Изобретение относится к промышлен ности строительства и стройматериалов, в частности к стекольному произ водству, к области обработки стекла и может быть использовано при изготовлении отверстий сложной конфигура цйи в заготовках в виде пластин, тру в готовых приборах и изделиях, имеющих толщину стенки до 2,5-3 мм. Известен способ изготовления отверстий в стекле путе:м сверления, применимый для кварца С13. Недостаток этого способа связан с необходимостью использования абра зивных веществ, смазрчных материалов и растворителей, которые загрязняют кваргс. Известен способ изготовления отверстий в кварце, заключающийся в том, что к кварцу приваривают стержень из стекла, коэффициент термичес кбго расширения которого превышает коэффициент термического расширения кварца, .затем стержень охлаждают и механически отделяют его от кварца L21. Однако такой способ не позволяет изготавливать oтвepcтиJR сложной кон фигурации, кроме того, получаемые отверстия имеют большой разброс величи ны диаметров. Цель изобретения - изготовление отверстий сложной формы с высокой точностью. - , Поставленная цель достигается тем, что согласно способу изготовле ния отверстий в кварце путем,приваривания к нему стеклянной трубки с последующим охлаждением и механическим отделением трубки перед привари ванием стеклянной трубки к кварцу между ним и трубкой помещают остекло ванную молибденовым стеклом молибденовую пластину с конфигурацией от верстия, приваривание стеклянной трубки ведут токами высокой частоты причем стеклянную трубку выполняют из молибденового стекла. На чертеже изображено расположение элементов, с помощью которых реа лизуют способ. Отверстие в кварцевой трубке 1 изготавливают с помощью молибденовой ,остеклованной пластины 2, которую прижимают к трубке 1 стеклянной труб кой 3. Нагрев осуществляют с помощью индуктора 4, подключенного к генера тору высокой частоты. Способ осуществляется следующим образом. Из молибденовой пластины вырезают или штампуют пластину, имеющую конфигурацию;требуемого отверстия.Напри мер, для квадратного отверстия выре зают квадратную пластину нужного размера. Вырезаемую пластину покрывают тонким (порядка 0,5 мм1 слоем молибденового стекла, различными спо рбами, например, поместив пластину в разогретую на газовой горелке стеклянную трубку. Когда стекло размягчите, оттягивают оба конца трубки и запаивают их. Излишки стекла убирают таким образом, чтобы стекло покрывало пластину равномерным слоем. Затем остеклованную пластину прикладывают к поверхности кварца и прижимают стеклянной /также из молибденового стекла/ трубкой. Далее нагревают пластину токами высокой частоты. 0тразогретого металла нагревается стеклянный слой, покрывающий пластийу, который, размягчаясь, приваривается к кварцу и к трубке, прижимающей стеклованную пластину. , После охлаждения вместе спая стекла с кварцем возникают термические напряжения, обусловленные различием коэффициентов термического расширения стекла и кварца,которые приводят к тому, что по контуру молибденовой пластины в кварце образуется трещина, в связи с чем молибденовая пластина с приваренным к ней слоем кварца легко отделяется от кварца вручную, причем трубка из молибденового стекла служит рычагом. Образуется отверстие, конфигурация которого совпадает с конфигурацией пластины. Таким.образом, получение отверстий слошной формы достигается за счет использования металлической пластины, конфигурация которой определяет конфигурацию отверстия. Локальный нагрев такой пластины токами высокой частоты за счет равномерного прогревания слоя стекла, покрывающего ее,обеспечивает однородное приваривание этого слоя к кварцу, что, в конечном счете, определяет noBF ueние точности способа. Металл, из которого изготавливается пластина, должен иметь температуру плавления, существенно превышающую не только температуру размягчения стекла /500°С/, но и температуру разогрева пластины 1000-1200°С, необходимую для эффективного разогрева слоя стекла, покрывающего пластину. Этим требованиям отвечают такие тугоплавкие металлы, как молибден и вольфрам. , I Требования к стеклу заключаются в том, что стекло должно иметь тот же коэффициент термического расширения, что и металл.пластины. Это необходимо для того, чтобы не было растрескивания стеклянного слоя при нагреве пластины. Поэтому с молибденом может быть использовано в паре молибденовое стекло, а с вольфрамом вольфрамовое. Кроме того, стекло должно иметь коэффициент термического расширения,
превышающий коэффициент термического расширения кварца. Чем эта разница больше, тем надежнее реализуется способ. Однако вольфрамовое стекло имеет коэффициент термического расширения, незначительно отличающийся от коэффициента термического расширения кварца, что делает применение этого стекла в описываемом способе невоз-, можным, кроме того, вольфрам не поддается штамповке.f
Этих недостатков лишена пара молибден - молибденовое стекло. Молибден имеет высокуь температуру плавления, хорошо штс1мпуется. Молибденовое стекло имеет коэффициент термичес кого расширения, существенно превышающий коэффициент термического расширения кварца, что обеспечивает надежную реализацию способа.
Пример. Из молибденовой пластины толщиной 0,5 мм вырезают квадратную пластину 2 10 10 мм. 3 разогрету о стеклянную трубку из молибденового стекла, например, марки С-52 диаметром 12 мм помещают вырезанную молибденовую квадратную пластину 2, разогревают стекло до размягчения, оттягивают концы трубки, отсасывают воздух и запаивают трубку так, чтобы не осталось пузырей воздуха. Стеклянной палочкой распределяют слой равномерно, снимая излишки стекла. Полученную остеклованную платину 2 слегка разогревают газовой горелкой, накладывают на кварцевую трубку 1 диаметром 150 мм, прижимают ее к поверхности кварца стеклянной трубкой 3 марки С-52 диаметром 8 мм, с помсяцью индуктора 4 разогревают то|ками высокой частоты, используя, например, генератор И 060-П12, в течение 1-2 мин, пока металл не разогреется до 1000-1200 0 /белое свечение/ а стеклянная оболочка, покрывающая пластину 2, не размягчится и не приварится к кварцу 1 и к стеклянной трубке 3. Затем генератор высокой частоты отключают и после естест- , венного охлаждения остеклованную пластину 2 вручную отламывают от труб- ки 1, используя стеклянную трубку 3 как рычаг. В результате в трубке 1. образуется квгщратное отверстие 10 1 10 мм.
Способ позволяет изготавливать отверстия сложной конфигурации с высокой точностью и повторяемостью, он может быть использован при изго1товлении отверстий в изделиях сложно формы, его реализация не требует дорогостоящего оборудования, при из готовлении отверстий этим способом кварц не загрязняется.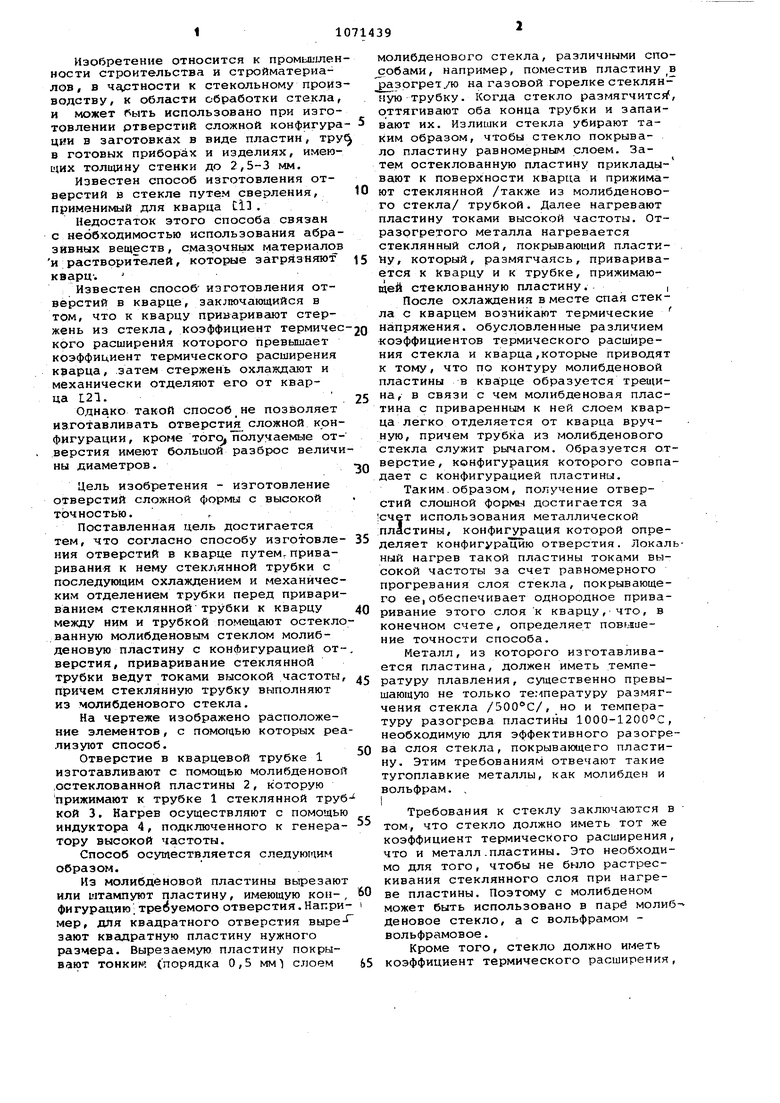

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отверстий в кварце | 1980 |
|
SU952780A1 |
| Огнеупорная масса для изготовления безобжиговых изделий,блоков и монолитных футеровок | 1973 |
|
SU507545A1 |
| УСТРОЙСТВО, ВЫДАЮЩЕЕ СТЕКЛЯННЫЕ ВОЛОКНА, С УМЕНЬШЕННЫМ СОДЕРЖАНИЕМ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2012 |
|
RU2599518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА | 2001 |
|
RU2183362C1 |
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1992 |
|
RU2022394C1 |
| Способ диффузионной сварки молибдена с медью | 1980 |
|
SU903033A1 |
| Способ изготовления экрана электроннолучевой трубки для электростатической записи | 1976 |
|
SU597029A1 |
| Способ крепления деталей внутри вакуумных приборов | 2015 |
|
RU2622050C2 |
| Электрохимический преобразователь концентрации кислорода и способ его изготовления | 1982 |
|
SU1073685A1 |
| ЦВЕТНАЯ ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА, ИМЕЮЩАЯ МАСКУ, ФОКУСИРУЮЩУЮ НАПРЯЖЕНИЕ ПО ОДНОЙ ОСИ | 1996 |
|
RU2161842C2 |
СПСХОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ В КВАРЦЕ путем приваривания к нему стеклянной трубки с последующим охлаждением и механическим отделением трубки, отличающийся тем, что, с целью изготовления отверстий сложной формы с высокойточностью , перед привариванием стеклянной трубки к кварцу между ним и трубкой помещают остеклованную молибденовым стеклом молибденовую пластину с конфигурацией -отверстия, приваривание стеклянной трубки ведут токами высокой частоты, причем стеклянную трубку выполняют из молибденового-стекла.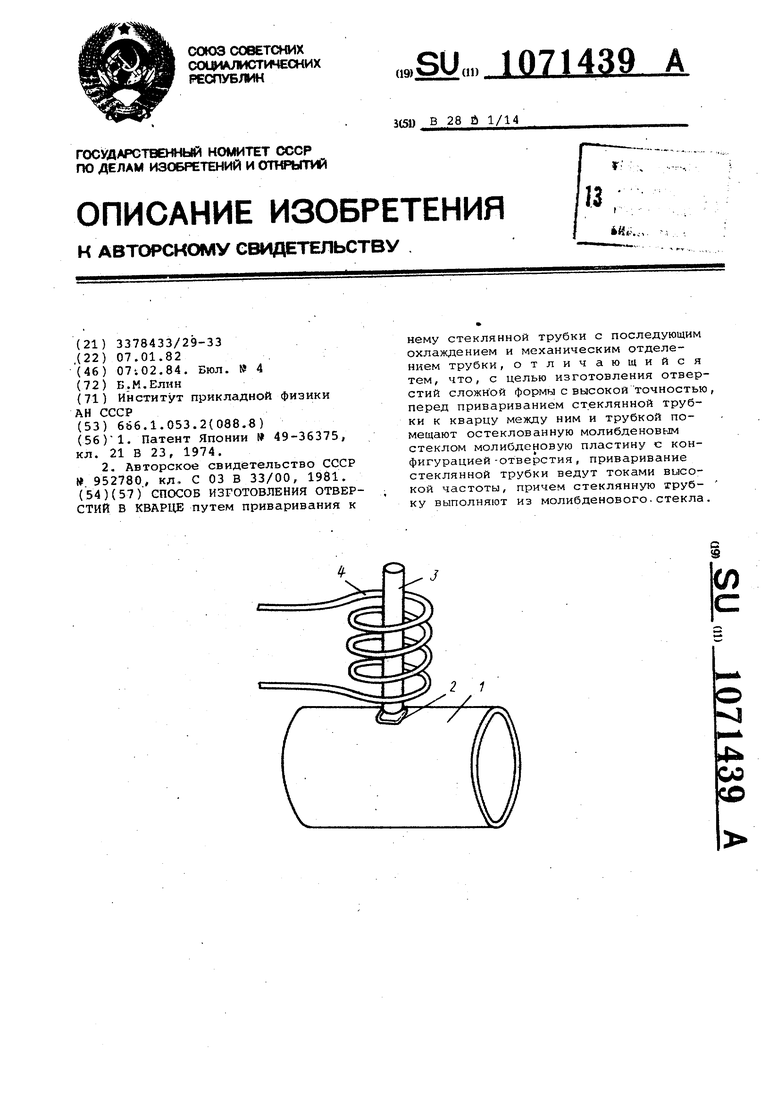
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления отверстий в кварце | 1980 |
|
SU952780A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
