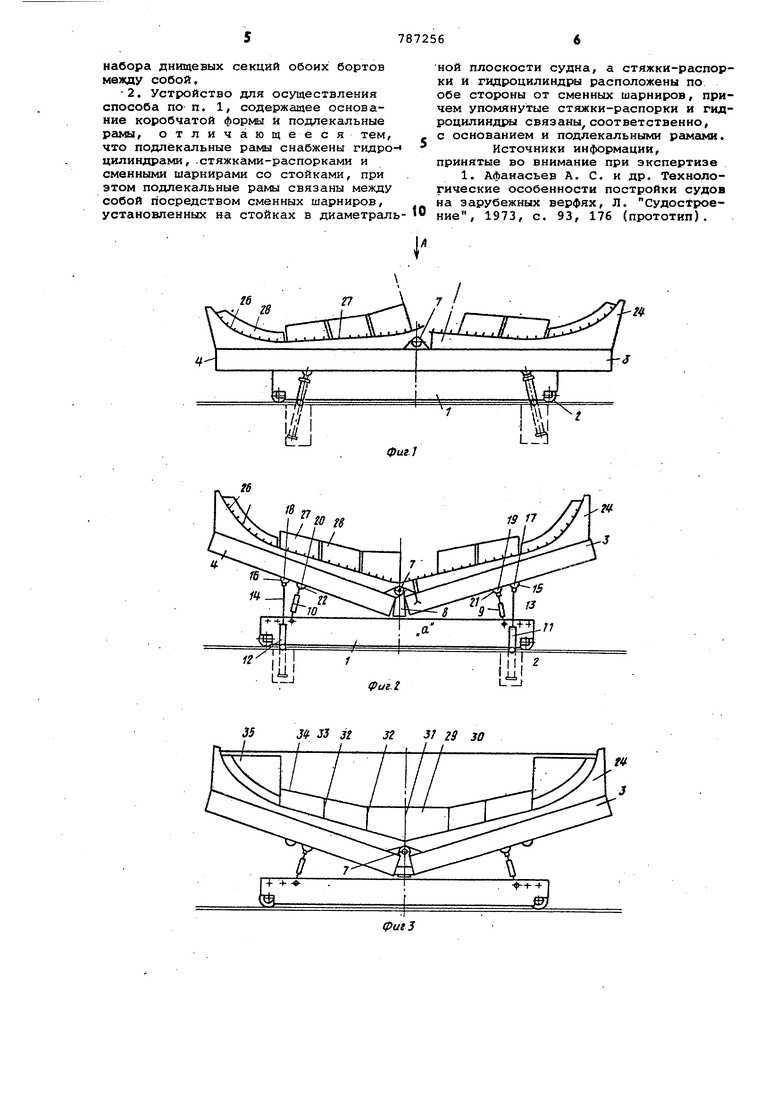
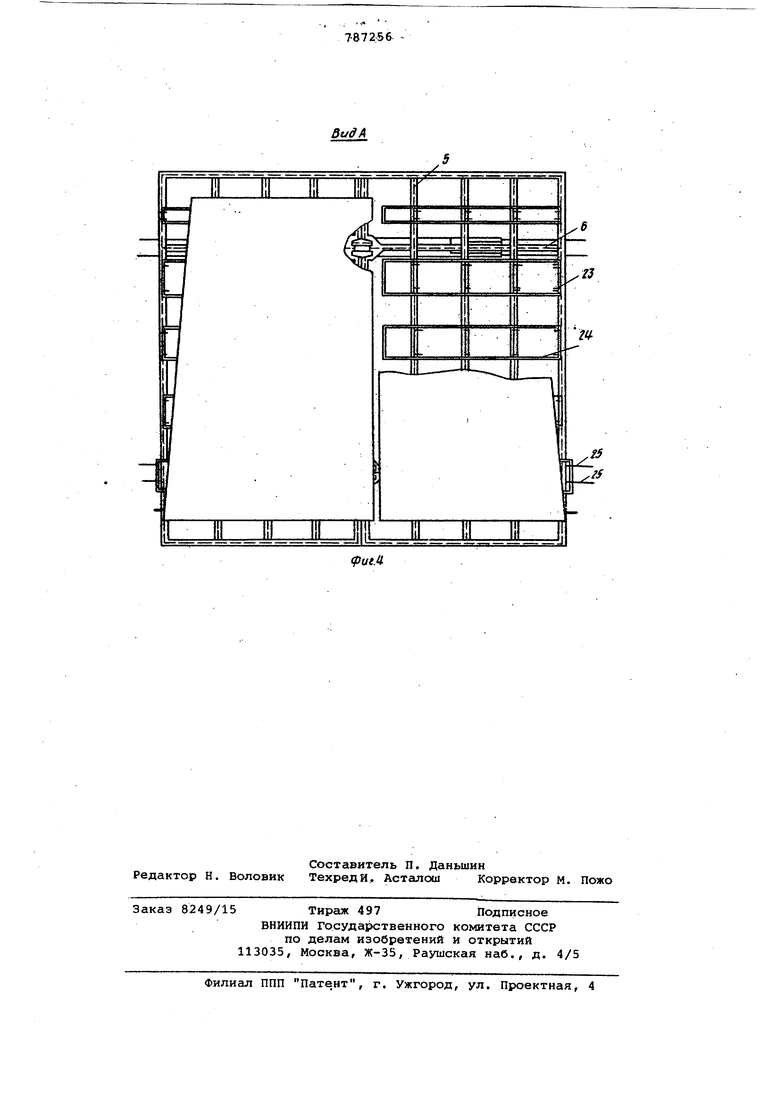
коробчатообразыой формы, установленное на колесах 2, и подлекальные рамы 3 и 4, каждая из которых состоит из продольных 5 и поперечных б балок, при этом рамы 3 н 4 связаны между собой шарнирами 7 на стойках 8, посредством которых они прикреплены к основанию 1. Устройство снабжено винтовыми стяжками-распорками 9 и 10 и гидроцилиндрами 11 и 12, штоки 13 и 14 которых осями 15 и 16 прикреплены к проушинам 17 и 18 рам 3 и 4, астяжки-распорки 9 и 10. осями 19 и 20 прикреплены к проушинагл 21 и 22, На поверхности рам 3 -и 4 с помощью съемных зажимов 23 прикреплены лекала 24, В районе установки съемных шарниров 7 в торцах ргил 3 и 4 предусмотрены проемы а , предназначенные для размещения стоек 8.
Колеса 2 основания 1 установлены на рельсах 25,
На лекалах 24 установлена обшивка 26, продольный набор 27 главного направления и флоры 28, образующие части днищевой секции.
Днищевая секция включает элементы каждой, входятцей в ее состав части флоры 29 над монтажным пазом 30, вертикальный киль 31, стрингеры 32, переборку 33, настил 34 второго дна и настилы 35 кры1л цистерн.
Перед изготовлением днищевой секции предполагаемым способом на рельсы 25 устанавливают основание 1 и взаимно выравнивают, регулируют на заданную для собираемой секции длину стяжек-распорок 9 и 10 и устанавливают в развернутом виде шарнирно соединенные рамы 3 и 4 и закрепляют их стойками 8 шарниров 7 к .основанию 1, к проушинам 21 и 22 рам 3 и 4 подсоединяют стяжки-распорки . 9 и 10-, устанавливают и закреп71яют зажимами 23 лекала 24, проверяют установку по контрольным точкам. На лекала 24 укладывают детали и узлы обшивки 26 . подсекций правого и левого бортов, проверяют их положение по контрольным точкам, последовательнр обжимают агрегатом и закрепляют к лекалам 24, Переносньп-ш автоматами производят сварку обшивки 26 подсекций, затем одновременно от общих баз на подсекциях правого и левого бортов выполняют разметку продольного и по-перечного набора. При выполнении этой операции предлагаемое устройство обеспечивает получение согласованной сетки линий разметки для установки продольного и поперечного набора,
Перемев1ают основание с подсекциямIi к а1 регату для установки продольного набора 27 главного направления, устанавливают набор.
Перемещают основание с подсекциями к многодуговому агрегату для приварки набора, приваривают набор главного направления.
Перемещают основание с подсекциями к агрегату для установки флоров 28 и высокого продольного набора стрингеры 32, киль 31. Выполняют установку флоров 28 за исключением флоров 29 в районе пазов 30, Окончанием этой операции закончена стадия изготовления секции подсекциями правого и левого бортов в нижнем положении, которое обеспечивает устройство за счет лекал 24, Продолжение сборки подсекций до завершения не обеспечивает высокой производительности труда, так как стрингеры 32 и киль 31 необходимо устанавливать с наклоном, переборки 33 и флоры 29 делить на две части, по обшивке второго дна 34 вводить дополнительный паз, вводить припуски по монтажным кромкам и т, д. Поэтому сборку подсекций между собой по предлагаемому способу выполняют после установки поперечного набора {кроме района монтажного паза) и стыкуют их по монтажному .пазу- только обшивкой 26. Для этого на рабочем месте, где производили-установку флоров, выполняют перенастройку постели. Подсоединяют штоки 13 и 14 подъемных гидроцилиндров 11 и 12 к проушинам 17 и 18 рам 3 и 4,
При подъеме штоков 13 и 14 гидроцилиндров 11 и 12 рамы 3 и 4, шарнирно закрепленные к основанию 1, поворачиваются, при этом стяжки-распорки 9 и 10 при достижении заданного наклона фиксируются. При перенастройке устройства сначала разворачивают рамы 3 и- 4, к лекалам которых закреплена подсекция с нанесенной на обшивке линией диаметральной плоскости, а затем - par-iy 4, к лекалам которой закреплена вторая подсекция.
Установка подсекций в заданное для причерчивания кромок положение поворотом подлекальных рам и закрепление с помощью отрегулированных стяжекраспорок исключает ряд операций, необходимо, выполнить при сборке подсекций, изготовленных независимо друг от друга.
Формула изобретения
1, Способ изготовления криволинейных, днищевых секций корпуса судна, состоящий в том, что элементы набора днищевы54 секций обоих бортов собирают на установленных на основании подлекальных рамах с лекалами, которые выполнены по форме очертания днища, отличающийся тем-, что, с целью повышения произв-одительности и универсальности, элементы набора днищевых секций собирают на бортовых подлекальных , развернутых горизонтально, затем поворачивают бортовые подлекальные рамы в проектное по. ложение днряда и закрепляют элементы
набора днищевых секций обоих бортов между собой,
2, Устройство для осуществления способа по- п. 1, содержащее основание коробчатой форкы и подлекальные рамы, отличающееся тем, что подлекальные рамы снабжены гидро- цилиндрами, .стяжками-распорками и сменными шарнирами со стойками, при этом подлекальные рамы связаны между собой посредством сменных шарниров, установленньк на стойках в диаметральной плоскости судна, а стяжки-распорки и гидроцилиндры расположены по обе стороны от сменных шарниров, причем упомянутые стяжки-распорки и гидроцилинд связаны, соответственно, с основанием и подлекальнЕл ш рг1мами.
Источники информации, принятые во внимание при экспертизе
1. Афанасьев А. С. и др. Технологические особенности постройки судов на зарубежных верфях, Л. Судострое0ние, 1973, с. 93, 176 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| ПЕРЕДВИЖНОЙ СТЕНД ДЛЯ СБОРКИ И СВАРКИ СЕКЦИЙ | 1973 |
|
SU404688A1 |
| Способ изготовления корпуса лодки | 2023 |
|
RU2802094C1 |
| ПРОТИВОПОЖАРНЫЙ КАТЕР | 2004 |
|
RU2272663C1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
М
фиг.
23
