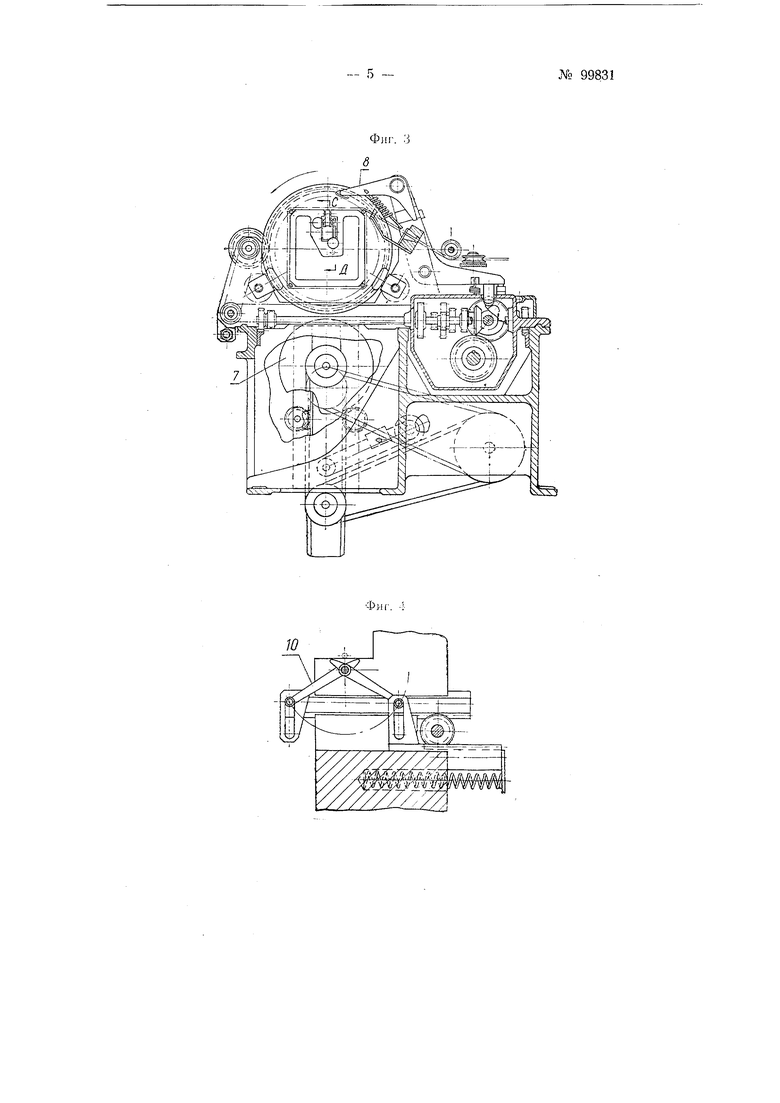
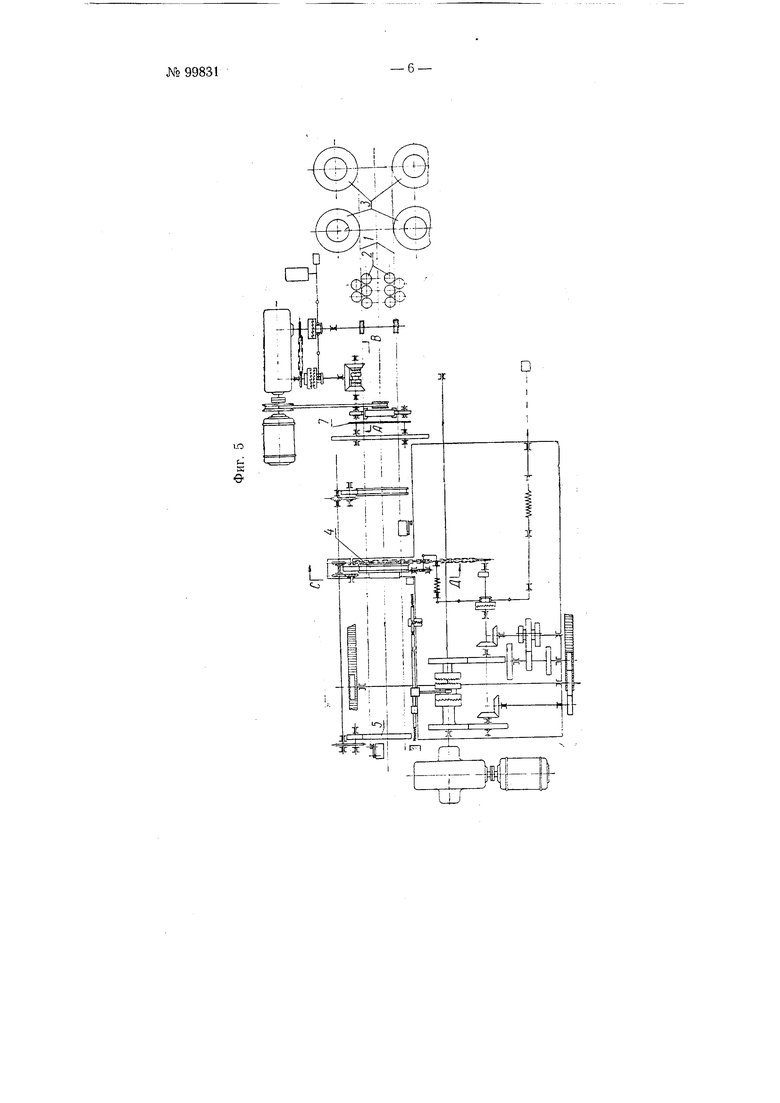
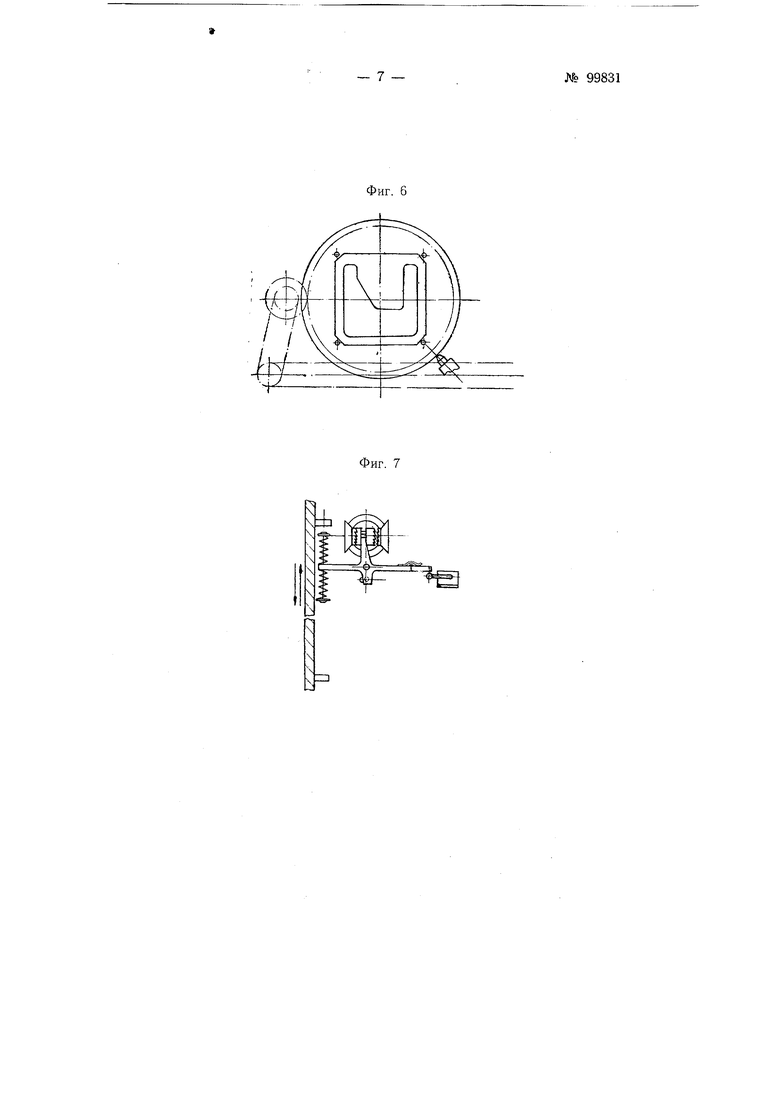
На фиг. 1 представлен вид станка спереди; на фиг. 2 - вид сверху; на фиг. 3 - разрез по АВ фиг. 1; на фиг. 4 - разрез по СД фиг. 3; на фиг. 5- кинематическая схема станка; на фиг. 6 и 7 - разрезы соответственно по СД и АВ фиг. 5.
Продольные стержни 1 подающим устройством 2 сматываются с бухт 3, выправляются и, опираясь на барабан 4, двигаются справа налево вместе с супортом, барабаном и вращающимся люнетом по направлению кпланщайбе 5. Концы продольных стержней, дойдя до планщайбы, входят в отверстия 6, где автоматически зажимаются, после чего супорт начинает движение в обратном направлении, т. о. слева направо. Нри этом приводится в действие дисковый нож 7, отрезающий продольные стержни, а также механизм вращения барабана супорта, наматывающий поперечные стержни на продольные. Одновременно начинает
действовать механизм управления сварочной головкой 8. Он прижимает головку к местам пересечения продольных стержней с поперечными и производит их сварку.
Во избежание сильного прогиба продольных стержней вместе с супортом двигается люнет 9, на который опираются стержни. Дойдя до крайнего правого положения, нож.ницы 10, вделанные в подвижной супорт, отрезают от бухты поперечный стержень и готовый каркас автоматическч освобождается и падает по наклонным ребрам станка вниз.
При изменении числа продольных стержней в каркасе средние части барабана 4, планшайбы 5 и люнета 9 заменяются.
Предмет изобретения
1. Автоматический станок для изготовления арматурных каркасов методом навивки и приварки на продольные стержни проволочных спиральных витков с применением вращающегося барабана для продольных стержней, механизма для их наружной обмотки и автоматической сварочной головки, о т л и ч а ю HI и йс я тем, что для устранения поперечного прогиба продольных стержней при навивке и приварке наружных витков и для предотвращения
скручивания каркаса в нем вращающийся барабан для продольных стержней смонтирован на подвижном в осевом направлении супорте, несущем механизм додачи наружной проволоки и автоматическую сварочную головку, взаимодействующую с общей распределительной системой станка.
2.Форма выполнения автоматического станка по In. 1, отличающаяся тем, что для -предотвращения провисания конца каркаса он снабжен иередвижным в осевом направлении ,вран;ающимся люнетом, сопряженным с общим приводом и связанным с супортом посредством тяг.
3.Форма выполнения автоматического станка по дп. 1-2, о тли ч аю щ а яс я те.м, что для осуществления отделения продельных стержней от бухт, выполненных неподвижными, -механизм подачи продольных стержней снабжен диск0(вым ножом, смантироваиным на подвижной в поперечном направлении «аретке, связанной с общей распределительной системой станка.
4.Форма выполнения автоматического станка по пп. 1-2, отличающаяся тем, что о« снабжен смОНтированным яа супорте и связанным с общей распределительной системой ножом для отрезки проволоки наружных спиральных -витков.
о
OJ
s
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной электросварки арматурных каркасов | 1952 |
|
SU99983A1 |
| Токарный станок | 1986 |
|
SU1337200A1 |
| Способ изготовления фильтров | 1986 |
|
SU1337117A1 |
| Установка для изготовления проволочных датчиков виткового типа | 1960 |
|
SU131956A1 |
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1951 |
|
SU99480A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Люнет токарного станка | 1986 |
|
SU1324818A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
LO
(
