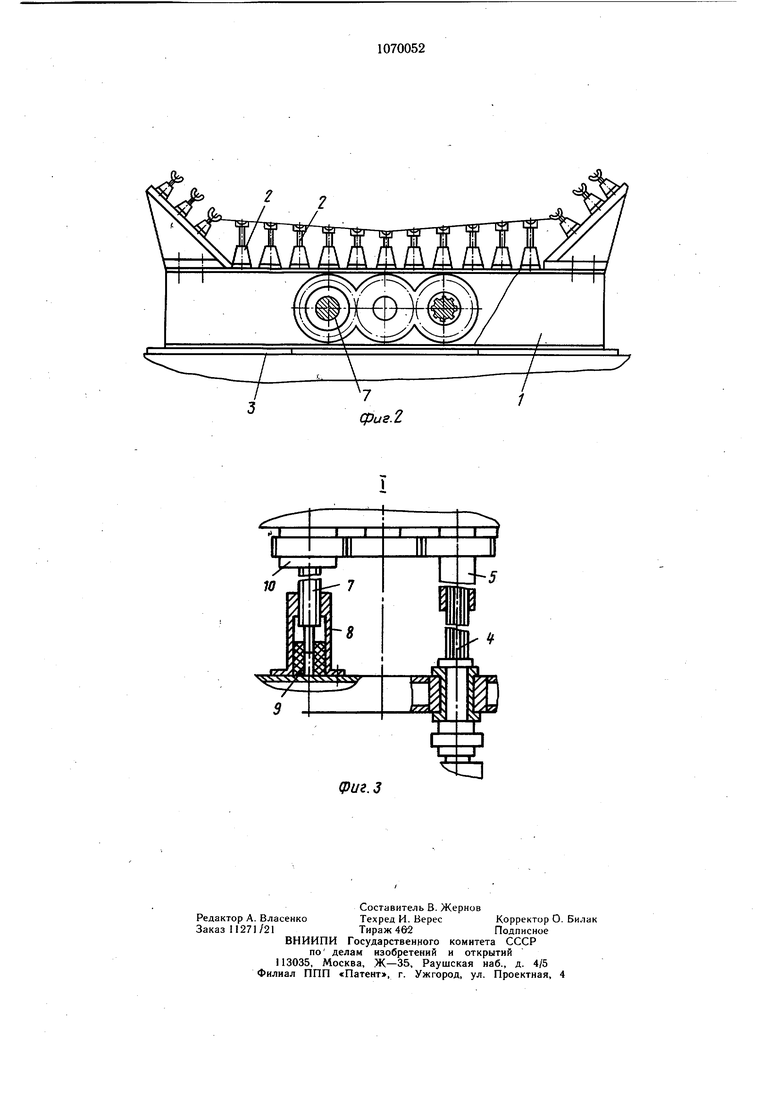
Изобретение относится к судостроению, в частности к изготовлению секций корпуса судна и может найти применение в сборочно-сварочном производстве судостроительной промышленности. Известна постель для сборки секций судна, содержащая подлекальные блоки и привод выдвижения стоек 1. Недостатком известной постели являются сложные и громоздкие операции, требующие значительных затрат ручного труда и времени для ее переналадки. Цель изобретения - механизация и снижение трудоемкости по переналадке постели. Поставленная цель достигается тем, что в постели для сборки секций, судна, содержащей подлекальные балки и привод, выдвижения стоек, подлекальные балки соединены между собой щлицевыми валами, расположенными на одной оси приводом посредством электромагнитой муфты. На фиг. 1 показана предлагаемая постель общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1. Такая постель состоит из подлекальных балок 1 с конструктивной возможностью размещения устройства для установки и крепления лекал 2. Подлекальные балки установлены на фундамент-основание 3, соединены между собой шлицевым валом 4, вставленным в щлицевую втулку 5, по длине постели расположены на одной оси и при вращении представляют собой единый вал, который подсоединен к приводу 6. Первая подлекальная балка 1 постели со стороны привода 6 закреплена на фундаментном основании окончательно, а остальные балки могут закрепляться в зависимости от технологической необходимости. Вращательное движение от привода и щлицевого вала через зубчатую передачу передается на винтовую пару, состоящую из винта 7 и гайки 8, расположенную параллельно валу 4. В полости гайки 8 размещен индукционный датчик 9 линейного перемещения. Включение и выключение винта осуществляется через электромагнитную муфту 10. Параллельность расположения подлекальных балок осуществляется с помощью рычажных пантографов 11. Переналадка постели на изготовление секций с необходимой шпацией производится следующим образом. Согласно заданной программе оператор на ггульте задает контрольные показатели на линейное перемещение индукционных датчиков 9, которые соответствуют шпациям изготавливаемых секций. Например, подлежит изготовлению секция с временной шпацией, равной tj и tg. Раскрепляются подлекальные балки 1 на фундаменте-основании 3. Включается привод 6, который передает свое вращательное движение на шлицевой вал 4 и втулку 5. Одновременно с включением привода осуществляется включение муфт 10, с помощью которых производится включение на передачу вращательного движения от шлицевой пары через зубчатую передачу на винт 7, от вращения которого через гайку 8 осуществляется линейное перемещение подлекальных балок друг друга, а параллельность перемещения балок между собой достигается с помощью рычажных пантографов 11. По достижению определенного расстояния между подлекальными балками, что соответствует размеру заданной щпации, электромагнитная муфта 10 автоматически отключается, хотя шлицевой вал 4 продолжает вращаться до тех пор, пока не отключатся электромагнитные муфты на всех участках постели, затем отключится привод 6. После этого подлекальные балки фиксируются к фундаментному основанию 3, устанавливаются лекала 2 и постель готова для изготовления секций с конструктивно заданной щпацией. Внедрение предлагаемой постели позволит механизировать процесс переналадки на изготовление секций с конструктивно заданной щпацией или секций с переменной щпацией, а также сократить время на переналадку и увеличть производительность. Экономическая эффективность достигается за счет понижения себестоимости и повышения производительности труда. Технические преимущества изобретения заключаются в механизации работ по переналадке постели и снижении трудоемкости. Ориентировочная потребность народного хозяйства, в объектах с использованием изобретения составит в год примерно 5 шт.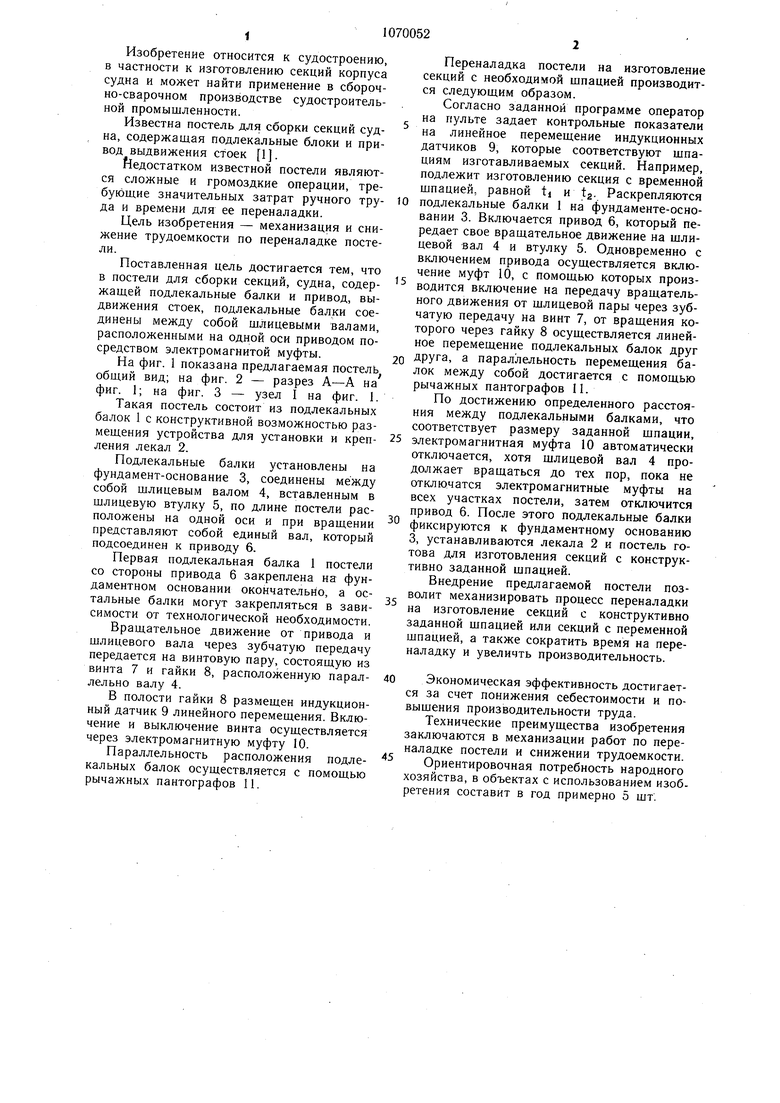
| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для сборки объемных секций корпуса судна | 1976 |
|
SU897624A1 |
| Постель для сборки секций корпуса судна | 1983 |
|
SU1105366A1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Постель для формирования секций корпуса судна | 1982 |
|
SU1082671A1 |
| ПЕРЕДВИЖНОЙ СТЕНД ДЛЯ СБОРКИ И СВАРКИ СЕКЦИЙ | 1973 |
|
SU404688A1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU990578A1 |
| Постель для формирования секций корпуса судна | 1980 |
|
SU925739A1 |
| Способ настройки постели для формирования секций корпуса судна | 1983 |
|
SU1115961A1 |
| Постель для формирования секцийКОРпуСА СудНА | 1979 |
|
SU850489A1 |
ПОСТЕЛЬ ДЛЯ СБОРКИ СЕКЦИЙ СУДНА, содержащая подлекальные балки и привод выдвижения стоек, отличающаяся тем, что, с целью механизации и снижения трудоемкости по переналадке постели, подлекальные балки соединены между собой шлицевыми валами, расположенными на одной оси с приводом посредством электромагнитной муфты. к Ц mi а1 .. - -. - д и (Т1 I -U-J- -.4-ц I jE 1-М-1 I jg. 1 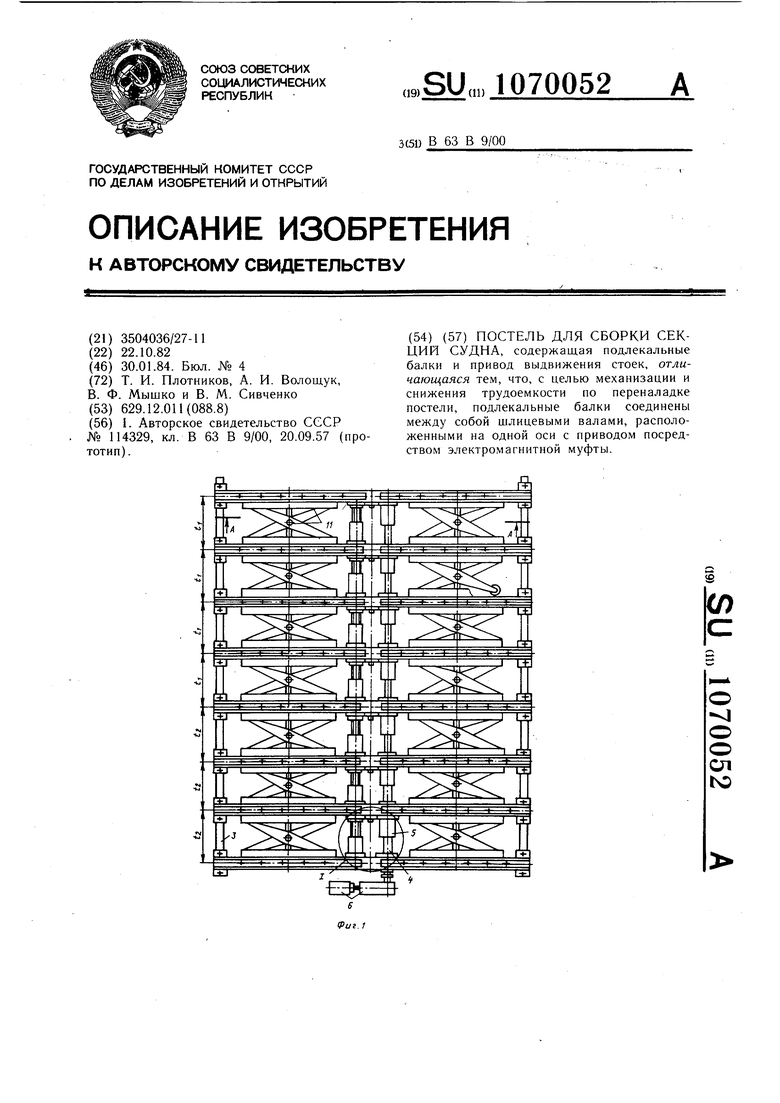
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для сборки и сварки секций корпуса кораблей | 1957 |
|
SU114329A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
